

Легирующие элементы
А – азот (в середине маркировки), сталь высококачественная с гарантируемым химическим составом (в конце маркировки);
Б – ниобий;
В – вольфрам;
Г – марганец;
Д – медь;
К – кобальт;
М – молибден;
Л – литейный сплав;
Н – никель;
Р – бор (в середине), сталь быстрорежущая (в начале);
C – кремний;
Т – титан;
У – сталь углеродистая (У7…У13) – цифра показывает содержание углерода в 0,… долях процента;
Ф – ванадий;
Х – хром;
Ю – алюминий.
Элементы резания при точении, виды стружки
К элементам резания при точении относятся скорость резания, подача, ширина и толщина срезаемого слоя, номинальная площадь поперечного сечения срезаемого слоя.
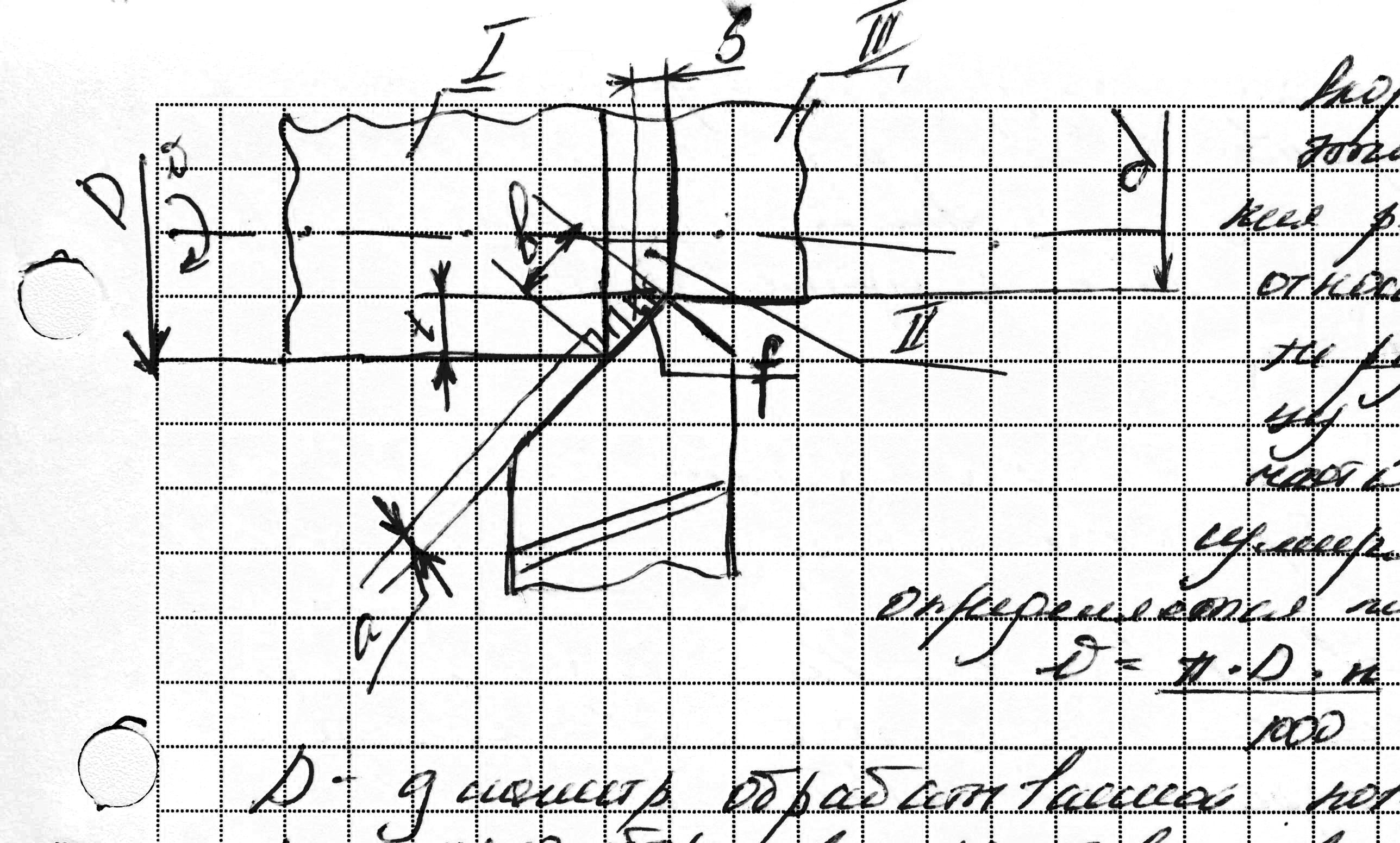
Скорость резания – путь перемещения режущего лезвия относительно поверхности резания в единицу времени – υ (м/мин),
υ = πDn/1000, где
D – диаметр обрабатываемой поверхности заготовки, мм
n – число оборотов заготовки в минуту.
Глубина резания – толщина слоя металла, срезаемого резцами за один проход, t (мм) – кратчайшее расстояние между I и II поверхностями:
t = (D – d)/2.
Подачей S при точении называется величина перемещения резца вдоль обработанной поверхности за 1 оборот детали (мм/оборот).
Глубина резания и подача характеризуют основные размеры стружки.
Шириной срезаемого слоя b называют расстояние в мм между обрабатываемой и обработанной поверхностями, измеряемое на поверхности резания.
Толщиной срезаемого слоя a называют расстояние в мм, измеряемое между двумя последовательными положениями поверхности резания за 1 оборот детали в направлении, перпендикулярном ширине стружки.
Номинальной площадью поперечного сечения срезаемого слоя F называют произведение глубины резания t на подачу S, либо ширины стружки b на толщину a.
Стружка образуется последовательным скалыванием отдельных элементов металла в результате давления на него передней поверхности резца. Перед скалыванием каждый элемент стружки претерпевает упругие и пластические деформации и отделяются от основной массы, когда давление инструмента превосходит молекулярные силы сцепления зерен металла. В зависимости от условий резания она может приобретать следующие виды:
– сливная;
– скалывания;
– надлома.
Сливная стружка – прямая или завитая в спираль лента, наружная поверхность, скользящая по резцу – гладкая, внутренняя – матовая со слегка различимыми границами элементов. Образуется при обработке вязких материалов с малыми подачами на больших скоростях резания и с большим передним углом инструмента.
Стружка скалывания – отделенная участками небольшой длины, наружная поверхность – гладкая, внутренняя – ступенчатая, с четко различимыми границами элементов. Образуется при обработке твердых и средне твердых металлов с большими подачами на малых скоростях резания и с малым передним углом инструмента.
Стружка надлома – образуется преимущественно при обработке хрупких металлов (чугун, бронза) и не металлических материалов (мрамор, стекло). Она состоит из отдельных мелких элементов, очень слабо или не связанных между собой. Стружка вырывается кусками неправильной формы, а обрабатываемая поверхность получается шероховатой и требует дополнительной обработки.