

2.3. Сепарація Bi2Te3
Термоелектричний матеріал, який піддавався подрібненню, розділяють на фракції. Сепарацію порошку з урахуванням виділення потрібної фракції порошку для подальшого виготовлення пресованих зразків з оптимальними характеристиками.
Для пресування порошку зернистістю менше 40 мкм використовано сепарацію на ситах (рис.23). Сепарацію здійснюють для виділення необхідних фракцій порошку. Використано сита спеціальної конструкції, що дозволяє збирати їх у пакет, тобто створювати набір сит.
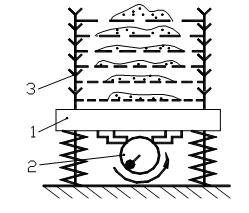
Рис.23. Сепарація порошку на ситах:
1– платформа вібростенда, 2 – неврівноважений двигун, 3 – набір сит
Ситовий аналіз полягає в тому, що на платформу 1 вібростенда, що містить джерело вібрації – неврівноважений двигун (дебаланс) 2, встановлюють набір сит 3 зі зменшенням розміру комірок зверху вниз.
Порошок засипають на верхнє сито й піддають вібрації. У підсумку на кожному з сит залишається тільки та частина порошку, що відповідає діапазону зернистості певної фракції.
2.4 Метод sps
Метод SPS був розроблений на основі поширеної технології гарячого пресування, але в SPS безпосередньо нагріваються і прес-форма і зразок. Це відбувається шляхом подачі струму зовні через прес-форму або шляхом прямого протікання струму безпосередньо через зразок який пресується. Подача електроенергії подається від спеціального генератора імпульсів постійного струму. Схема такого методу наведено на рис.24. В нашому випадку струм пропускався через графітові пуансони.
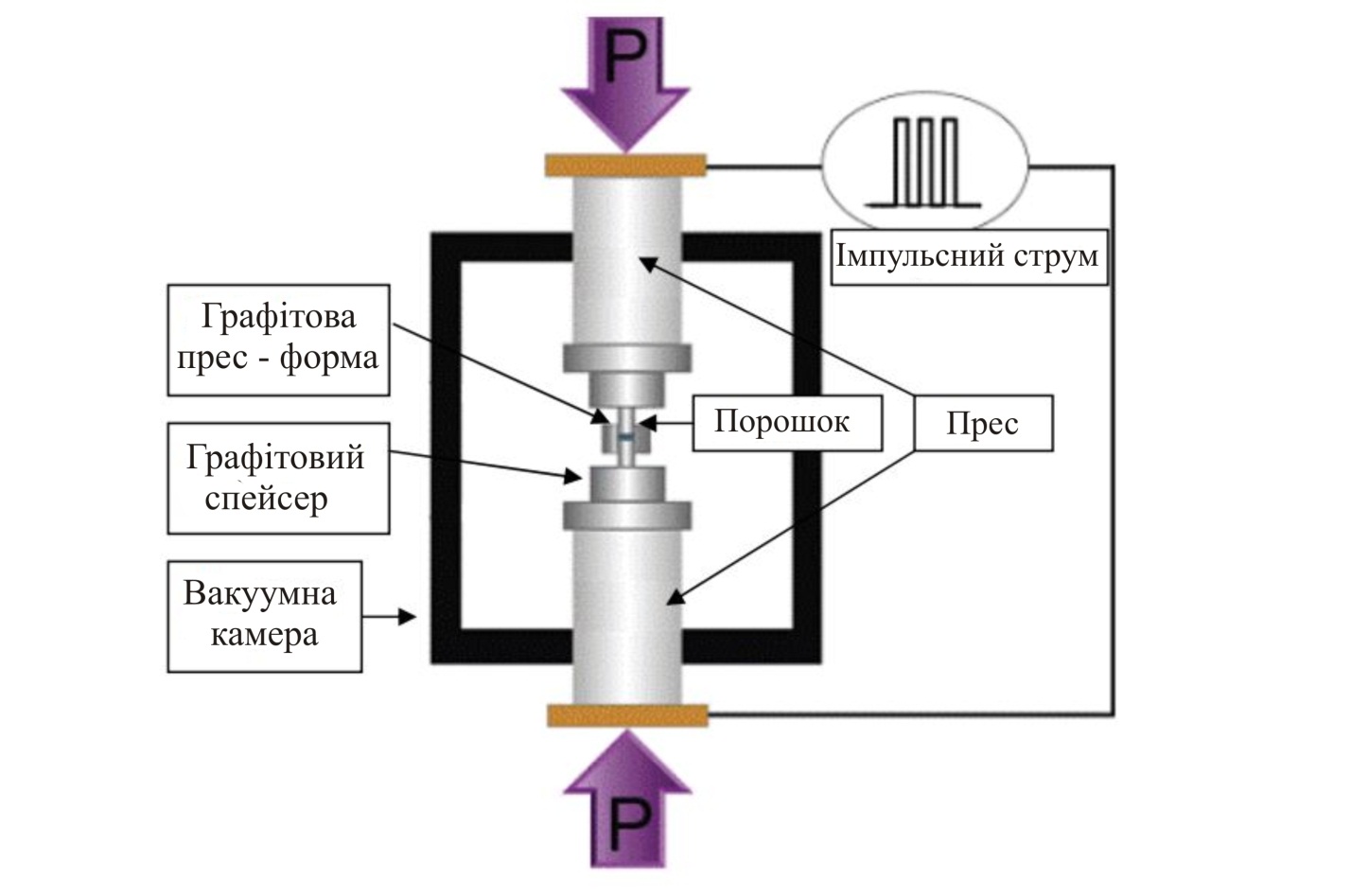
Рис.24. Схематичне зображення установки SPS

Рис.25. Зовнішній вигляд графітового пуансона
Для цього порошок який спікається засипають у графітову (струмопровідну)
прес-форму і поміщають між плунжерами преса, які також є й електродами рис.25.
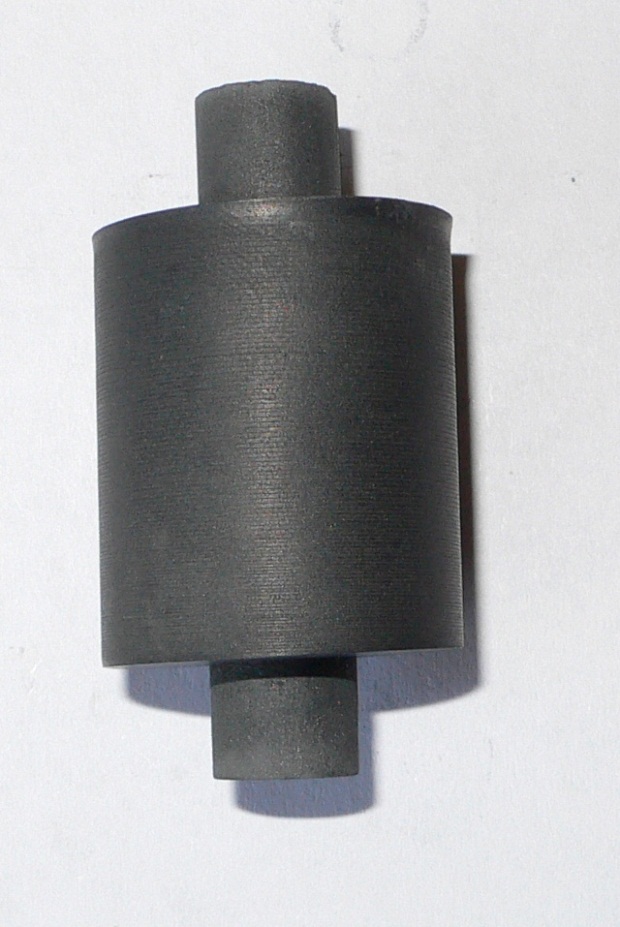
Рис.26. Зовнішній вигляд графітової прес - форми
Використання великих струмів ( до 5000А), і коротких імпульсів (тривалість
імпульсу 3,3 мс) дозволяє здійснювати розігрів графітових прес-форм з високими швидкостями і досягати заданих температур за короткий час.
Контроль температури при використанні описаної схеми нагріву здійснюється за допомогою термопари розміщеної у стінці прес-форми.

Рис.27. Механізм для спікання матеріалу методом SPS
У процесі електроімпульсного плазмового спікання в режимі реального часу можна відслідковувати: напругу між електродами - плунжерами преса, силу струму, величину навантаження преса, температуру, рівень вакууму, усадку порошку (переміщення плунжерів преса) і швидкість усадки порошку.
Спікання порошкових матеріалів методом SPS здійснюється в графітових прес-формах круглого перетину. Діаметр використовуваних прес-форм обмежується розмірами вакуумної камери.
Зважування порошку для спікання здійснюється за допомогою електронних ваг, після чого необхідну кількість порошку пересипається в зібрану прес-форму.
Для поліпшення електричного контакту рухомих частин прес-форми (пуансонів і матриці), а також для полегшення вилучення спеченого зразка з матриці використовується графітовий папір.
Збірка прес-форми включає в себе наступні етапи:
- Вимірювання висоти прес-форми (h),
- Розрахунок довжини кола пуансонів (l),
- Вирізання з графітового паперу листа розміром,
- Огортання половини одного плунжера виготовленим листом
графітової папери,
- Засипка порошку,
- Закриття матриці другим плунжером.
Отримана збірка поміщається між плунжерами пресу.
В якості атмосфери в процесі спікання можуть бути використані вакуум або інертні гази (Ar, N2).

Рис. 28. Зовнішній вигляд установки SPS із вакуумним універсальним постом
Для створення розрідженої атмосфери (вакууму) необхідно закрити вакуумний клапан, включити форвакуумний насос.
Інертне середовище, як правило, рекомендується при високих температурах спікання виходячи з характеристик матеріалу який спікається і для запобігання окислення прес-форм. Для створення інертної атмосфери необхідно спочатку відкачати повітря з камери (повторити дії для відкачування вакууму), після чого відкрити газовий клапан.
Для вилучення спеченого зразка (прес-форми) з камери необхідно:
- Відкрити вакуумну камеру,
- Встановити в нульове положення регулятор тиску.
Для безпечного проведення операцій слід пам'ятати, що:
- Заборонено торкатися електродів, термопари та інших струмонесучих частин при включеній напрузі.
- Прес-форми, пуансони і прокладки та інші елементи після процесу спікання можуть мати високу температуру, тому для вилучення спеченого зразка (прес-форми) з камери необхідно використовувати щипці і термостійкі рукавички.