

Режущий инструмент.
Движения инструмента в процессе резания.
При срезании припуска с заготовки и превращении ее в готовое изделие, режущий инструмент и заготовка совершают рабочие движения. Согласно ГОСТ2576283 различают следующие виды движений:
Главное движение резания Dr –прямолинейное поступательное или вращательное движение заготовки или режущего инструмента, происходящее с наибольшей скоростью Vв в процессе резания.
Движение подачи Ds –прямолинейное поступательное или вращательное движение режущего инструмента или заготовки, скорость которого Vs меньше скорости главного движения резания, предназначенное для того, чтобы распространить отделение слоя материала на всю обрабатываемую поверхность.
Касательное движение – прямолинейное поступательное или вращательное движение режущего инструмента, скорость которого Vк меньше скорости главного движения резания и направлена по касательной к режущей кромке, предназначенное для того, чтобы сменять контактирующие с заготовкой участки режущей кромки.
Результирующее движение резания – суммарное движение Ve режущего инструмента относительно заготовки, включающее главное движение резания, движение подачи и касательное движение.
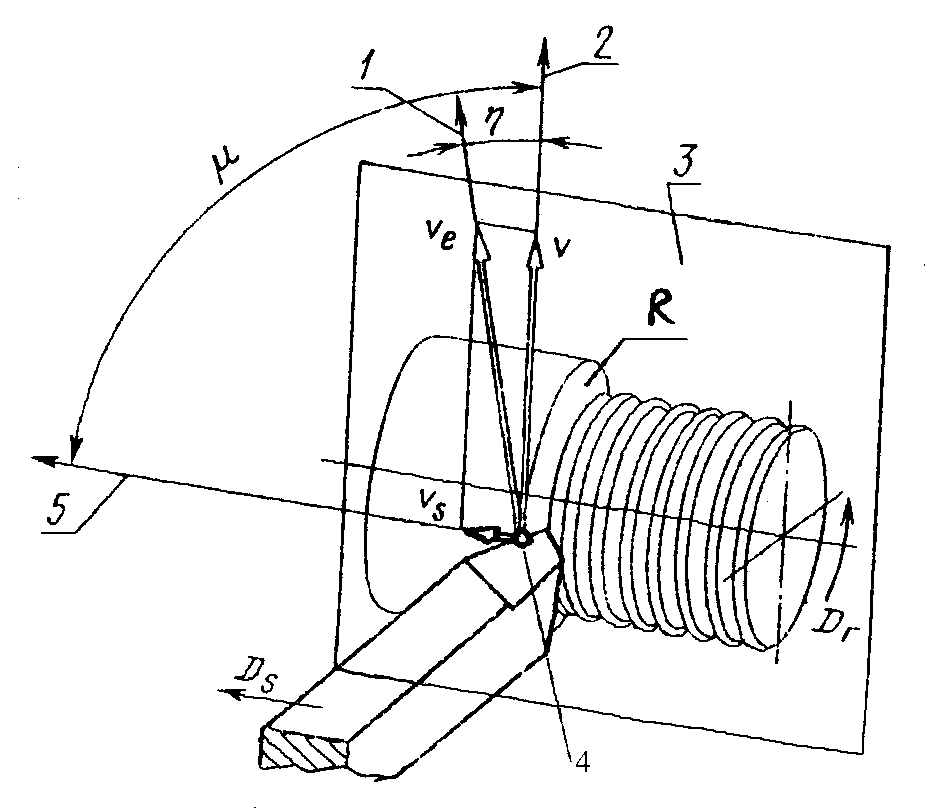
Точение
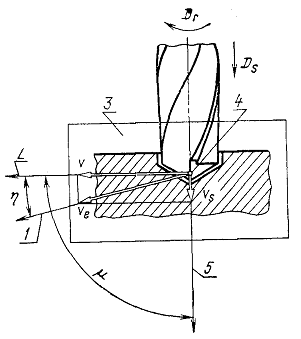
Сверление
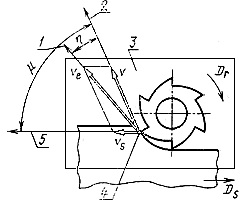
Фрезерование
1 - направление скорости результирующего движения резания;
2 - направление скорости главного движения резания;
3 - рабочая плоскость;
4 - рассматриваемая точка режущей кромки;
5 - направление скорости движения подачи.
Элементы режущих инструментов.
Все режущие инструменты состоят из двух частей:
рабочая часть, содержащая режущие лезвия;
крепежная часть, предназначенная для установки и закрепления инструмента в технологическом оборудовании или приспособлении.
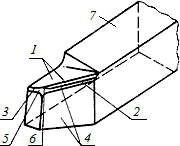
токарный резец
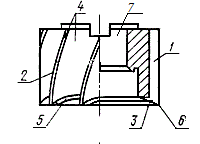
фреза
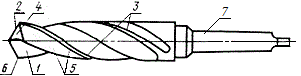
сверло
1 – передняя поверхность;
2 – главная режущая кромка;
3 – вспомогательная режущая кромка;
4 – главная задняя поверхность;
5 – вспомогательная задняя поверхность;
6 – вершина лезвия;
7 – крепежная часть.
Типы режущего инструмента.
Резцы;
Фрезы;
Инструмента для обработки отверстий:
а) сверла
б) зенкера
в) развертки
г) расточной инструмент;
Специальные виды инструмента:
а) для обработки резьбы
б) для нарезания зубчатых колес
в) протяжки и прошивки.
Резцы.
Относятся к наиболее распространенной группе режущих инструментов, различаются большим разнообразием, как формы, так и назначением.
Резцы можно классифицировать по следующим признакам:
В зависимости от группы станка;
а) токарные
б) строгальные
в) долбежные
г) расточные
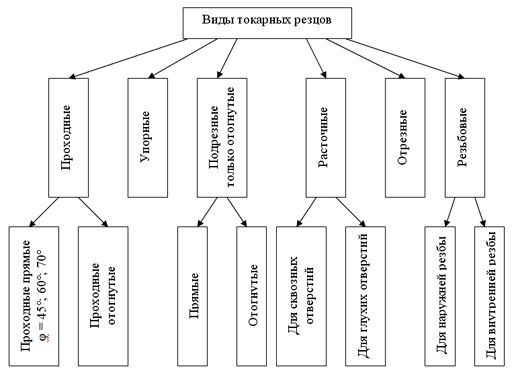
По виду выполняемых работ;
а) проходные
б) подрезные
в) прорезные
г) отрезные
д) резьбовые
По форме;
а) призматические
б) круглые
По конструктивному исполнению;
а) цельные
б) напайные
в) сборные
По направлению подачи;
а) правые
б) левые
в) радиальные
г) тангенциальные
По материалу режущей части.
а) из быстрорежущей стали
б) твердосплавные
в) СТМ
г) алмазные
Области применения резцов.
Резцы токарные проходные (для точения заготовок по наружному диаметру, для подрезания торцов, растачивания коротких отверстий больших диаметров, точение ступенчатых заготовок, точение деталей с большим отношением длины к диаметру).
Резцы токарные расточные (растачивание сквозных отверстий, диаметром от 10 до 110 мм).
Резцы токарные прорезные и отрезные (отрезка заготовок от 10 до 60 мм).
Резцы отрезные пластинчатые (отрезка заготовок, подрезка бортиков и торцов).
Резцы токарные резьбовые (для нарезания наружной метрической резьбы или трапецеидальной)
Резцы строгальные (строгание плоскостей, строгание торцовых поверхностей, уступов, строгание боковых плоскостей)
Типы резцов.
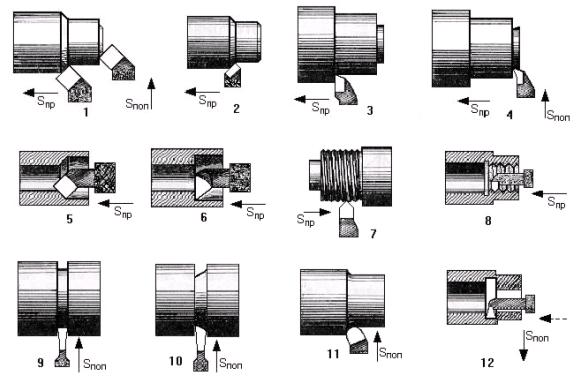
стрелками показаны подачи для каждого вида резца
1, 2, 3 – токарные проходные резцы для наружной отточки.
1 – наиболее универсальный резец, может иметь как продольную, так и поперечную подачу, им можно подрезать торец и обработать фаску.
2 – проходной прямой резец, предназначен для обработки наружных цилиндрических поверхностей и обработки фаски.
3 – проходной упорный резец, предназначен для обработки наружных цилиндрических поверхностей.
4 – подрезной резец, предназначен для обработки торцевой поверхности, имеющий продольную и поперечную подачи.
5 – расточной отогнутый резец, предназначен для обработки внутренних цилиндрических поверхностей, как правило используется для сквозных отверстий.
6 – расточной упорный резец, предназначен для обработки глухих и ступенчатых отверстий.
7 – резьбовой резец, предназначен для нарезания резьбы, форма режущей части должна отвечать профилю резьбы.
8 – резьбовой резец, предназначен для нарезания внутренне резьбы.
9 – прорезной резец, предназначен для обработки канавок.
10 – отрезной резец, предназначен для отрезания части заготовки, при этом длина головки резца должна быть больше радиуса разрезаемой заготовки.
11 – галтельный резец, предназначен для обработки галтелей.
12 – расточной упорный резец, предназначен для обработки кольцевых канавок внутри заготовки.
В резцах сборных конструкций применяются стандартизованные СМП, которые крепятся механически к корпусу.
Обозначение пластин.
 ,
где
,
где
1 – форма пластины (буква или цифра),
2 – задний угол,
3 – класс допуска,
4 - конструктивные особенности,
5 – размер пластины,
6 – рабочая толщина пластины,
7 – радиус при вершине,
8 – форма режущей кромки,
9 – направление резания,
10 – особые обозначения изготовителя.
Фрезы.
В качестве режущего инструмента при обработке на фрезерных станках используется многолезвийный режущий инструмент – фреза. Фрезы изготовляют цельными или сборными с напайными и вставными ножами. Режущие лезвия могут быть прямыми или винтовыми. Фрезы имеют остроконечную или затылованную форму зуба. У фрез с остроконечными зубьями передняя и задняя поверхности плоские. У фрез с затылованными зубьями передняя поверхность плоская, а задняя выполнена по архимедовой спирали.
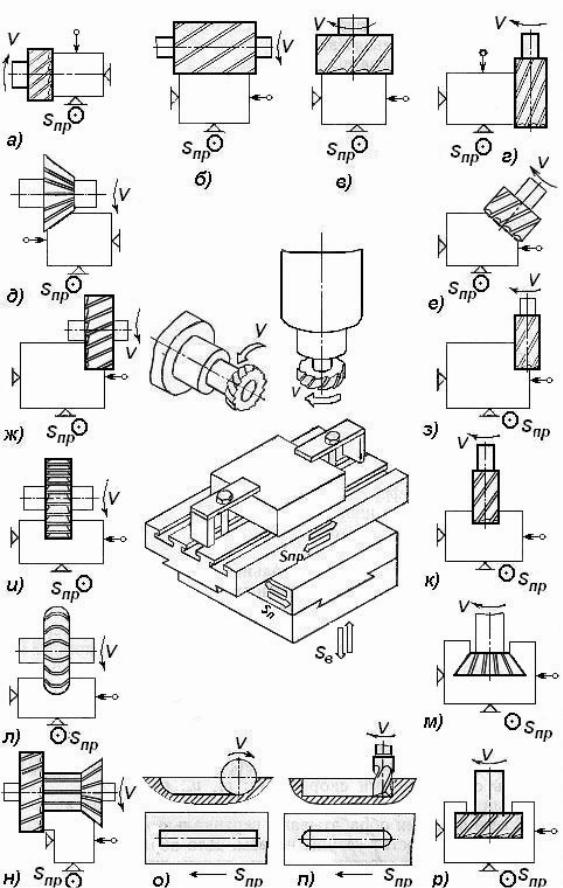
а) фрезерование вертикальной плоскости заготовки торцевой фрезой;
б) фрезерование горизонтальной плоскости цилиндрической фрезой;
в) фрезерование горизонтальной плоскости торцевой фрезой;
г) обработка вертикальной плоскости концевой фрезой;
д) фрезерование угловой плоскости угловой фрезой;
е) фрезерование угловой плоскости торцевой фрезой;
ж) фрезерование по двум плоскостям с помощью дисковой двухсторонней фрезы;
з) обработка уступа с помощью концевой фрезы;
и) фрезерование паза дисковой трехсторонней фрезой;
к) обработка паза концевой фрезой;
л) обработка горизонтальной поверхности фасонной фрезой;
м) обработка паза типа «ласточкин хвост» с помощью угловой фрезы;
н) обработка детали с комбинированной поверхностью набором фрез;
о) отрезная или прорезная фреза, для разрезки тонких заготовок, тонкостенных труб, а также для прорезания пазов;
п) нарезание шпоночного паза шпоночной фрезой;
р) обработка Т-образного паза фрезой для Т-образных пазов.
При фрезеровании в зависимости от направления вращения фрезы и направления подачи заготовки можно осуществлять двумя способами:
– встречное фрезерование
– попутное фрезерование
При встречном фрезеровании нагрузка на зуб возрастает от нуля до максимума, при этом сила, действующая на заготовку, стремится оторвать ее от стола, что приводит к вибрациям и увеличению шероховатости обработанной поверхности.
При попутном фрезеровании зуб фрезы сразу начинает срезать слой максимальной толщины и подвергается максимальной нагрузке. Это исключает начальное проскальзывание зуба, уменьшает износ фрезы и шероховатость обработанной поверхности. Сила, действующая на заготовку, прижимает ее к столу станка, что уменьшает вибрации.
Лекция №5
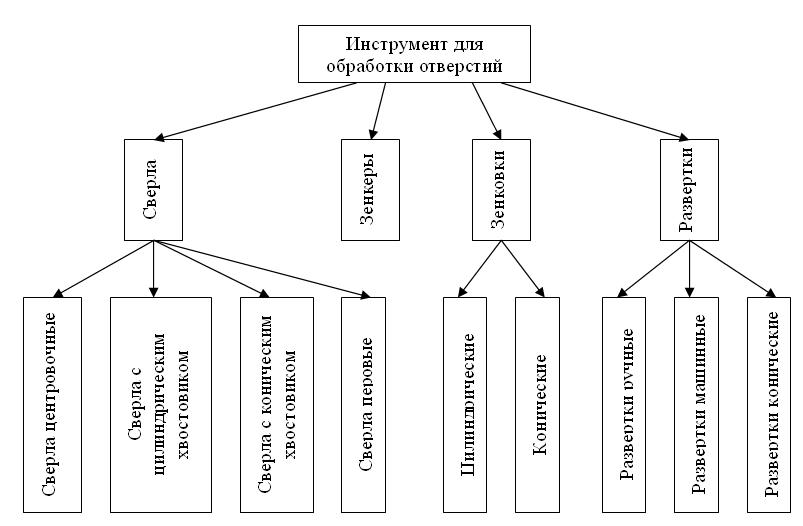
Наиболее распространенными инструментами для обработки отверстий являются сверла, зенкера, развертки.
Выбор типа инструмента зависит от диаметра отверстия, от глубины, от точности, от требования расположения геометрической оси отверстия, от физико-механических свойств обрабатываемого материала и от производительности обработки.
Инструменты для обработки отверстий различаются большим разнообразием, все виды инструмента делятся на специальные и стандартные.
Сверла.
Предназначены для обработки отверстия в сплошном материале, а так же для рассверливания отверстия, полученного раннее каким-либо другим способом.
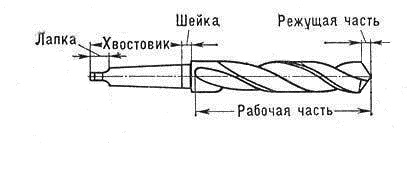
Сверло состоит из рабочей части и хвостовика. Рабочая часть изготавливается из инструментального материала (быстрорежущая сталь или твердый сплав). Рабочая часть подразделяется на режущую и калибрующую части.
Режущая часть сверла предназначается для снятия основного припуска на заготовке. Калибрующая часть сверла предназначена для калибрования отверстия после обработки его режущей частью, для направления сверла в работе, обеспечения запаса на переточку инструмента. Хвостовик сверла служит для закрепления сверла в патроне станка. По конструкции хвостовик подразделяется на цилиндрические и конические.
Зажим сверла в патроне в случае применения конического хвостовика происходит за счет сил трения. Лапка у конического хвостовика предназначена для извлечения инструмента из патрона.
Цилиндрические хвостовики бывают у сверл малого диаметра, а конические – у большого. Хвостовик изготавливается из конструкционной стали. Хвостовик и рабочая часть свариваются в районе шейки.
Типы сверл.
Перовые;
Центровочные;
Спиральные;
Сверла для обработки глубоких отверстий:
а) удлиненные спиральные сверла;
б) шнековые сверла;
в) пушечные сверла;
г) ружейные сверла.
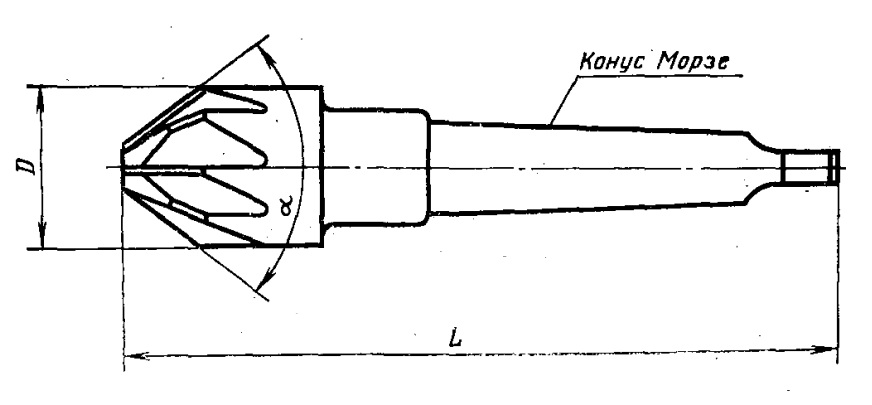
Зенкеры.
Предназначены для обработки отверстия, полученного раннее тем или иным способом.
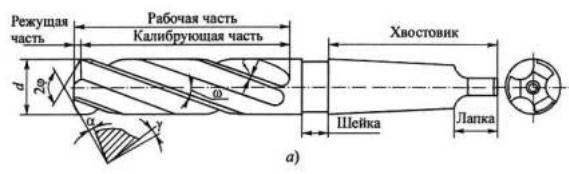
Конструктивно зенкера подразделяются на зенкера и зенковки. Зенкер обрабатывает отверстия по все длине, а зенковка только торец.
По конструкции зенкера могут быть хвостовыми и насадными.
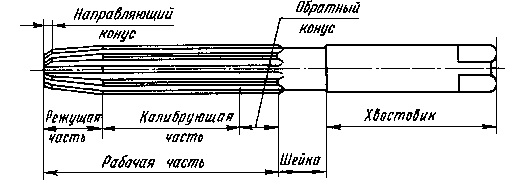
Развертки.
Предназначены для чистовой обработки отверстия. После сверла и зенкера, развертка снимает очень малые припуски. Ее предназначение- исправление погрешностей. Развертки выполняются как ручными так и машинными. Силы резания при развертывании небольшие.
Специальные виды инструмента.
Инструменты для образования резьбы.
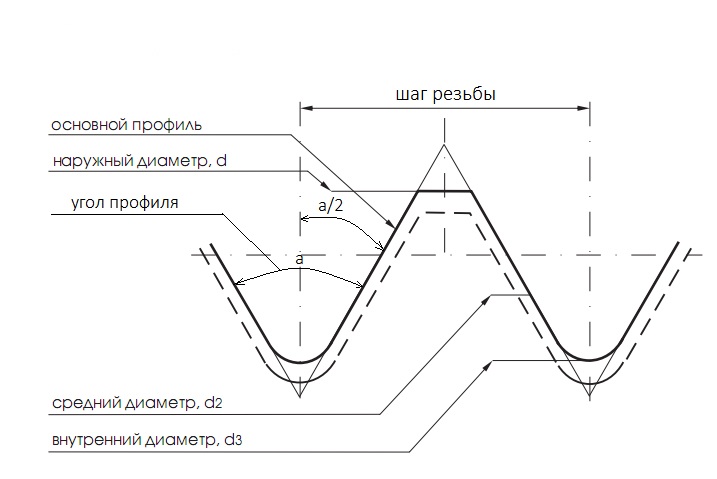
профиль метрической резьбы
Классификация: