

3.4 Разработка ртк и управляющей программы работы технологического оборудования на обработку детали
Расчетно-технологическая карта (РТК) представляет собой законченный проект обработки детали на станке с ЧПУ. Это специальный чертеж, на который вместе с контуром детали нанесена траектория движения центра инструмента, обозначены режимы обработки, а также увязочные размеры и элементы оснастки, которые необходимо учесть при программировании.
По данным РТК программист рассчитывает цифровую программу автоматической работы станка. Перед программированием определяем координаты каждой точки позиционирования от начала системы координат детали. Координатная система детали называется относительной. Первой точкой позиционирования является исходная точка. Исходная точка - это точка, от которой программируется траектория движения инструмента. Все последующие точки называются опорными. Это точки, в которых изменяются:
направление перемещения инструмента, либо направление движения вдоль осей координат, либо изменяется ось координат, в направлении которой происходит движение инструмента;
скорость перемещения, либо скорость подачи, либо происходит переход с быстрого хода на рабочий и наоборот;
режущий инструмент или его положение;
координация положения режущего инструмента относительно обрабатываемой детали.
При разработке РТК необходимо учитывать, что:
недопустима остановка инструмента или резкое изменение подачи в процессе резания;
перед остановкой станка необходимо обеспечить изменением подачи отвод режущего инструмента от заготовки;
с целью устранения влияния люфтов на точность обработки предусматривать дополнительные петлеобразные переходы в зонах реверса;
подвод и отвод инструмента должен осуществляться по специальным траекториям вспомогательных перемещений, обеспечивающим врезание со своевременным (за 1,5…3 мм до места начала обработки) переходом с холостого хода на рабочий.
В данном проекте произведем разработку РТК и управляющей программы для обработки детали типа «Вал».
Операция 010 содержит подрезку торца и центрование.
Переход I – подрезать торец (рисунок 3.5).
Режимы резания:
![]() мм/об,
мм/об,
![]() ,
,
![]() м/мин,
м/мин,
![]()
![]() .
.
Путь резца: ON1-1-2-3-ON1.
Координаты опорных точек перехода представлены в таблице 3.4.
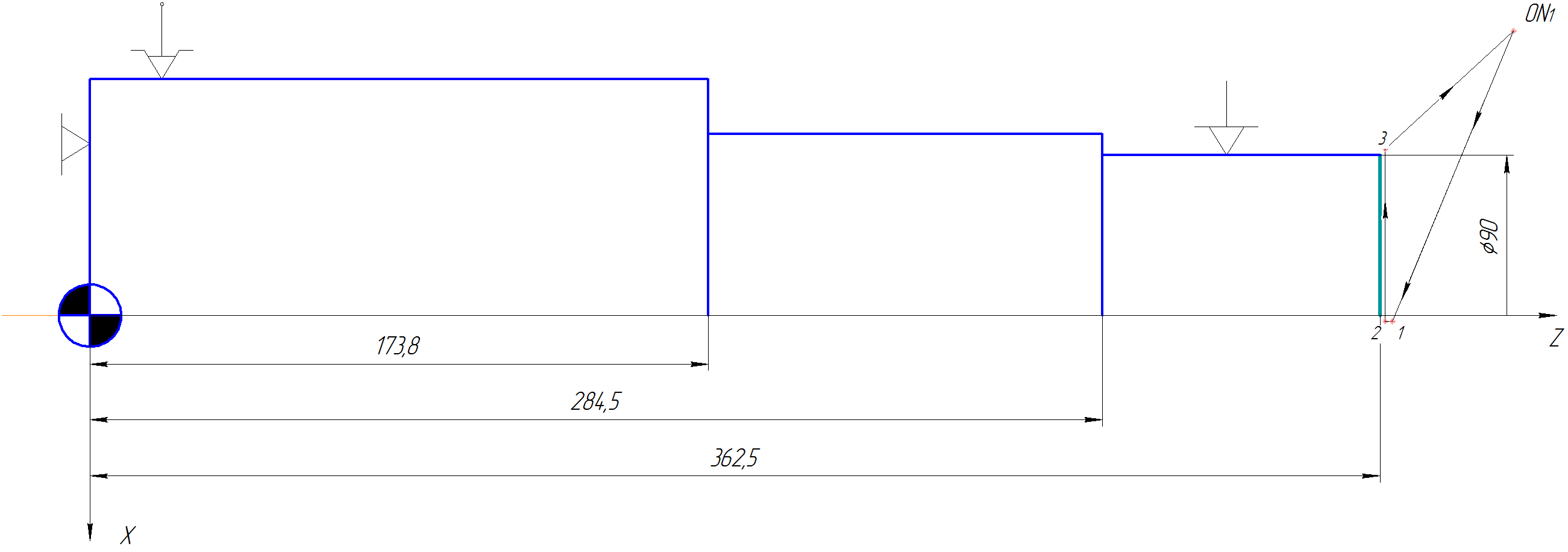
Рисунок 3.5 – Схема движения инструмента на I-ом переходе
Таблица 3.4 - Координаты опорных точек на I-ом переходе
№ точки |
Z |
X |
И.Т. |
400 |
80 |
1 |
360,9 |
46,5 |
2 |
360,9 |
-1,5 |
3 |
362,5 |
-1,5 |
Переход II – центрование (рисунок 3.6).
Режимы резания:
![]() мм/об,
мм/об,
![]() ,
,
![]() м/мин,
м/мин,
![]() .
.
Путь резца: ON2-4-5-6-ON2
Координаты опорных точек перехода представлены в таблице 3.5.
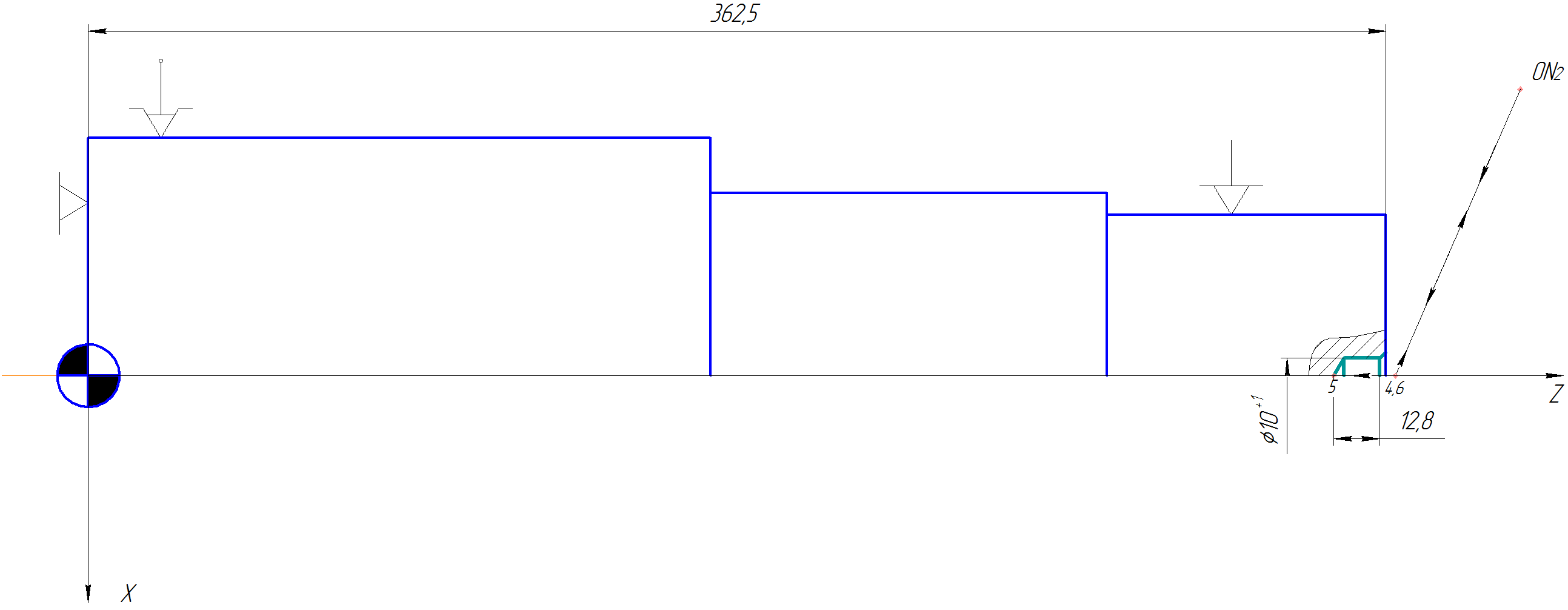
Рисунок 3.6 – Схема движения инструмента на II-ом переходе
Таблица 3.5 – Координаты опорных точек на II-ом переходе
№ точки |
Z |
X |
И.Т. |
400 |
80 |
4 |
65 |
0 |
5 |
354,1 |
0 |
6 |
362,2 |
0 |
Операция 015 содержит продольное точение (рисунок 3.7).
Режимы резания:
![]() мм/об,
мм/об,
![]() м/мин,
м/мин,
![]() .
.
Путь резца: ОN3-21-22-23-22-21-ON3
Координаты опорных точек перехода представлены в таблице 3.6.

Рисунок 3.7 – Схема движения инструмента на III-ем переходе
Таблица 3.6 – Координаты опорных точек на III-ем переходе
№ точки |
Z |
X |
И.Т. |
400 |
80 |
1 |
361,2 |
45,2 |
2 |
282,9 |
45,2 |
3 |
282,9 |
52,5 |
4 |
172,2 |
52,5 |
5 |
172,2 |
68 |
6 |
282,9 |
68 |
7 |
282,9 |
49,2 |
8 |
172,2 |
49,2 |
9 |
172,2 |
67,7 |
10 |
43,3 |
67,7 |
11 |
43,3 |
80 |
Операция 020
Переход I – Подрезать торец (рисунок 3.8).
Режимы резания:
![]() мм/об,
мм/об,
![]() ,
,
![]() м/мин,
м/мин,
![]() .
.
Путь резца: ОN4-1-2-3-ON4
Координаты опорных точек перехода представлены в таблице 3.7.

Рисунок 3.8 – Схема движения инструмента на IV-ом переходе
Таблица 3.7 – Координаты опорных точек на IV-ом переходе
№ точки |
Z |
X |
И.Т. |
400 |
80 |
1 |
359,6 |
68 |
2 |
359,6 |
-1,5 |
3 |
362,2 |
-1,5 |
Переход II – контурное точение (рисунок 3.9).
Режимы резания:
![]() мм/об,
,
м/мин,
мм/об,
,
м/мин,
![]() .
.
Путь резца: ОN5-4-5-6-7-8-9-10-11-12-13-14-15-16-17-18-19-20-21-22-23-ON5
Координаты опорных точек перехода представлены в таблице 3.8.

Рисунок 3.9 – Схема движения инструмента на V-ом переходе
Таблица 3.8 – Координаты опорных точек на II-ом переходе
№ точки |
Z |
X |
И.Т. |
400 |
80 |
4 |
359,7 |
64 |
5 |
354,7 |
66,9 |
6 |
339,7 |
66,9 |
7 |
337,7 |
65,9 |
8 |
329,4 |
65,9 |
9 |
324,7 |
60,63 |
10 |
319,2 |
61,5 |
11 |
319,2 |
62,08 |
12 |
316,78 |
64,5 |
13 |
316,78 |
71,23 |
14 |
317,03 |
71,2 |
15 |
317,03 |
62,5 |
16 |
317,63 |
61,9 |
17 |
318,7 |
59,9 |
18 |
325,01 |
58,98 |
19 |
330,4 |
64,2 |
20 |
338,45 |
64,2 |
21 |
340,4 |
65,2 |
22 |
355,2 |
65,2 |
23 |
360,2 |
62,27 |
Переход III – контурное точение (рисунок 3.10).
Режимы резания: мм/об, , м/мин, .
Путь резца: ОN5-24-25-26-ON5
Координаты опорных точек перехода представлены в таблице 3.9.

Рисунок 3.10 – Схема движения инструмента на III-ом переходе
Таблица 3.9 – Координаты опорных точек на III-ом переходе
№ точки |
Z |
X |
И.Т. |
400 |
80 |
24 |
400 |
0 |
25 |
88,4 |
0 |
26 |
400 |
0 |
Переход IV – контурное точение (рисунок 3.11).
Режимы резания:
мм/об,
,
![]() м/мин,
м/мин,
![]() .
.
Путь резца: ОN5-29-30-31-30-29-ON5
Координаты опорных точек перехода представлены в таблице 3.8.

Рисунок 3.11 – Схема движения инструмента на IV-ом переходе
Таблица 3.9 – Координаты опорных точек на IV-ом переходе
№ точки |
Z |
X |
И.Т. |
400 |
80 |
27 |
369,3 |
23,8 |
28 |
160,4 |
23,8 |
29 |
160,4 |
26,8 |
30 |
359,9 |
26,8 |
31 |
359,9 |
24,8 |
32 |
221,8 |
24,8 |
33 |
221,8 |
31,8 |
34 |
359,9 |
31,8 |
35 |
359,9 |
29,8 |
36 |
225,26 |
29,8 |
37 |
225,26 |
34,3 |
38 |
359,9 |
34,3 |
39 |
359,9 |
32,3 |
40 |
228,9 |
32,3 |
41 |
228,9 |
36,8 |
42 |
359,9 |
36,8 |
43 |
359,9 |
34,8 |
44 |
232,6 |
34,8 |
45 |
232,6 |
39,3 |
46 |
359,9 |
39,3 |
47 |
359,9 |
37,3 |
48 |
234,8 |
37,3 |
49 |
234,8 |
40,75 |
50 |
340,2 |
40,75 |
51 |
340,2 |
38,75 |
52 |
238,52 |
38,75 |
53 |
238,52 |
43,25 |
54 |
329,7 |
41,25 |
55 |
242,25 |
41,25 |
56 |
242,25 |
45,75 |
57 |
329,09 |
45,75 |
58 |
329,09 |
43,75 |
59 |
245,9 |
43,75 |
60 |
245,9 |
48,25 |
61 |
324,6 |
48,25 |
62 |
324,6 |
46,25 |
63 |
249,7 |
46,25 |
64 |
249,7 |
50,75 |
65 |
316,25 |
50,75 |
66 |
316,25 |
48,75 |
67 |
253,34 |
48,75 |
68 |
253,34 |
53,25 |
69 |
307,83 |
53,25 |
70 |
307,82 |
51,25 |
71 |
258,54 |
51,25 |
72 |
258,54 |
55,75 |
73 |
299,4 |
55,75 |
74 |
299,4 |
22,55 |
75 |
205,86 |
26,8 |
76 |
221,8 |
31,8 |
77 |
225,62 |
34,6 |
78 |
250,88 |
51,5 |
79 |
266,2 |
57 |
80 |
291,74 |
57 |
81 |
297,09 |
56,43 |
82 |
299,4 |
55,75 |
83 |
324,67 |
48,25 |
84 |
329,7 |
43,75 |
85 |
329,7 |
42,05 |
86 |
338,94 |
42,05 |
87 |
340,2 |
41,25 |
88 |
340,2 |
39,5 |
89 |
353,9 |
39,55 |
90 |
358,4 |
42,14 |
91 |
359,9 |
42,14 |
92 |
359,9 |
42,64 |
93 |
358,4 |
42,64 |
94 |
353,9 |
40,05 |
95 |
340,7 |
40,05 |
96 |
340,7 |
41,25 |
97 |
338,94 |
42,55 |
98 |
330,2 |
42,55 |
99 |
326,5 |
48,35 |
100 |
297,3 |
56,9 |
101 |
291,7 |
57,54 |
102 |
266,2 |
57,54 |
103 |
256,02 |
55,27 |
104 |
250,6 |
52 |
105 |
225,22 |
35,177 |
106 |
217,27 |
30,13 |
107 |
205,86 |
27,3 |
108 |
160,4 |
27,3 |
109 |
369,3 |
23,8 |
Переход V – контурное точение (рисунок 3.10).
Режимы резания:
![]() мм/об,
,
м/мин,
мм/об,
,
м/мин,
![]() .
.
Путь резца: ОN5-24-25-26-ON5
Координаты опорных точек перехода представлены в таблице 3.9.

Рисунок 3.10 – Схема движения инструмента на III-ом переходе
Таблица 3.9 – Координаты опорных точек на III-ом переходе
№ точки |
Z |
X |
И.Т. |
400 |
80 |
110 |
349,25 |
80 |
111 |
349,25 |
43,8 |
112 |
349,25 |
80 |
Переход VI – контурное точение (рисунок 3.10).
Режимы резания: мм/об, , м/мин, .
Путь резца: ОN5-24-25-26-ON5
Координаты опорных точек перехода представлены в таблице 3.9.

Рисунок 3.10 – Схема движения инструмента на III-ом переходе
Таблица 3.9 – Координаты опорных точек на III-ом переходе
№ точки |
Z |
X |
И.Т. |
400 |
80 |
113 |
400 |
54,2 |
114 |
359,9 |
54,2 |
115 |
335,9 |
54,2 |
116 |
355,86 |
54,2 |
117 |
357,8 |
56,2 |
118 |
357,8 |
54,2 |
116 |
355,86 |
54,2 |
119 |
357,8 |
52,2 |
118 |
357,8 |
54,2 |
113 |
400 |
54,2 |
Переход VII – контурное точение (рисунок 3.10).
Режимы резания: мм/об, , м/мин, .
Путь резца: ОN5-24-25-26-ON5
Координаты опорных точек перехода представлены в таблице 3.9.

Рисунок 3.10 – Схема движения инструмента на III-ом переходе
Таблица 3.9 – Координаты опорных точек на III-ом переходе
№ точки |
Z |
X |
И.Т. |
140 |
200 |
120 |
77,4 |
49,2 |
121 |
77,4 |
47,2 |
122 |
188,65 |
47,2 |
123 |
188,65 |
66 |
Переход VII – контурное точение (рисунок 3.10).
Режимы резания: мм/об, , м/мин, .
Путь резца: ОN5-24-25-26-ON5
Координаты опорных точек перехода представлены в таблице 3.9.

Рисунок 3.10 – Схема движения инструмента на III-ом переходе
Таблица 3.9 – Координаты опорных точек на III-ом переходе
№ точки |
Z |
X |
И.Т. |
400 |
80 |
1 |
358,7 |
45,5 |
2 |
358,7 |
-1,5 |
3 |
360,7 |
-1,5 |
4 |
360,7 |
36,97 |
5 |
358,7 |
36,97 |
6 |
357,6 |
38,07 |
7 |
353,5 |
38,07 |
8 |
353,2 |
38,2 |
9 |
351,5 |
39,7 |
10 |
330,9 |
39,7 |
11 |
329,9 |
38,7 |
12 |
329,6 |
38,6 |
13 |
323 |
38,6 |
14 |
319,3 |
39,9 |
15 |
318 |
40,25 |
16 |
302,5 |
40,25 |
17 |
299,3 |
39,9 |
18 |
283,26 |
44,48 |
19 |
276,8 |
45,33 |
20 |
254,07 |
45,33 |
21 |
250,75 |
46,93 |
22 |
250,75 |
47,68 |
23 |
250,56 |
47,68 |
24 |
250,56 |
46,58 |
25 |
254,07 |
44,8 |
26 |
276,79 |
44,83 |
27 |
283,69 |
43,9 |
28 |
299,67 |
39,32 |
29 |
302,5 |
39,75 |
30 |
318,02 |
39,75 |
31 |
319,28 |
39,52 |
32 |
323 |
38,06 |
33 |
329,85 |
38,06 |
34 |
330,14 |
38,19 |
35 |
331,27 |
39,2 |
36 |
351,5 |
39,2 |
37 |
353,13 |
37,71 |
38 |
353,5 |
37,57 |
39 |
357,39 |
37,57 |
40 |
358,32 |
36,65 |
41 |
359,81 |
36,65 |
Переход VII – контурное точение (рисунок 3.10).
Режимы резания: мм/об, , м/мин, .
Путь резца: ОN5-24-25-26-ON5
Координаты опорных точек перехода представлены в таблице 3.9.
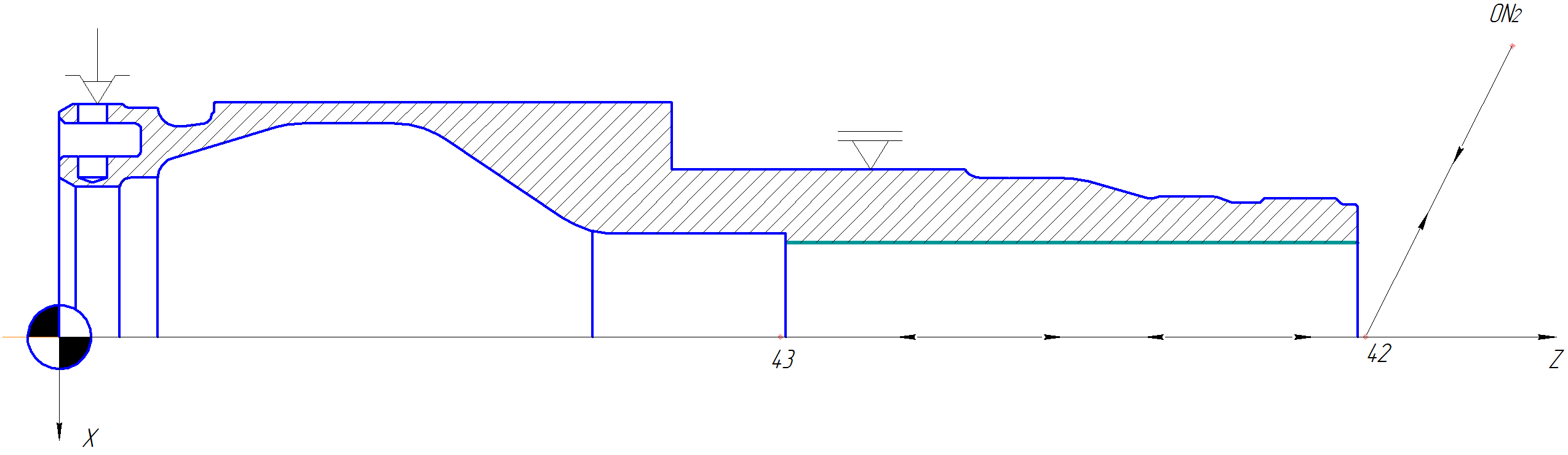
Рисунок 3.10 – Схема движения инструмента на III-ом переходе
Таблица 3.9 – Координаты опорных точек на III-ом переходе
№ точки |
Z |
X |
И.Т. |
400 |
80 |
42 |
359,5 |
0 |
43 |
198,5 |
0 |
42 |
359,5 |
0 |
Переход VII – контурное точение (рисунок 3.10).
Режимы резания: мм/об, , м/мин, .
Путь резца: ОN5-24-25-26-ON5
Координаты опорных точек перехода представлены в таблице 3.9.

Рисунок 3.10 – Схема движения инструмента на III-ом переходе
Таблица 3.9 – Координаты опорных точек на III-ом переходе
№ точки |
Z |
X |
И.Т. |
400 |
80 |
44 |
359,5 |
24,4 |
45 |
271,76 |
24,4 |
46 |
271,76 |
30,4 |
47 |
289,3 |
30,4 |
48 |
300 |
28 |
49 |
350 |
28 |
50 |
357,5 |
30 |
51 |
359,5 |
30 |
44 |
359,5 |
24,4 |
52 |
200 |
24,4 |
53 |
200 |
27,6 |
54 |
257,3 |
27,6 |
55 |
257,9 |
28,2 |
56 |
257,9 |
28,6 |
57 |
267,9 |
28,6 |
58 |
269,35 |
28,9 |
59 |
269,35 |
29,62 |
60 |
274,42 |
34,1 |
61 |
276,2 |
34,1 |
62 |
298,25 |
29,57 |
63 |
302,16 |
29,1 |
64 |
347,4 |
29,1 |
65 |
347,4 |
30,1 |
66 |
351,7 |
30,1 |
67 |
353,9 |
31,36 |
68 |
353,9 |
31,96 |
69 |
359,5 |
31,96 |
44 |
359,5 |
24,4 |
52 |
200 |
24,4 |
70 |
200 |
28,1 |
71 |
257,46 |
28,1 |
72 |
257,9 |
28,53 |
73 |
257,9 |
29,1 |
74 |
267,9 |
29,1 |
75 |
268,85 |
29,3 |
76 |
274,42 |
34,6 |
77 |
276,2 |
34,6 |
78 |
298,4 |
30,04 |
79 |
302,16 |
29,6 |
80 |
347,4 |
29,6 |
81 |
347,4 |
30,7 |
82 |
349,7 |
30,7 |
83 |
349,7 |
30,6 |
84 |
351,8 |
30,6 |
85 |
353,4 |
31,52 |
86 |
353,4 |
32,26 |
87 |
353,6 |
32,46 |
88 |
359,5 |
32,46 |
Переход VII – контурное точение (рисунок 3.10).
Режимы резания: мм/об, , м/мин, .
Путь резца: ОN5-24-25-26-ON5
Координаты опорных точек перехода представлены в таблице 3.9.

Рисунок 3.10 – Схема движения инструмента на III-ом переходе
Таблица 3.9 – Координаты опорных точек на III-ом переходе
№ точки |
Z |
X |
И.Т. |
400 |
80 |
89 |
359 |
24,75 |
90 |
258,5 |
24,7 |
91 |
258,5 |
29,8 |
90 |
258,5 |
24,7 |
89 |
359 |
24,75 |
Переход VII – контурное точение (рисунок 3.10).
Режимы резания: мм/об, , м/мин, .
Путь резца: ОN5-24-25-26-ON5
Координаты опорных точек перехода представлены в таблице 3.9.

Рисунок 3.10 – Схема движения инструмента на III-ом переходе
Таблица 3.9 – Координаты опорных точек на III-ом переходе
№ точки |
Z |
X |
И.Т. |
400 |
80 |
92 |
359 |
24,75 |
93 |
332,8 |
24,75 |
94 |
332,8 |
30,5 |
95 |
337,8 |
30,5 |
96 |
337,8 |
24,75 |
92 |
359 |
24,75 |
Переход VII – контурное точение (рисунок 3.10).
Режимы резания: мм/об, , м/мин, .
Путь резца: ОN5-24-25-26-ON5
Координаты опорных точек перехода представлены в таблице 3.9.

Рисунок 3.10 – Схема движения инструмента на III-ом переходе
Таблица 3.9 – Координаты опорных точек на III-ом переходе
№ точки |
Z |
X |
И.Т. |
400 |
80 |
97 |
353,82 |
37,56 |
98 |
330,34 |
37,56 |
99 |
330,34 |
37,06 |
100 |
353,82 |
37,06 |
101 |
353,82 |
36,56 |
102 |
330,34 |
36,56 |
103 |
330,34 |
39,56 |
Переход VII – контурное точение (рисунок 3.10).
Режимы резания: мм/об, , м/мин, .
Путь резца: ОN5-24-25-26-ON5
Координаты опорных точек перехода представлены в таблице 3.9.

Рисунок 3.10 – Схема движения инструмента на III-ом переходе
Таблица 3.9 – Координаты опорных точек на III-ом переходе
№ точки |
Z |
X |
И.Т. |
400 |
80 |
104 |
400 |
34,62 |
105 |
358,5 |
34,62 |
106 |
353,5 |
34,62 |
105 |
358,5 |
34,62 |
104 |
400 |
34,62 |
Переход VII – контурное точение (рисунок 3.10).
Режимы резания: мм/об, , м/мин, .
Путь резца: ОN5-24-25-26-ON5
Координаты опорных точек перехода представлены в таблице 3.9.

Рисунок 3.10 – Схема движения инструмента на III-ом переходе
Таблица 3.9 – Координаты опорных точек на III-ом переходе
№ точки |
Z |
X |
И.Т. |
400 |
80 |
107 |
400 |
49,63 |
108 |
275,4 |
49,63 |
109 |
275,4 |
33,5 |
108 |
275,4 |
49,63 |
107 |
400 |
49,63 |
Переход VII – контурное точение (рисунок 3.10).
Режимы резания: мм/об, , м/мин, .
Путь резца: ОN5-24-25-26-ON5
Координаты опорных точек перехода представлены в таблице 3.9.

Рисунок 3.10 – Схема движения инструмента на III-ом переходе
Таблица 3.9 – Координаты опорных точек на III-ом переходе
№ точки |
Z |
X |
И.Т. |
400 |
80 |
110 |
400 |
49,6 |
111 |
263 |
49,63 |
112 |
263 |
28 |
111 |
263 |
49,63 |
110 |
400 |
49,6 |
Переход VII – контурное точение (рисунок 3.10).
Режимы резания: мм/об, , м/мин, .
Путь резца: ОN5-24-25-26-ON5
Координаты опорных точек перехода представлены в таблице 3.9.
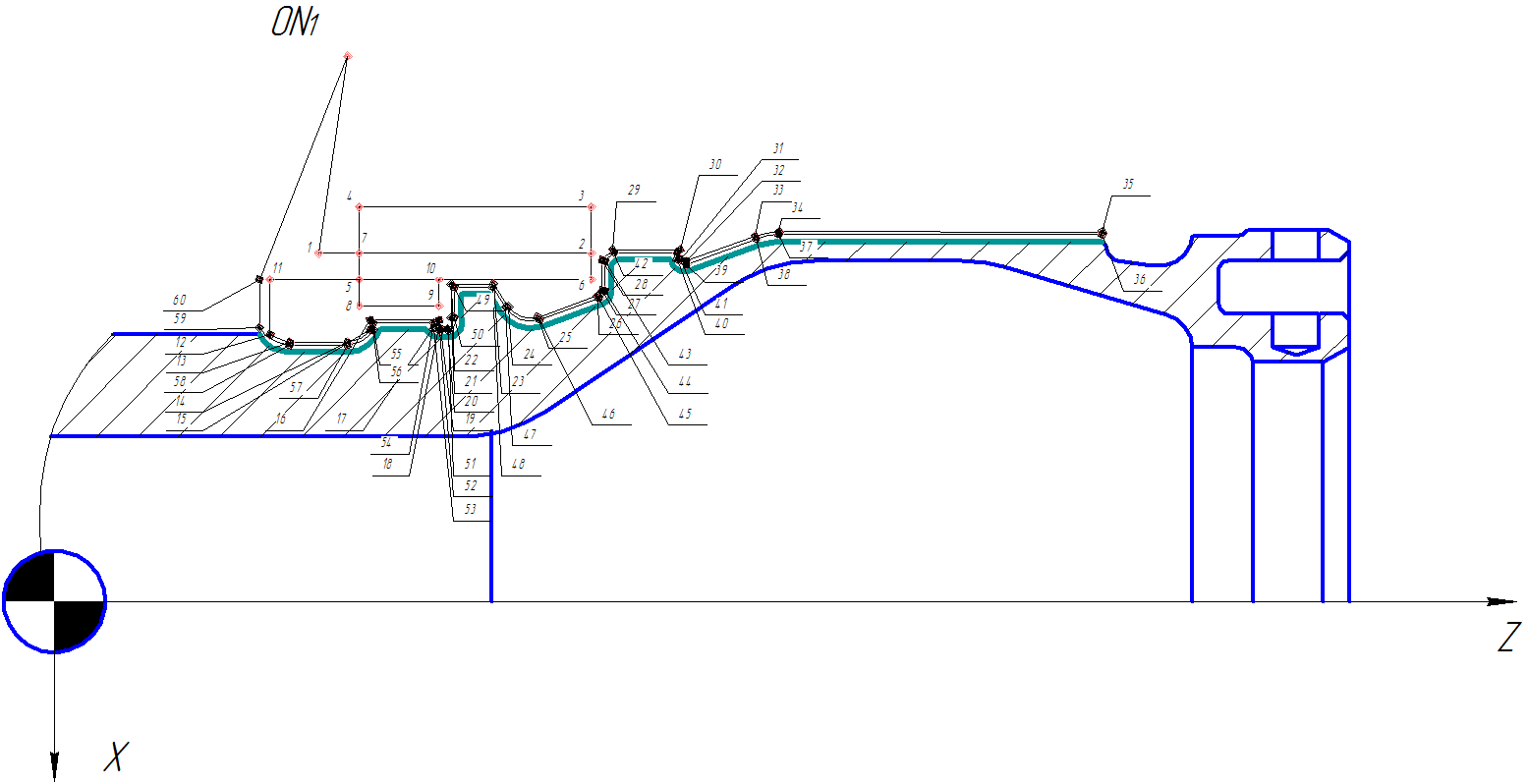
Рисунок 3.10 – Схема движения инструмента на III-ом переходе
Таблица 3.9 – Координаты опорных точек на III-ом переходе
№ точки |
Z |
X |
И.Т. |
218 |
200 |
1 |
179,86 |
60 |
2 |
226,86 |
60 |
3 |
226,86 |
68 |
4 |
186,86 |
68 |
5 |
186,86 |
55,5 |
6 |
226,86 |
55,5 |
2 |
226,86 |
60 |
7 |
186,84 |
60 |
8 |
186,84 |
51 |
9 |
200 |
51 |
10 |
200 |
55,5 |
11 |
171,5 |
55,5 |
12 |
171,5 |
45,9 |
13 |
174,8 |
44,7 |
14 |
184,87 |
44,7 |
15 |
188,75 |
46,8 |
16 |
188,75 |
48,5 |
17 |
200,6 |
48,5 |
18 |
200,6 |
47,2 |
19 |
200,95 |
47,04 |
20 |
202,15 |
47,05 |
21 |
202,75 |
48,9 |
22 |
202,75 |
54,7 |
23 |
209,9 |
54,7 |
24 |
212,67 |
50,8 |
25 |
217,62 |
48,9 |
26 |
227,9 |
52,73 |
27 |
228,75 |
53,59 |
28 |
228,75 |
58,86 |
29 |
230,55 |
60,6 |
30 |
242,15 |
60,6 |
31 |
242,15 |
58,9 |
32 |
243,2 |
58,6 |
33 |
255 |
62,8 |
34 |
259,2 |
63,7 |
35 |
314,9 |
63,7 |
36 |
314,9 |
63,2 |
37 |
259,2 |
63,2 |
38 |
255,3 |
62,5 |
39 |
243,25 |
58,1 |
40 |
241,6 |
58,9 |
41 |
241,65 |
60,1 |
42 |
230,77 |
60,1 |
43 |
229,2 |
58,6 |
44 |
229,2 |
53,6 |
45 |
228,19 |
52,3 |
46 |
217,97 |
48,58 |
47 |
212,08 |
50,82 |
48 |
209,86 |
54,2 |
49 |
203,25 |
54,2 |
50 |
203,25 |
48,9 |
51 |
202,24 |
46,6 |
52 |
200,77 |
46,66 |
53 |
199,65 |
47,03 |
54 |
199,65 |
48 |
55 |
189,2 |
48 |
56 |
189,25 |
46,8 |
57 |
184,87 |
44,2 |
58 |
174,85 |
44,2 |
59 |
169,68 |
47,2 |
60 |
169,68 |
55,5 |
Составление управляющих программ - основной и наиболее сложный вопрос, связанный с эксплуатацией станков с ЧПУ. Составление программы включает следующие этапы: ознакомление с чертежом детали, составление технологии обработки, выбор инструмента, привязка инструмента к системе отсчета, составление программы обработки.
Кодирование и нанесение информации, подготовленной на стадии разработки технологической документации, в частности РТК, производится в виде последовательности расположенных фаз кадров. Каждый кадр содержит информацию о геометрических командах, необходимых для обработки определенного участка заготовки. Последовательность кадров в программе определяет последовательность приемов обработки на станке. Кадр состоит из некоторого числа строк перфоленты, в каждой из которых записывают кодовые обозначения символов программы. Эти символы обозначаются с помощью международного семиэлементного алфавитно-цифрового кода для программирования обработки ИСО–7бит (ГОСТ 13052-74).
Адреса кодов обозначают различные команды по управлению станком с ЧПУ: N – номер кадра, X – перемещение по оси x, Y – перемещение по оси y, Z – перемещение по оси z, F - скорость подачи, S – частота вращения шпинделя; T – номер инструмента; L – номер корректора; M - вспомогательные функции; G – подготовительные функции; A, B, C – повороты вокруг осей x, y, z
Кроме адресов в ИСО-7бит предусмотрен ряд служебных символов: «+», «–» – знаки направления перемещений; % – начало программы; / – информация, взятая в такие скобки, может быть отработана только при ручном включении на пульте специального кода; * – символ, обозначающий совместное выполнение данной и следующей команды.
Далее представлен текст управляющей программы на токарный передел операции №20.
Система SINUMERIC 810D.
% |
начало программы |
N10 G54 |
устанавливаемый сдвиг нуля |
N40 G0 X100 Z200 |
быстрое перемещение в исходную точку ИТ |
N20 T1 |
выбор инструмента №1 – проходной резец |
N50 M3 |
задание вращения шпинделя по часовой стрелке |
N60 S150 |
задание частоты вращения шпинделя, n = 150 |
N70 G95 F0,07 |
задание подачи, S = 0.07 мм/об |
N80 G0 X56 Z 145 М8 |
быстрое перемещение в точку 1, включение подачи СОЖ |
N100 G1 X 56 Z 141,9 |
рабочее перемещение в точку 2 |
N110 X 70,405 Z 141,9 |
рабочее перемещение в точку 3 |
N120 X 70,6 Z 97,7 |
рабочее перемещение в точку 4 |
N130 X 76,5 Z 97,7 N140 X 76,5 Z 80,7 N180 M5 N200 G0 X100 Z200 М9 |
рабочее перемещение в точку 5 рабочее перемещение в точку 6 останов шпинделя быстрое перемещение в исходную точку ИТ, выключение подачи СОЖ |
N40 G0 X100 Z200 |
быстрое перемещение в исходную точку ИТ |
N20 T2 |
выбор инструмента №2 – расточной резец |
N50 M3 |
задание вращения шпинделя по часовой стрелке |
… |
|
N400 M30 |
конец программы |