

1. Укажите особенности процесса плазменной сварки и спец. Треб. К ип для плаз. Сварки.
Плазма-сост. в-ва, когда все атомы ионизированы, темпер. примерно 14000-20000. Повыш. концентр.энергии позвол. быстр. выдел. тепла. Оборуд. выполн. с Iн не более 800А. Требования: 1) в связи с увелич. длиной дуги требуется повыш. напряж. х.х. (при напылении -160В, резке ручной- 180В, а для механизир. до 500В); 2) контактное зажигание невозможно, поэтому используют дополнительное напряжение дуги (рис.1);

Поэтому специализированные уст-ки для плазменных процессов имеют встроенный ИП вспомогательной дуги и вспомогательного осциллятора. ВСХ – крутопадающая.
2. Укажите особенности процесса плазменной резки и спец. Треб. К ип для плаз. Резки.
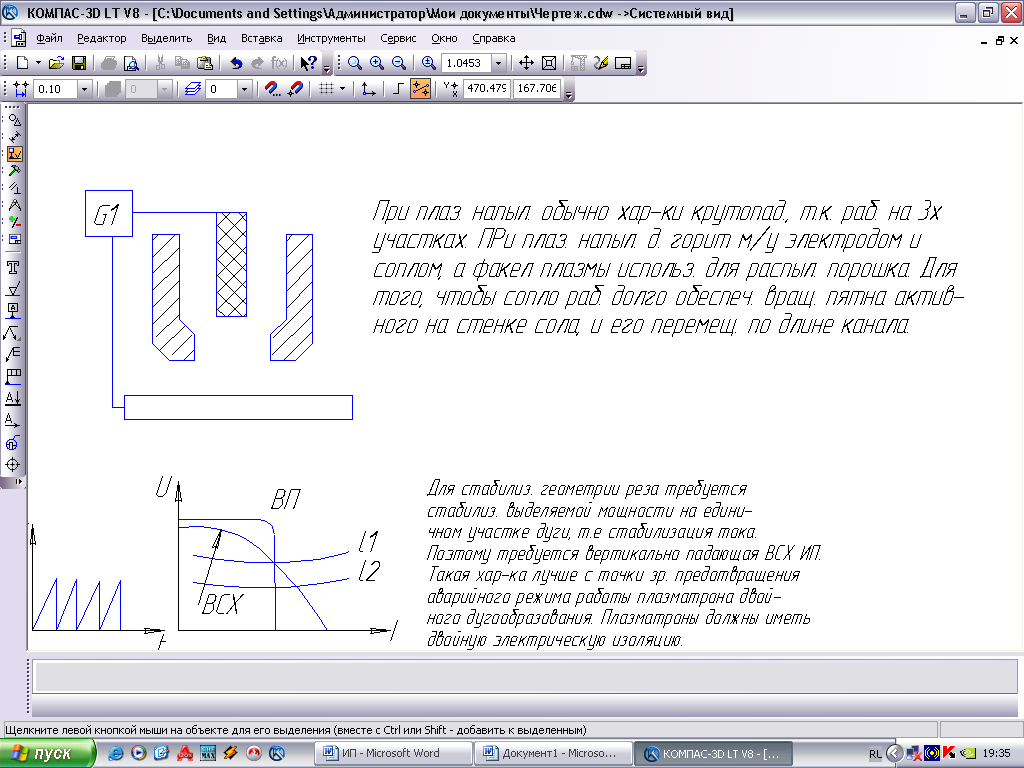
При плаз. резке происход. большие колеб. длины дуги. Хар-тер скачков на дуге пилообразный. Процесс прорез. в связи с изм. дины д. приводит к скачкообраз. периодич. скачкам напряж. д. Если изм. длины сопровожд. болш. изм. силы тока, то изм-ся сечение электропроводного канала и соотв. изм. ширина реза.
Кр. этого большие скачки тока могут вызвать аварийное разруш. сопла плазматрона. Разруш. происход. по схеме двойного разруш., когда электрод переход на сопло, а от него к изделию (сопло невыдерж. и плавится), требуется стабилизация дуги.

3. Укажите особенности процесса плазменного напыления и спец. Треб. К ип для плаз. Напыл.
4. Укажите особенности процесса сварки плавящимся электродом с короткими замыканиями дугового промежутка и специальные требования и ип для этого процесса.
При сварки плав. электродом шов образ. за счет проплавл. основ. мет. и расплавл. электрической проволо-ки. Процесс сварки с период. коротким замыканием характерен для сварки электродной проволоки диам. 0,5-1,6 мм, при короткой дуге с напряжением 15-22В. При сварке в среде углекислого газа сопровождается периодическими короткими замыканиями дугового промежутка каплями расплавленного металла. При сварке в СО2 этот промежуток значительно меньше возможного диаметра капли, поэтому на практике происходит до 110-150 коротких замыканий в секунду.
5. Укажите особенности процесса механизированной сварки плавящимся электродом в среде защитных газов и специальные требования к ип для этого процесса.
В связи с большими потерями в окружающую среду для большого диапазона режимов, процесс происходит при периодических коротких замыканиях дугового промежутка.


Процесс с 1-ой стороны огранич. залипанием эл-да при маленькой ск-ти нарастания dIкз /dt, с др. стороны разбрызгиванием при большой dIкз /dt. Этот диапазон очень сильно меняется в завис. от диам. эл-да: для эл-да диам. 2 мм – 10-20 А/мс, диам. 8 мм – 100-150 А/мс. При изм. режима сварки (диам. эл-да и ток) необход. менять велич. dΙк.з. /dt. Для этого в традиц. выпрям. использ. ступенчатые регулир. дросселя, переключая число витков. В инвертор. ИП, имеющих высокую динамику регулирования, можно на прямую регулировать