

2.4 Содержание отчета:
Цель работы и оборудование используемое при выполнении работы.
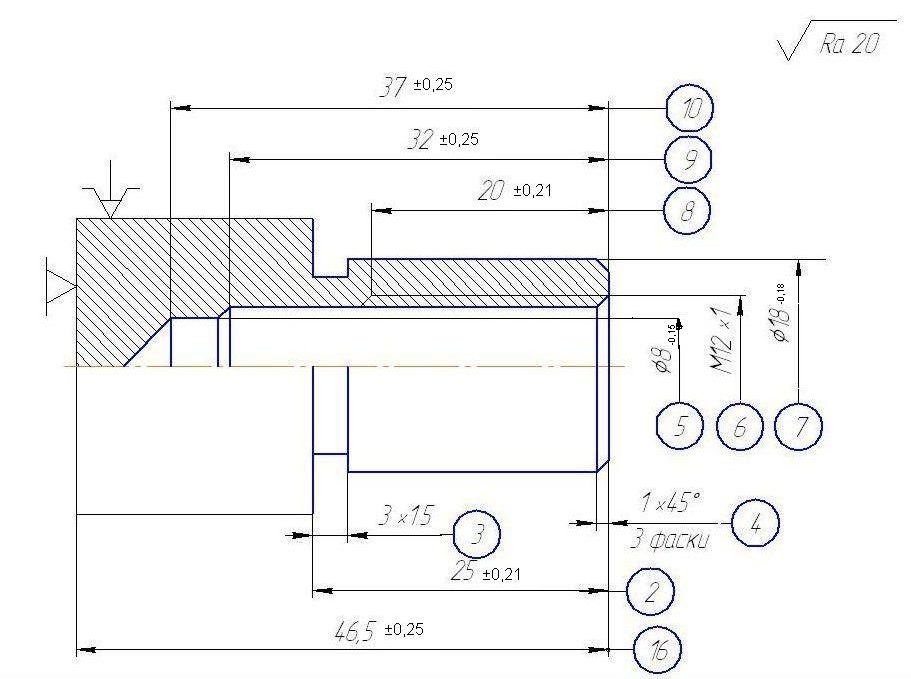
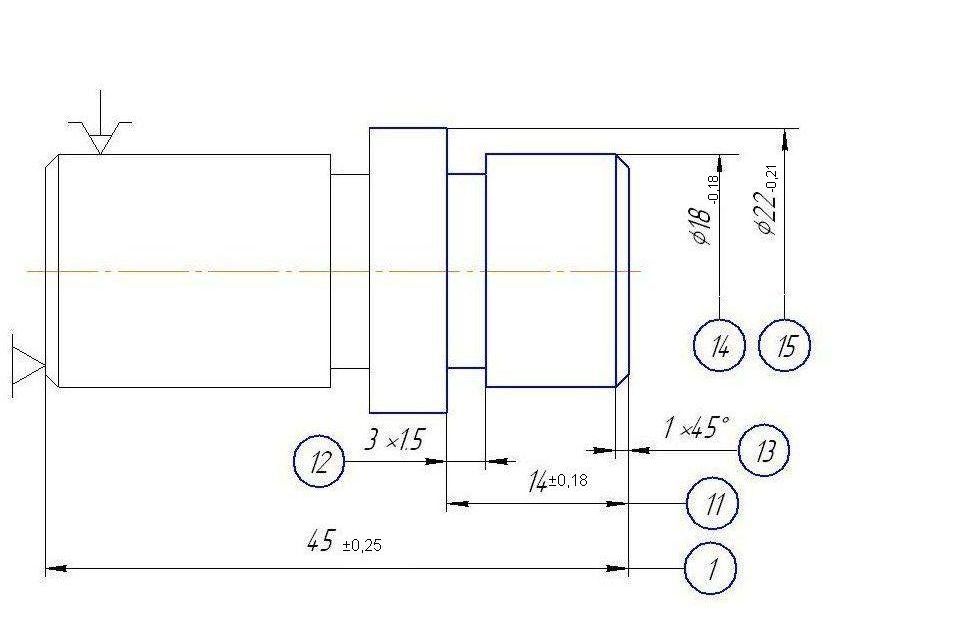
Операционный эскиз детали «Втулка» (на картах эскизов).
Расчёт режимов резания на операцию.
Содержание операции (на операционных картах).
Расчётно-технологические карты на основные переходы операции.
Расчёт точек траектории.
Текст управляющей программы.
Траектория движения инструментов (прорисовка на станке).
Заключение. В заключении студент должен сделать написать выводы по проделанной работе, о полученных в процессе работы новых знаниях и умениях.
Контрольные вопросы:
1. Назначение и характеристика станка ИТ42 и УЧПУ МАЯК500, режимы их работы.
2. Вопросы по кодированию программ на станке ИТ42.
3. Вопросы по последовательности отладки УП.
Приложение А
Примеры выполнения операционного эскиза.
Вариант 1




Вариат 2
![]()
Приложение Б
Пример заполнения операционной карты (ОК).
Приложение В
Пример расчетно-технологической карты.
Переход №1



Переход №2

Переход №3

Переход №4
Переход №5

Переход №6

Переход №7


Приложение Г.
Пример управляющей программы.
% 30401
N 1 G92 X200. Z100.
N 2 Т1
N 3
N 4 S850 M03 M08
N 5 G00 G90 G43 D01 X46. G43 D02 Z0.
N 6 G01 X0. Z0. F50
N 7 G00 Z2.
N 8 X200. Z100. M05 M09
N 9 T2
N 10
N 11 S1000 M03 M08
N 12 G00 G90 G43 D03 X0. G43 D04 Z2.
N 13 G01 X0. Z-32. F50
N 14 G00 Z2.
N 15 X200. Z100. M05 M09
N 16 T3
N 17
N 18 S800 M03 M08
N 19 G00 G90 G43 D05 X0. G43 D06 Z2.
N 20 G01 X0. Z-5. F50
N 21 G00 Z2.
N 22 X200. Z100. M05 M09
N 23 T4
N 24
N 25 S800 M03 M08
N 26 G00 G90 G43 D07 X36.2 G43 D08 Z1.
N 27 G81 G90 X34. Z-48. I1. F80
N 28 G81 G90 X22. Z-35. I1. K0. F80
N 29 G81 G90 X12. Z-20. I1. K1. F80
N 30 G00 X12.
N 31 G01 X20. Z-3. F80
N 32 G00 X200. Z100. M05 M09
N 33 T5
N 34
N 35 S850 M03 M08
N 36 G00 G90 G43 D09 X32. G43 D10 Z-32.
N 37 G01 X19. Z-32. F80
N 38 G00 X32.
N 39 X200. Z100. M05 M09
N 40 T6
N 41
N 42 S800 M03 M09
N 43 G00 G90 G43 D11 X22.2 G43 D12 Z-19.
N 44 G83 G90 Z-32. I0.5 K1.
N 45 G00 X200. Z100. M05 M09
N 46 T5
N 47
N 48 S850 M03 M09
N 49 G00 G90 G43 D09 X40. G43 D10 Z-45.
N 50 G01 X32. F50
N 51 G00 X40.
N 52 Z-41.
N 53 G01 X32. Z-45. F40
N 54 X0.
N 55 G00 X40.
N 56 X200. Z100. M05 M09
N57G28X0Z0
N 58 M02
Приложение Д
Структура управляющей программы для станка ИТ42
с устройством ЧПУ "МАЯК-500"
СТРУКТУРА КАДРА
Формат кадра согласно ГОСТ 20999-83:
%DS:/N04G02D02X+043G02D02Z+043I+043K+043S04T02
Устройство обеспечивает ввод числовых значений с десятичной точкой. Десятичная точка может быть используется в словах, имеющих размерность «миллиметр» (Х, У, Z , А и т.д.).
Пример. Слова Z15., Z15.0, Z15000 соответствуют размеру 15 мм по координате Z .
ЛИНЕЙНАЯ ИНТЕРПОЛЯЦИЯ
Пример:
N…G01G90X2Z2F..
N…G01G91X(X2-X1)Z(Z2-Z1) F..
КРУГОВАЯ ИНТЕРПОЛЯЦИЯ

Пример::
N…G03G90X2Z2I(Xc)K(Zc)F…
N…G03G91X(X2-X1)Z(Z2-Z1)I(Xc-X1)K(Zc-Z1)F…
СИСТЕМЫ КООРДИНАТ
С помощью функции G92 начало рабочей системы координат можно переместить в любую точку в пределах рабочего пространства станка. Для этого необходимо запрограммировать кадр с функцией G92 и координатами, величины которых являются координатами текущего положения инструмента в новой рабочей системе координат. При этом перемещений в кадре, содержащем функцию G92 , не происходит.
КОРРЕКЦИЯ НА ВЫЛЕТ И ПОЛОЖЕНИЕ ИНСТРУМЕНТА

Пример.
N…G92X200.Z100.
N…G00G90(G91)G43D01X1G43D02Z1
Коррекция по всем координатам отменяется функцией G49.
КОРРЕКЦИЯ НА РАДИУС ИНСТРУМЕНТА
Функция G41 называется смещением влево (во время обработки инструмент находится слева от детали). Функция G42 называется смещением вправо (инструмент во время обработки находится справа от детали).
Радиус инструмента задается адресом D и следующим за ним номером корректора.
Для задания радиуса инструмента используется любой из корректоров с первого по 130. Диапазон задания величины радиуса инструмента от 0 до ±999,999 мм.
1.Безэквидистантное программирование.

∆= Rф
2.Эквидистантное программирование.

∆= Rф - Rз
Пример:
N…G01G41D12X2Z2F…
N…
N…
N…G01G40X6Z6
ПРОГРАММИРОВАНИЕ СКОРОСТИ ГЛАВНОГО ДВИЖЕНИЯ
Скорость главного движения программируется с помощью адреса S и числа, содержащего до четырех цифр.
Пример:
N…S600
ПРОГРАММИРОВАНИЕ ПОДАЧИ
Подача программируется с помощью адреса F и числа, содержащего до четырех цифр.
F100 - линейная интерполяция с подачей 100 мм/мин (G94)
F100 - линейная интерполяция с подачей 0,1 мм/мин (G95)
Пример.
N…F80
ПРОГРАММИРОВАНИЕ ФУНКЦИИ ИНСТРУМЕНТА
T08 – номер гнезда инструментального магазина.
Пример:
N…T04
N…
ЗАДАНИЕ ВЫДЕРЖКИ ВРЕМЕНИ
Выдержка времени (пауза) задается с помощью подготовительной функции G4. Длительность паузы задается с дискретностью 0,1 секунды по адресу F. Минимальная длительность паузы 0,1 секунды, максимальная - 999,9 секунды.
Пример. Пауза длительностью 30 с задается следующим кадром:
N29 G4 F300
Примечания: 1. Функция G4 действует только в том кадре, в котором она записана.
Приложение Е
РЕЖИМЫ РАБОТЫ УСТРОЙСТВА
РЕЖИМ "РЕДАКТИРОВАНИЕ"
Подрежим "Найти"
Подрежимы"Движение маркера вперед" и "Движение маркера назад"
Подрежимы "Построчное чтение вперед" и "Построчное чтение назад"
Подрежим "Исключить"
. Подрежим "Исключить" позволяет исключить слово, кадр из программы, программу или подпрограмму, а также все программы или подпрограммы.
. Для исключения кадра программы нужно набрать с помощью клавиатуры ПО "N", номер исключаемого кадра и нажать клавишу F3 ("Исключить").
. Для исключения подпрограммы нужно набрать с помощью клавиатуры ПО "L", номер исключаемой подпрограммы и нажать клавишу F3 ("Исключить").
. Для исключения всех программ и подпрограмм необходимо нажать клавиши D,E,L (в наборной строке экрана появится слово "DEL") и нажать клавишу F4 ("Ввести").
Подрежим "Ввести"
Подрежим "Заменить
.Подрежим "Заменить" позволяет осуществить замену слов в программе.
. Для замены слова нужно установить маркер на заменяемом слове, набрать с клавиатуры ПО новое слово, индицируемое в строке набора, и нажать клавишу F2 ("Заменить").
Происходит запись нового слова на место существующего. Маркер устанавливается на заменяемом слове.
. При переполнении памяти устройства индицируется ошибка "11" . При попытке замены неправильно набранным словом индицируется ошибка "24" .
Подрежим "Каталог"
. Переход в подрежим осуществляется по нажатию клавиши F5 ("Каталог") в меню режима "Редактирование". Подрежим позволяет просмотреть список программ и подпрограмм, находящихся в памяти устройства.
Возврат на меню режима "Редактирование" происходит после нажатия клавиши F6 ("Возврат").
В подрежиме "Каталог" можно найти или исключить УП или подпрограмму. Действия при поиске и удалении аналогичны действиям при поиске и удалении слова