

8. Композиційні електролітичні покриття
Композиційні електролітичні покриття отримують з суспензій у вигляді електропровідних рідинних розчинів з додаванням високодисперсних твердих частинок чи з емульсій, які утворюються при введенні в електроліти гідрофобних рідин або піноутворюючих середовищ. При електричному струмі на поверхні деталі (катоді) осаджуються метал чи сплав (матриця покриття) і тонкодисперсні частинки (друга фаза), котрі зарощуються і цементуються матрицею.
Осадження КЕП проводять при неперервному перемішуванні суспензії з метою забезпечення знаходження частинок у виваженому стані і рівномірного осадження на поверхню.
Основні способи перемішування суспензій і доставки дисперсних часток до оброблюваної поверхні катода наведені на рис. 8.1.
Електроліти можуть бути кислими, близькими до нейтрального і лужного (тобто значення рН коливається у межах ±7) середовищ. Однією з основних умов забезпечення можливості застосування дисперсних частинок є їх індиферентність, нечутливість до електроліту, а також відсутність на їх поверхні шкідливих домішок.
З метою перевірки придатності частинок для співосадження з металом їх кип'ятять у відповідному електроліті протягом 0,5...1,0 год. Якщо після такої операції електроліт зберігає свою активність і дає якісне покриття, тоді частинки вважаються чистими і можуть бути застосовані в процесі осадження КЕП.
Механізм утворення КЕП визначається двома основними факторами: складом і властивостями електроліту-суспензії (ЕС) та умовами електролізу.
Ці фактори включають у себе, як правило, незалежні параметри, а іноді - параметри, які впливають один на другий. До таких параметрів належать: для ЕС - склад електроліту, значення рН середовища (концентрації ОН-,Н+), температура, концентрація дисперсних часток в об'ємі ЕС, їх природа, розмір і форма; для умов електролізу - вид електричного струму (постійний чи нестаціонарний - реверсивний, імпульсний, асиметричний), його густина, спосіб перемішування ЕС та ін. Цими параметрами визначаються термодинаміка та кінетика процесу осадження КЕП.
За певних умов електролізу можливе отримання покриттів, котрі містять частинки від мінімального розміру до частинок, розмір яких близький до товщини осаду. По товщині матриці частинки розташовуються нерівномірно. Найбільша кількість осаджується ближче до основного металу в місцях з високою густиною силових ліній струму. Збільшення розміру частинок супроводжується зменшенням їх кількості в осаду.

Рис. 8.1. Схеми перемішування при електролітичному осадженні металевих покриттів:
а — нанесення покриття на штучні вироби на підставках; б - нанесення покриття на дрібні деталі масового виробництва (ліворуч - у барабанах, праворуч - у колоколах); в - безперервні процеси для обробки дроту і смуги (ліворуч - протягування крізь напрямні ролики, праворуч — прямолінійне протягування)
Зарощування частинок з високою провідністю відбувається по всьому периметру (рис. 8.2 а). Зарощування частинок із низькою провідністю спочатку спостерігається у основи, а потім розповсюджується далі (рис. 8.2 в, г).
Під час аналізу механізмів осадження металів і дисперсних частинок та формування КЕП виділяють чотири взаємозв'язані стадії.
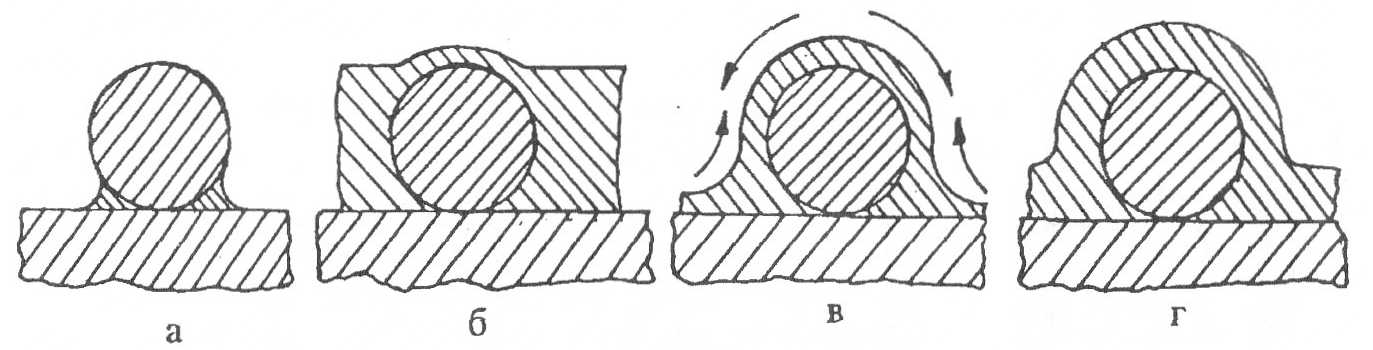
Рис. 8.2. Схема зарощування дрібнодисперсних струмопровідних (а, б) і струмонепровідних (в, г) частинок у різних електролітах
1. Рух дисперсних частинок і катіонів електроліту з об'єму суспензії в приелектродний шар. Ця стадія потребує перемішування ЕС і підтримання частинок у стані об'ємного розподілу. Ознаками стадії є силова взаємодія рідинної і дисперсної фаз у русі, хімічна поверхнева взаємодія, утворення подвоєного електричного шару і зарядів на частинках.
2. Перенесення частинок і іонів електроліту на катод з приелектродної зони. У прикатодній зоні основним механізмом перенесення іонів і частинок на катод є дифузійний.
3. Взаємодія частинок та іонів з поверхнею катода. Стадія складається з вибіркової абсорбції і адгезії частинок з електрично активними центрами поверхні. Активні центри катода можуть мати заряди різних знаків, що обумовлює вибірковість взаємодії частинок з катодом.
4. Поверхнева й об'ємна взаємодія частинок з електролітичним осадом. Стадія враховує уявлення про взаємодію різнорідних матеріалів і кристалізації електролітичних осадів. Ця стадія впливає на адгезію частинок і матриці, неоднорідність структури, мікропластичну деформацію, внутрішні напруження, дефектність структури і визначає фізико-механічні властивості КЕП.
Структура одно- і багатошарових КЕП залежить від багатьох факторів: розміру частинок другої фази, їх взаємного розташування, природи частинок (хімічного складу, електропровідності, міцності) і режиму електролізу.
Встановлено, що чим більше розмір частинок, тим менша їх кількість вкорінюється в осад. Наприклад, при отриманні КЕП на основі нікелю при зміні розміру частинок від 1 до 10 мкм вміст часток в осаду знижується в два-три рази. Крім того, частинок в осаду тим більше, чим вище їх електропровідність і чим вони легше та твердіше.
Характерними типами структур електролітичних осадів є структури без включень і з включеннями дрібнодисперсних частинок.
При КЕП електролітичні осади без включень і з включеннями дрібнодисперсних частинок мають чотири характерні типи структур:
1. У структурі наявні подовжені, інколи перехрещені, тріщини як сліди реалізації внутрішніх напружень. Це характерно для електролітів без дрібнодисперсних частинок.
2. За наявності в осаді дрібнодисперсних частинок з міцністю, меншою, ніж міцність матриці, внутрішні напруження реалізуються за рахунок тріщин, не зустрічаючи опору частинок.
3. При значеннях міцності матриці, близьких до значень частинок, можливі два випадки:
а) частинки не є перешкодою для тріщин (площа їх поперечного перерізу мала чи послаблена дефектами їх структури) у напрямі їх розвитку від матриць;
б) частинки є перешкодою для утворення тріщин в матриці.
4. Висока міцність дрібнодисперсних включень порівняно з міцністю матеріалу матриці викликає реалізацію напружень між близько прилеглими включеннями, крім того, навколо включень утворюється значна кількість мікротріщин з розмірами на декілька порядків менше, ніж у першому випадку. Захисна здатність покриття поліпшується.
Властивості КЕП визначаються в основному фізико-хімічними і механічними властивостями металевої матриці в КЕП. У цілому властивості КЕП залежать як від співвідношення компонентів (матриці і дисперсних включень, їх характеристик), так і від розподілу в об'ємі покриття, умов осадження і наступної (у разі необхідності) обробки -термічної, лазерної, дифузійного легування.
Для отримання відповідних властивостей покриття рекомендовані такі метали матриць КЕП:
- твердість і зносостійкість: Fe, Ni, Co, Cr;
- жаростійкість: Cr, Ni, Co;
- захист від корозії: Zn, Cd, Sn, Си, Ag, Cr, Ni, Au, Pt;
- захисно-декоративна обробка: Cr, Ni, Sn, Ag, Au, Pd;
- відновлення розмірів: Fe, Cr, Ni, Си;
- електропровідність: Си, Ag, Au, Pt;
- відбивна здатність: Cr, Co, Ag, Au, Pd, Rh;
- антифрикційність: Fe, Ni, Cr, Си, Pd, Sn;
- надання поверхні притиральних властивостей: Си, Sn, Cd, Ag;
- поліпшення здатності до паяння: Си, Ag, Sn.
Дисперсні матеріали, які підвищують властивості КЕП:
- твердість і зносостійкість: АІ2О3, SіО2, ТіО2, WC, ТіС , SiC, В4С, ТіВ2, СrВ2, алмаз, В, Si, С;
- зносостійкість при сухому терті і підвищених температурах: SiC, В4С, BN, ТіВ2, СrB2;
- жаростійкість: Аl2O3, SiC, SiO2, ZrO2, В4С, В;
- корозійна стійкість: AI2O3, SiC, ТіВ2, СгВ2, ZrB2;
- антифрикційність: B, С, CaF2, WC, 𝛼 - BN, MoS2, ПВХ, ПЕ, ABC ;
- термостійкість: оксиди, карбіди, нітриди;
- самозмащення: графіт MoS2, 𝛼 - BN, WS2, CaF2;
- теплопровідність: політетрафторетилен;
- ерозійна стійкість: оксиди, карбіди.
Вибір дисперсного матеріалу для отримання КЕП визначається призначенням покриттів і основним впливом частинок у КЕП на властивості покриття. Розмір дисперсних частинок залежно від призначення КЕП коливається у широких межах (від 0,01 до 50 мкм). Осадження частинок з металом на катоді полегшується зі зменшенням їх розміру. Розмір частинок вибирають залежно від товщини КЕП і чистоти поверхні катода за формулою:
d = l = δк l n, (8.1)
де d (чи І) - діаметр (чи довжина) частинки; δк - товщина покриття; n -
кількість частинок.
Характер включення дисперсних частинок у покритті залежить від складу електроліту, кислотності і концентрації у ньому часток. Вміст часток у покритті пропорційний їх концентрації в EC. Іонний склад електроліту, тобто концентрація в ньому катіонів металу, а також іонів ОН-, Н+ (рН середовища) є основним фактором, котрий впливає на склад КЕП.
КЕП для більшості електроосаджених матеріалів характеризуються надзвичайно значним зчепленням включень з матеріалом матриці. Це пояснюється положеннями теорії пластичної деформації і абразивного руйнування твердих тіл з врахуванням особливостей формування структури електролітичних осадів. Відповідно до цього навколо дрібнодисперсних частинок можлива поява оборотних мікропластичних деформацій, які спричиняють зміцнення осаду і, відповідно, поліпшення фізико-меха-нічних властивостей КЕП.
У формуванні механічних властивостей КЕП значну роль відіграють дефекти дислокаційного типу. Під час переміщення дислокацій при зустрічі з частинками вони огинають ці перешкоди, залишаючи замкнені петлі. Збільшення частинок в осаді, зменшення відстані між ними спричиняють збільшення опору переміщенню, оскільки зростає кількість бар'єрів, котрі повинні подолати дислокації. Це викликає збільшення кількості дислокаційних петель, їх накопичення навколо твердих включень, що утворює додаткове активне напруження і зміцнення матриці.