

22.Конструкция сверла ккз.
Стремление
к увеличению производительности операции
сплошного сверления привело к созданию
конструкции сверл с расположением
режущих кромок, работающих по методу
деления толщины среза. Сверло ККЗ в
первоначальном его конструктивном
оформлении (фиг. 12, а)
напоминало
собой спиральное сверло, приспособленное
для сверления глубоких отверстий с
внутренним отводом стружки и наружным
подводом охлаждающей жидкости. Сверло
ККЗ в отличие от обычного спирального
сверла имело четыре ленточки, которые
образовывали полости для подвода
охлаждающей жидкости и одновременно
являлись направляющими сверла. Конструкция
хвостовой части сверла ККЗ и его
соединение со стеблем аналогичны
ранее описанной конструкции хвостовой
части и соединения со стеблем лопаточного
сверла. Отверстие в хвостовой части
сверла сообщается со спиральными
канавками сверла и с внутренним отверстием
в стебле.
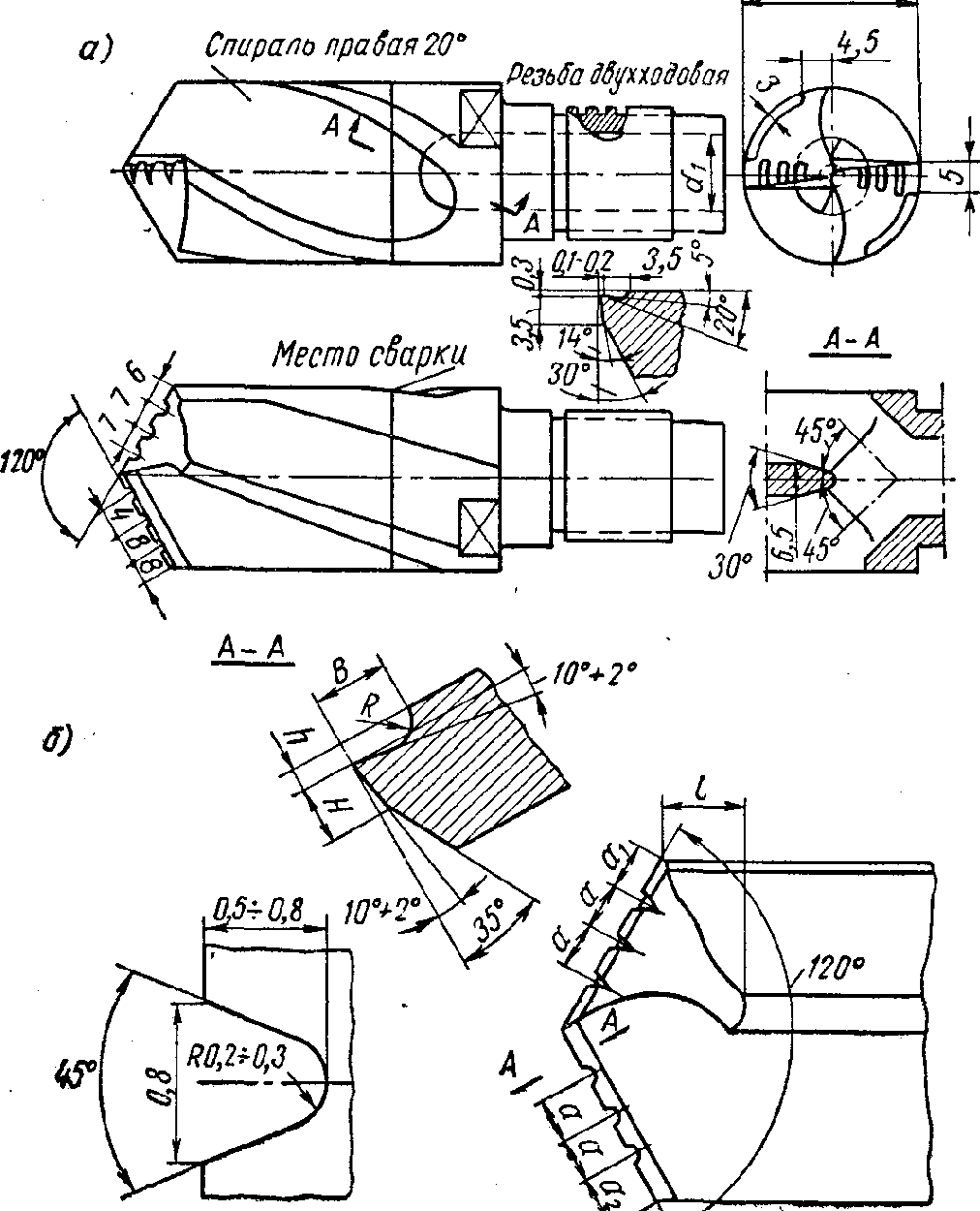
Фиг. 12. Сверло ККЗ:
а—общий вид сверла; б —геометрия заточки режущих граней.
Стружка, образовавшаяся у режущих кромок сверла, удаляется охлаждающей жидкостью, которая перемещает стружку по спиральным канавкам сверла, отверстию в хвостовой части и в стебле. Охлаждающая жидкость вытекает из противоположного конца стебля вместе со стружкой, в специально установленную на рабочей каретке станка коробку. Из коробки жидкость стекает в бак станка для отстоя, фильтрации и последующего использования. Стружка остается в коробке и периодически вычищается оттуда. Геометрия заточки режущих граней сверла устанавливается в зависимости от обрабатываемого материала и из условий получения стружки в виде отдельных витков небольших размеров.
Такая форма стружки обеспечивает наиболее надежное удаление стружки от режущих кромок сверла. В случае образования длинной витой или ленточной стружки происходит забивание стружкой спиральных канавок и отверстия хвостовой части сверла, что ведет к заклиниванию и поломке сверла.
На фиг. 12, б показана геометрия заточки режущих граней сверла ККЗ из быстрорежущей стали. Изменяя радиус закругления R, ширину В и понижение кромки h, можно получить требуемую форму стружки. Для деления стружки по ширине на задних режущих гранях сверла и на главных режущих кромках фрезеруются стружкоделительные канавки, которые обеспечивают деление стружки по ширине и, следовательно, образование мелкой стружки.
На фиг. 12, б показан также профиль стружкоделительных канавок. Стружкоделительные канавки располагаются на главных режущих кромках сверла в шахматном порядке, т. е. канавки одной кромки перекрываются режущими участками противоположной кромки. Расстояние между стружкоделительными канавками берется в пределах 4—9 мм — в зависимости от диаметра сверла. Чрезмерное увеличение (больше 9 мм) ширины отдельных режущих участков кромки не рекомендуется, так как это ведет к увеличению ширины среза стружки и затрудняет ее вымывание. Расстояние между стружкоделительными канавками меньше 4 мм не следует брать, так как это связано с получением ослабленных узких режущих участков на главных режущих кромках, которые в процессе сверления часто выкрашиваются и выводят сверло из строя.