

8. Выверка базовых деталей
Базовые детали – рамы, станины, плитовины. Это детали, относительно которых выверяется и закрепляется все детали машины. Базовые детали выверяются по x,y,z.
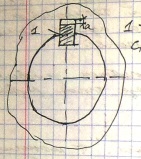
Выверка по координате z по высоте
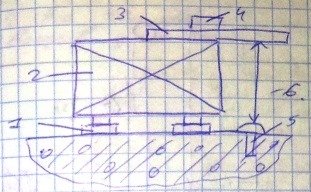
1-подкладки; 2-базовая деталь; 3 – поверочная линейка; 4 – монтажный уровень; 5 – репер; 6 – прибор для измерения высоты.

 – измеряется
с помощью штихмаса или микроштихмаса;
– измеряется
с помощью штихмаса или микроштихмаса;
 - проектное
- проектное
Если равенство не выполняется меняют набор прокладок.
Поверочная линейка – не имеющая прогибов под действием собственной силы тяжести. Ее размер от 0,5 м до 4 м.
Штихмасс – пруток заданной длины.
Микроштихмасс – пруток заданной длины с микрометрической головкой.
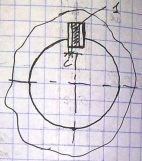
Выверка оборудования по координатам x и y
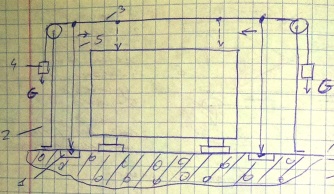
1 – плашки; 2 – стойки; 3 – струна; 4 – грузы; 5 – отверстие; 6 – геом. ось машины; 7 - отвесы на базовой плоскости.
9. Сборка резьбовых соединений
Надежная работа резьбовых соединений возможна: а) все детали работают в упругой области; б) усилие предварительной затяжки известно. Сила предварит. затяжки определяется из условия: 1) условие нераскрытия стыка; 2) условие герметичности.
Условие нераскрытия стыка
Будем считать что сила Р направленна параллельно геометрической силе болта. Разобьем детали на 2 группы: 1) все те детали, в кот. внешняя сила Р вызывает увеличение напряжения; 2) все детали, где внешняя сила Р вызывает уменьшение напряжения по сравнению со стадией сборки.
При обычной технологической сборке не соответствующей проектным.
При неблагоприятных условиях (тугая резьба, загрязненная резьба).

При
измерении
 можно
применять механический способ:
можно
применять механический способ:

Можно предварительно нагреть болт:

 -
коэффициент линейного расширения.
-
коэффициент линейного расширения.
 -деформирующаяся
длина болта.
-деформирующаяся
длина болта.
 -
температура нагрева болта.
-
температура нагрева болта.
 (T
нагрева – T
начальная)
(T
нагрева – T
начальная)

 -коэффициент
сборки который учитывает условия сборки
(равен 1,25…1,5; зимой 2).
-коэффициент
сборки который учитывает условия сборки
(равен 1,25…1,5; зимой 2).
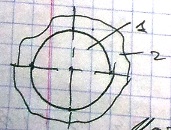
10. Сборка шпоночных соединений
Различают: клиновые и призматические шпонки.
Призматические
1 – шпонка; а,с – зазор.
1. Давление на рабочих гранях не должно превышать допускаемых значений.
2. Для того что бы работали боковые грани должен быть предусмотрен зазор.
С помощью щупов можно проверить боковой зазор:






Общая площадь контакта окрашенных мест должна быть не меньше 80%. С помощью шабера можно получить необходимую поверхность контакта.
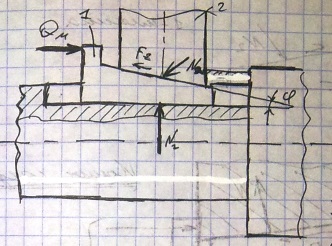
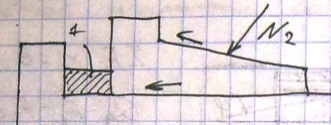
Клиновые
Силу забития шпонки контролируют что бы не разорвать ступицу.
 -сила
забития;
-сила
забития;
 -сила
трения;
-сила
трения;
 -реакция.
-реакция.










При
нормальных условиях:


Если
 равны, то:
равны, то:



 -
допускаемые
напряжения.
-
допускаемые
напряжения.
Сила
 постоянно выталкивает шпонку из детали.
1 – плашка.
постоянно выталкивает шпонку из детали.
1 – плашка.
11. Коническое соединение
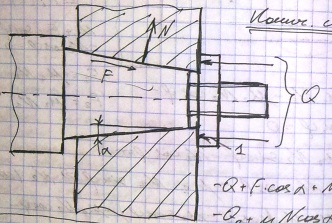



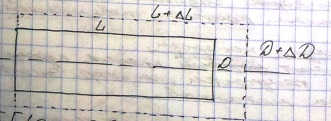
12. Сборка неподвижных соединений
1.Вал; 2.Втулка.
d1>d2 - диаметр вала делается больше чем диаметр втулки. d2-d1=i, где i-натяг.
Такое соединение можно осуществить разными способами:
1.Механический способ
К одной из деталей прикладываются осевые силы(либо втулка натягивается на вал, либо вал в втулку).При этом способе возникают значительные силы трения на контактных поверхностях. При больших натягах прочность не может быть гарантирована.
Такой способ применяется, когда d вала не больше 50 мм. (для легких валов которые не передают доп.нагрузки.)
δ > i, где δ-деформация втулки
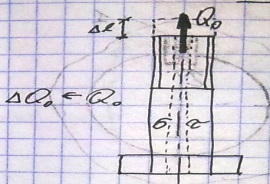
2. Могут применятся тепловые посадки
δ=α*d*T
α-коэффициент линейная расширения; d-диаметр втулки; T - разность температур T2-T1, где T2- температура нагрева втулки, T1- температура посещения.
α*d*T > i
T>
 ;
;

K-коэффициент сборки: K-1.25…1.75(летнее);
K-2.0 (зимнее)
При разборке соединений нельзя избежать разрушения. Втулка часто бывает сложная по геометрической форме. Вместо тепловой посадки можно использовать охлаждение
T= -
для посадок холодом с помощью оборудования
на металлургическом заводе.(жидкий
азот)
-
для посадок холодом с помощью оборудования
на металлургическом заводе.(жидкий
азот)
3. Посадка холодом - позволяет увеличить предел прочности, предел текучести. Сокращает эластичность детали.
Стали аустенитного класса. Легированные(ванадием, молибденом).При низких температурах переходит в мартенсит. Необратимое увеличение объёма при превращении аустенитного класса в мартенсит.130 мкрон-увеличение
Изменение объёма вала исходя из мартенситного превращения:

 а-
плотность мартенсита и аустенита
а-
плотность мартенсита и аустенита
 -количество
мартенсита
-количество
мартенсита

m-масса стали; V-содержание аустенита в стали:

Уст-плотность стали:



Из геометрических соображений изменение объёма будет равняется:


Общие недостатки способов: при сборке крупных деталей требуются огромные механические усилия (до 5000кН сила).