

24Температура и давление в области контакта частиц при газотермическом напылении.
Т-ра относится к важнейшим параметрам при образовании прочных межатомных связей в обл-ти контакт «частица – пов-ть формирования». Т-ра в обл-ти контакта зависит от т-ры пятна пов-ти напыления и особенно от энтальпии поступающих из потока частиц при высоких скоростях частиц в потоке в момент ударного взаим-ия, нек-ая часть кин-ой эн-ии переходит в тепловую тем самым повыш. т-ру в обл-ти контакта. При формировании покрытий из расплавленных частиц их пов-ти не большие 50-200м/с, более высокие скорости не позволяют удерживать расплавленный мат-л частицы в момент удара. Доля участия кин-ой эн-ии формирования теплового сост. в месте контакта не велика на столько, что в расчетах этих параметром можно пренебречь. При формировании покрытий из тв. вязкопластич. частиц поступающих на пов-ть со скоростями 800-1500м/с переход кин-ой эн-ии в тепловую достаточно велик. В ряде иссл-ий проводиться данные о расплавлении тв-ых нагретых частиц в момент контактирования за счет перехода кин-ой эн-ии в тепловую.
Метало-термические реакции протекающие в частицах и на пов-ти формирования, также полож-но влияют на контактную т-ру. При газотермич-ом напыл-ии покрытий на плоскую пов-ть пятна нагрева и пятна напыл-ия часто имеют форму круга с центром по оси струи. Рисунок, где 1- распылитель (генератор частиц); 2- 2х фазная струя; 3- покрытия; dн- диаметр пятна нагрева; dп.н- диаметр пятна напыл-ия; qг-распределение уд. теплового потока 2х фазной струи по площади пятна нагрева.
Нагрев пятна напыленияосущ-ся при взаим-ии 2х фазного высокот-ого потока с пов-тью изд-ия. В нагреве участвуют как газовая так и напыляемые частицы. Распределение уд. теплового потока 2х фазной струи по площади пятна нагрева может быть описана з-ном нормального распределения (кривая Гаусса) qг=qmax*exp(-k*r2), где qmax- наиб. тепловой поток на оси струи; k- коэф-т сосредоточенности уд. теплового потока струи, х-ий форму кривой нормального распред-ия; r- радиальное распределение от центра струи.
Чем выше коэф-т сосредоточенности тем быстрее убывает уд. тепловой поток в пятне нагрева и напыления с удалением от центра и тем меньше диаметр этих пятен.
Доля участия в нагреве пятна напыления газовой фазы потока и частиц зависит от метода напыления и режимов процесса. При совмещенном источ. нагревания распыления и ускорения частиц газовая фаза потока активно участвует в нагреве пятна распыл-ия (плазма, газовое пламя и др.) в случае разделения источ-ов, например при дуговой металлизации нагрев пятна напыл-ия осущ-ся в основном за счет металлизации частиц потока, т.е. КПД нагрева пятна напыл-ия может предоставить в виде η=ηм+ηг ηм- КПД нагрева с частицами потока, ηг- КПД нагрева газ-ой фазы потока с увел. дистанции напыления L доля теплоты в носимой в пятно нагрева газ-ой фазой резко падает. Рисунок 2: изменение КПД нагрева изд-ия Ме-ом ηм плазменной струей ηп и при совместном действии струи и Ме в зависимости от дистанции напыления L
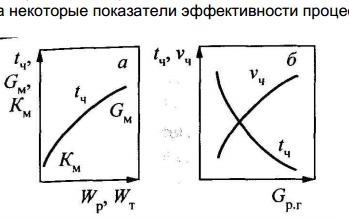
Рис. 2. Влияние параметров газотермического напыления Wp, WT (а) и
GР.Г. (б) на скорость
Ч и температуру tч напыляемых частиц, производитель-
ность процесса GM и коэффициент использования материалов КM