

16. Укажите особенности процесса безконтактного зажигания дугового разряда и связанные с этим процессом специальные требования к ип.
Применяется как нормальный способ зажигания дуги неплавящ. эл-дом (Вольф. эл-д). В процессах сварки, резки, напыления эл-д наход. внутри плазматрона.
На пробой 1 мм стали требуется 2000В, 5 мм -6000В.
Физически безконтакт. зажиг. – это ударная ионизация виде искрового пробоя. Для безконтактного зажигания использ. первоначальный искровой пробой разрядового промежутка при напряжении несколько тысяч вольт. Далее по электропроводному каналу происходит лавинообразное нарастание тока, за счет того же механизма ударной ионизации уже от напряжения ИП. Для обеспечения электробезопасности высоковольтное напряж. должно быть высокочастотным. Для человека уровень безопасных частот: начиная от 100 кГц и выше.
17. Укажите три основных требования к ип сварочной дуги математическую формулировку устойчивости системы ип-дуга.
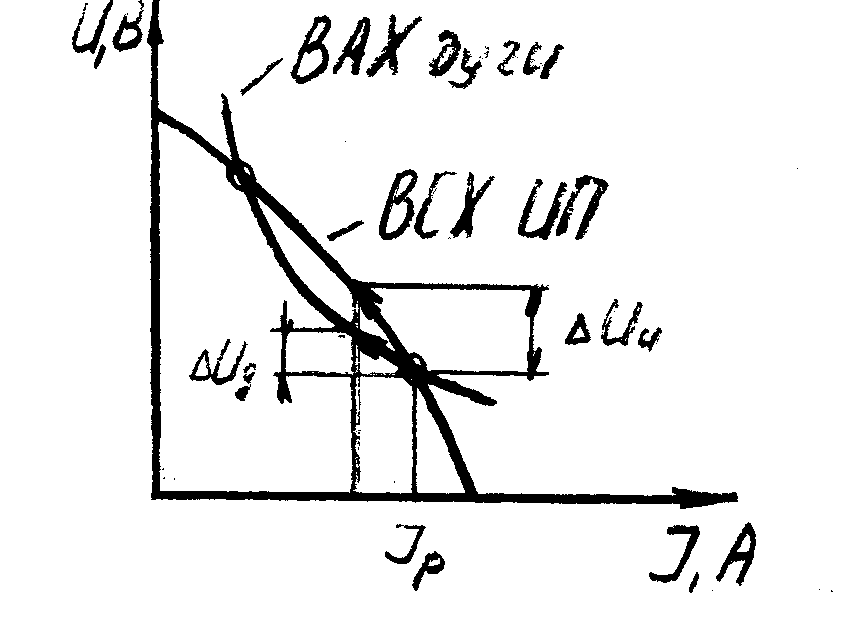
На пад. уч-ке ВАХд для устойчивости системы требуется иметь более крутопадающую ВСХИП.
На жест. уч-ке ВАХд –любая падающая хар-ка, на возвр. уч-ке можно использ. все падающие и жест.
хар-ку. Математич. формулировка устойчивости: Ку- коэф. устойчивости.
![]()
ИП должен обеспеч. 3 осн. треб. при свароч. процессе: 1) надежное зажигание и стабильное горение дуги; 2) должен обеспечивать регулировку, изменять ток и напряжение; 3) должен обеспеч. энергию преобраз. первичного источника (высокий КПД, высокий коэф. мощности cosβ).
Кр. этого есть еще спец. требования, к-рые определяются конкретным процессом сварки или резки.
18. Приведите уравнение переходного процесса в системе ИП-дуга и укажите, почему должно выполняться условие Ку>0.
![]()
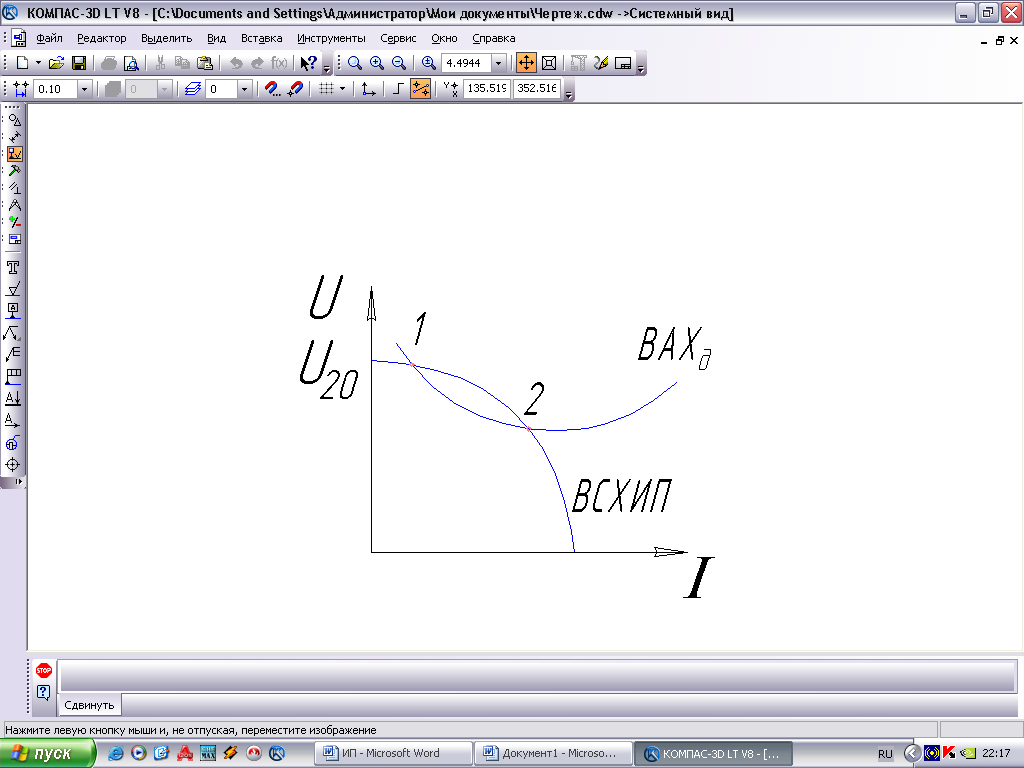
В случае 1 напряж. на ИП больше, чем на дуге, но поскольку приращение идет в обратную сторону, то Ку>0 (при отрицательном); В точке 2 наоборот, т.о. система явл. неустойчивой. С практич. точки зрения это означ., что для работы на падающем участке дуги требуется ИП, крутизна хар-ки к-рого в раб. точке больше дуги (или вертикально или крутопадающая).
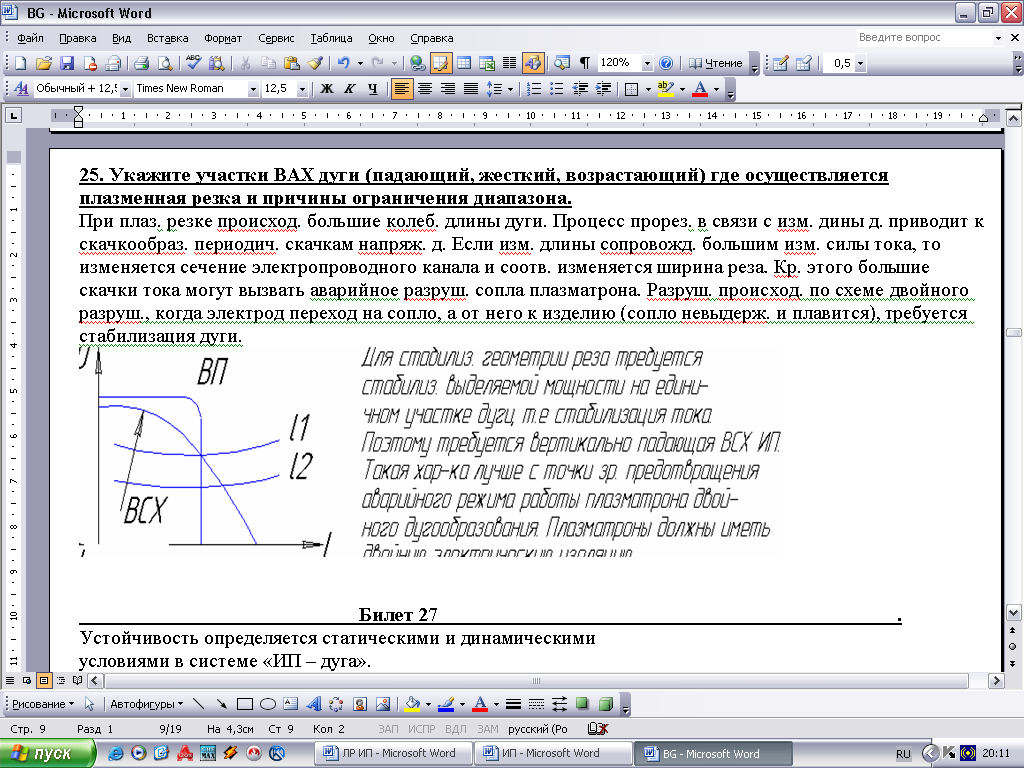
19. Укажите изменение положения статической ВАХ дуги: а) при изменении длины дуги; б) при изменении диаметра плавящегося электрода; в) при уменьшении диаметра столба дуги с помощью металлического сопла, и укажите физическую основу этого изменения.

а) с увеличением длины дуги напряжение будет увеличиваться (2) L2>L1.
б) чем больше электрод, тем больше теплоотвод, происходит смещение. Чем больше ток, тем больше
диаметр электрода;
в) сжатая дуга будет иметь напряжение всегда больше, чем свободно горящая дуга.
20. Укажите участки ВАХ дуги (падающий, жесткий, возрастающий) где осуществляется сварка покрытыми электродами и причины ограничения диапазона.
Плотность потока ограничена максимально допустимой температурой обмазки, при которой она будет терять свои технологические свойства. Поэтому можно использ. только падающий и жесткий уч-к ВАХ дуги.
21. Укажите участки ВАХ дуги (падающий, жесткий, возрастающий) где осуществляется сварка под флюсом и причины ограничения диапазона.
С точки зрения призводительности, наиболее целесообразно использ. возрастающий участок ВАХ. На возвр. ВСХ, а на жестком – любые падающие. Поскольку процесс механизированный, необходимо дистанционное регулирование.
22. Укажите участки ВАХ дуги (падающий, жесткий, возрастающий) где осуществляется сварка плавящимся электродом в защитных газах и причины ограничения диапазона.
Сварка и наплавка выполняется только на постоянном токе, т.е. на возрастающем участке ВАХ использовать возрастающую ВСХ, а на жестком участке – любые падающие. При большом диапазоне происходит разрушение сопла плазматрона.
24. Укажите участки ВАХ дуги (падающий, жесткий, возрастающий) где осуществляется плазменная сварка и причины ограничения диапазона.
При большом диапазоне происходит разрушение сопла плазматрона. Разруш. происход. по схеме двойного разруш., когда электрод переход на сопло, а от него к изделию (сопло невыдерж. и плавится), требуется стабилизация дуги.
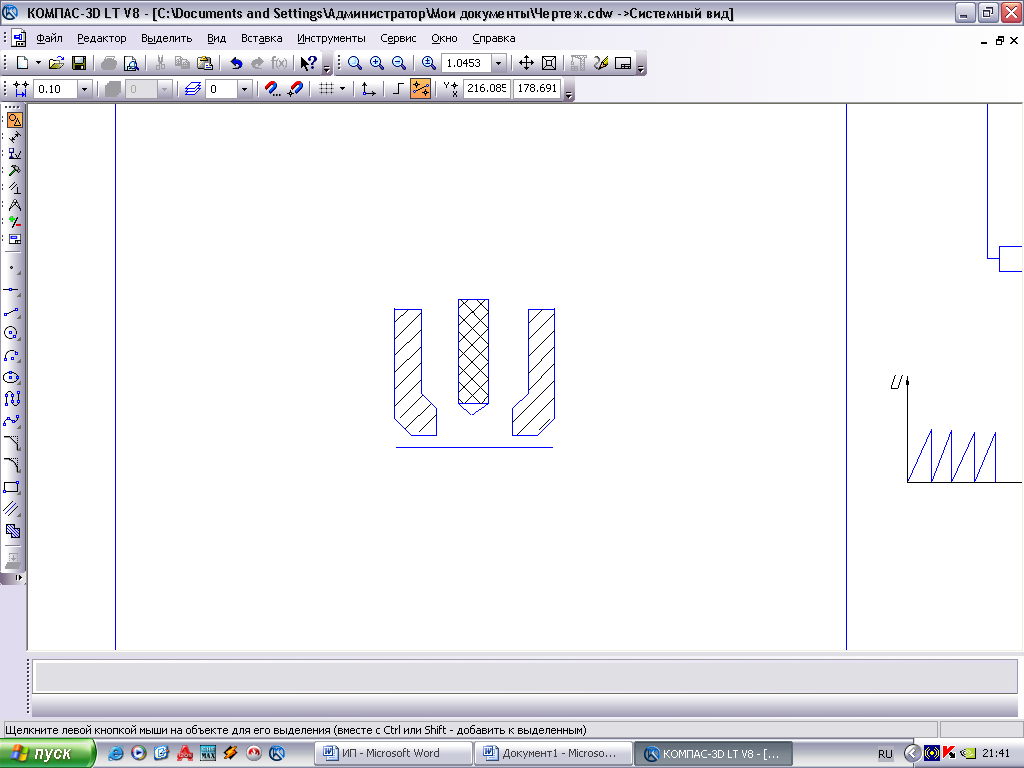
25. Укажите участки ВАХ дуги (падающий, жесткий, возрастающий) где осуществляется плазменная резка и причины ограничения диапазона.
При плаз. резке происход. большие колеб. длины дуги. Процесс прорез. в связи с изм. дины д. приводит к скачкообраз. периодич. скачкам напряж. д. Если изм. длины сопровожд. большим изм. силы тока, то
изменяется сечение электропроводного канала и соотв. изменяется ширина реза. Кр. этого большие скачки тока могут вызвать аварийное разруш. сопла плазматрона. Разруш. происход. по схеме двойного разруш., когда электрод переход на сопло, а от него к изделию (сопло невыдерж. и плавится), требуется стабилизация дуги.

27. Укажите условие устойчивочти системы дуга – ИП при отклонениях параметров режима процесса и допустимые виды ВСХ ИП на падающем участке ВАХ дуги.
Устойчивость определяется статическими и динамическими
условиями в системе «ИП – дуга».
На падающем участке ВАХ дуги для устойчивости системы требуется иметь более крутопадающую ВСХ ИП.
28. Укажите условие устойчивочти системы дуга – ИП при отклонениях параметров режима процесса и допустимые виды ВСХ ИП на жестком участке ВАХ дуги.
Устойчивость определяется статическими и динамическими
условиями в системе «ИП – дуга».
На жестком участке ВАХ дуги – любая падающая характеристика ВСХ ИП.
29. Укажите условие устойчивочти системы дуга – ИП при отклонениях параметров режима процесса и допустимые виды ВСХ ИП на возрастающем участке ВАХ дуги.
Устойчивость определяется статическими и динамическими
условиями в системе «ИП – дуга».
На возрастающем участке можно использовать все падающие и жесткую характеристику
30. Покажите (график 1 и 2) качественное изменение положения ВСХ трансформатора с подвижными обмотками при увеличении расстояния между обмотками и укажите физическую основу этого изменения.
 -перем. w-перем.
-перем. w-перем.
При расширении диапазона регулирования используют ступенчатое переключение обмоток: параллельное и последовательное. При последовательном включении витки увеличиваются в 2 раза, а ток уменьшается в 4 раза.
31. Покажите (график 1 и 2) качественное изменение положения ВСХ трансформатора с подвижным шунтом при увеличении расстояния между обмотками и укажите физическую основу этого изменения.
-![]() перем.
перем.
![]() -
перем.
-
перем.
![]()
Регулирование потока рассеяния магнитного поля в данном случае происходит за счет изменения длины и сечения элементов магнитного пути между стержнями магнитопровода. Т.к. магнитная проницаемость железа на 2 порядка больше, чем проницаемость воздуха, при движении магнитного шунта меняется магнитное сопротивление потока рассеяния, проходящего по воздуху. При полностью введенном шунте волна потока рассеяния и индуктивное сопротивление определяется воздушными зазорами между магнитопроводом и шунтом.
В настоящее время трансформаторы по такой схеме выпускаются только для бытовых целей, но такая схема широко используется в маломощных выпрямителях регулируемых трансформаторов.
32. Покажите (график 1 и 2) качественное изменение положения ВСХ трансформатора с неподвижным подмагничиваемым шунтом при увеличении расстояния между обмотками и укажите физическую основу этого изменения.
Неподвижный подмагничиваемый шунт
- перем. - перем.
![]()
![]() -
перем.
-
перем.
Для управления
используется падающий участок, т.е.
работа сердечника шунта в режиме
насыщения. Т.к. проходящий через шунт
магнитный поток переменный, рабочая
точка выбирается так, чтобы не выходить
за пределы падающей ветки магнитной
проницаемости.
![]()
С увеличением насыщения магнитопровода падает магнитная проницаемость шунта, соответственно увеличивается поток рассеяния, индуктивное сопротивление трансформатора и вследствие этого уменьшается сварочный ток. Т.к. регулирование электрическое, возможно дистанционное управление источником питания. Другим преимуществом является отсутствие подвижных частей, т.к. управление электромагнитное, это позволяет упростить и облегчить конструкцию мощных трансформаторов. Электромагнитные усилия пропорциональны квадрату тока, поэтому на большом токе проблема с удержанием подвижных частей . Трансформаторы такого типа выпускались с 70-90гг.
Все современные трансформаторы для сварки выполняются с алюминиевыми обмотками. Для надежности на концах приварены холодной сваркой медные накладки.