

47 Расточная головка с металлическими направляющими
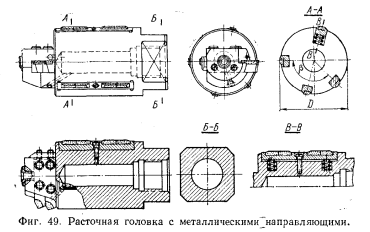
Конструкция расточной головки с четырьмя металлическими направляющими показана на фиг. 49. В соответствующих четырех пазах корпуса три металлические направляющие крепятся винтами жестко, а одна направляющая подпружинена. Угол Р между крайними жесткими направляющими меньше 180° и обычно р = 120—135°.
Такое расположение жестких направляющих и применение одной подпружиненной направляющей исключает возможность заклинивания корпуса расточной головки в растачиваемом отверстии при износе резцов. Направляющие шлифуются в сборе с корпусом головки. При шлифовании направляющих в требуемый размер D необходимо предварительно в паз для подпружиненной направляющей вместо пружин положить мерную подкладку и жестко закрепить шпонку винтом. После шлифовки подкладка вынимается, а направляющая перезакрепляется с вставленными в соответствующие гнезда пружинами.
Вращением винта подпружиненная направляющая устанавливается на диаметр Dx (больше диаметра растачиваемого отверстия на величину б), а это значит, что подпружиненная направляющая входит в растачиваемое отверстие с некоторым натягом. Величина 6 берется в пределах 0,3—0,7 мм, соответственно для отверстий диаметром 60—180 мм. Жесткость пружин выбирается такой, чтобы при принятой нами величине б давление подпружиненной направляющей на растачиваемую поверхность равнялось бы 40—120 кГ для отверстий диаметром 60—180 мм.
48.Устранение огранности, трехзубый зенкер
Устранение огранности в глубоких цилиндрических отверстиях производят с помощью трехзубого зенкера. В данной конструкции зенкеров при выборе геометрических параметров для обработки стали были учтены факторы, обеспечивающие прочность и стойкость режущих кромок за счет создания отрицательных передних углов, переходной режущей кромки и положительного угла ее наклона. Поскольку геометрия зенкеров для обработки стали и чугуна отличается только величиной переднего угла, принята единая конструкция корпуса зенкера. Отрицательный передний угол для зенкеров при обработке стали достигается соответствующей заточкой фаски на передней грани зенкера вдоль режущей кромки. В конструкции ВНИИ расчетными данными, по которым определялись конструктивные элементы зенкеров, приняты следующие геометрические параметры: 7 = 5°30'; I = 10°30' и у = 60°. Ширина ленточки на корпусе зенкера соответствует ширине ленточек, рекомендуемых ГОСТ 3231-46. Материал корпуса для зенкеров — сталь Х12, 9ХС или X. Наряду с зенкерами с припаянными пластинками из твердого сплава применяются зенкеры, режущая часть которых изготовлена целиком из твердого сплава. Такие зенкеры применяются для обработки отверстий диаметром от 10 до 25 мм. Режущая часть, изготовленная целиком из твердого сплава, насаживается на специальную оправку и припаивается красной медью. Для предохранения режущей части зенкера от проворачивания на оправке предусмотрен специальный замок по типу, принятому для нормального насадного режущего инструмента. Эти зенкеры могут применяться для обработки как стальных и чугунных деталей, так и деталей из цветных металлов и их сплавов.