

52 Вопрос Погрешности от тепловых деформаций системы
Источниками тепловыделения в технологической системе являются:
" трение стружки о переднюю поверхность режущего инструмента;
" трение задней поверхности режущего инструмента по обработанной поверхности детали;
" потери на трение в подвижных механизмах станка (подшипниках, зубчатых передачах и т.п.),
" тепловыделение из зоны резания.
Весь расчет чаще всего сводится к определению тепловых деформаций инструмента.
Выделяющееся в зоне резания тепло частично уносится с СОЖ (смазочно-охлаждающие жидкости), частично рассеивается в окружающем пространстве лучеиспусканием и конвективным теплообменом, а также передается заготовке и режущему инструменту, а также станку. Это приводит к разогреву станка, заготовки и режущего инструмента и нарушению взаимного положения заготовки и режущей кромки инструмента.
Наибольшее влияние на точность механической обработки оказывают тепловые деформации режущего инструмента и обрабатываемой заготовки; влиянием остальных составляющих, как правило, можно пренебречь.
Тепловые деформации обрабатываемой
заготовки (детали)
![]() ТД
зависят от количества теплоты, поступающей
в заготовку из зоны резания, массы и
удельной теплоемкости материала
заготовки. Количественно они могут быть
определены по известной зависимости.
ТД
зависят от количества теплоты, поступающей
в заготовку из зоны резания, массы и
удельной теплоемкости материала
заготовки. Количественно они могут быть
определены по известной зависимости.
![]()
где α - температурный коэффициент линейного расширения материала заготовки;
d - диаметр обрабатываемой заготовки, мм;
![]() - соответственно исходная и текущая (в
i-й момент времени) температура детали.
- соответственно исходная и текущая (в
i-й момент времени) температура детали.
Тепловые деформации инструмента ТИ, приводят к удлинению державки, а следовательно, к смещению режущих кромок и изменению размеров (уменьшению) обрабатываемых диаметров, т.е. образованию погрешности обработки.
На рисунке показана схема уменьшения диаметра обрабатываемых деталей в партии из-за температурного удлинения резца.

Зависимость тепловых деформаций резцов от времени их работы, иллюстрирует процесс образования погрешности обработки от изменения размеров применяемого инструмента.
Точка А на графике и соответствующее ей время
![]() показывают момент установления теплового
равновесия системы.
показывают момент установления теплового
равновесия системы.
Участок ОА, изменяющийся по экспоненциальному закону может быть описан зависимостью:

где С - эмпирический коэффициент (С = 4...4,5);
lp - вылет резца, мм;
F - площадь поперечного сечения тела резца, мм2;
![]() - предел прочности обрабатываемого
материала детали, кг/мм2;
- предел прочности обрабатываемого
материала детали, кг/мм2;
v -
скорость резания
![]() , м/мин;
, м/мин;
t,S - соответственно глубина резания и подача;
![]() - время работы резца (до точки А ), мин
- время работы резца (до точки А ), мин
53 Вопрос Ручная электродуговая сварка
Принципы процесса, характеристики дуги
К электроду и свариваемому изделию для образования и поддержания сварочной дуги от источников сварочного тока подводится постоянный или переменный сварочный ток. Дуга расплавляет металлический стержень электрода, его покрытие и основной металл как показано на (Рис. 1). Расплавляющийся металлический стержень электрода в виде отдельных капель, покрытых шлаком, переходит в сварочную ванну. В сварочной ванне электродный металл смешивается с расплавленным металлом изделия (основным металлом), а расплавленный шлак всплывает на поверхность.
Глубина, на которую расплавляется основной металл, называется глубиной проплавления. Она зависит от режима сварки (силы сварочного тока и диаметра электрода), пространственного положения сварки, скорости перемещения дуги по поверхности изделия (торцу электрода и дуге сообщают поступательное движение вдоль направления сварки и поперечные колебания), от конструкции сварного соединения, формы и размеров разделки свариваемых кромок и т. п. Размеры сварочной ванны зависят от режима сварки и обычно находятся в пределах: глубина до 7 мм, ширина 8—15 мм, длина 10—30 мм. Доля участия основного металла в формировании металла шва обычно составляет 15—35%.
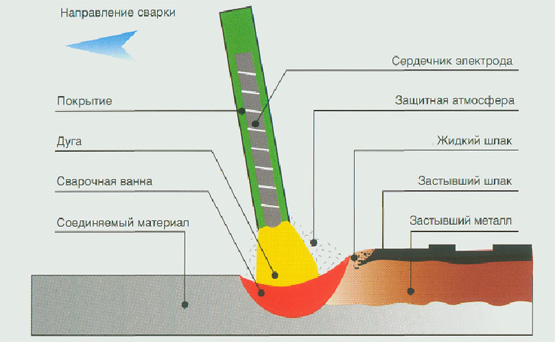
Рис.1 Схема ручной электродуговой сварки
Расстояние от активного пятна на расплавленной поверхности электрода до другого активного пятна дуги на поверхности сварочной ванны называется длиной дуги. Расплавляющееся покрытие электрода образует вокруг дуги и над поверхностью сварочной ванны газовую атмосферу, которая, оттесняя воздух из зоны сварки, препятствует взаимодействиям его с расплавленным металлом. В газовой атмосфере присутствуют также пары основного и электродного металлов и легирующих элементов. Шлак, покрывая капли электродного металла и поверхность расплавленного металла сварочной ванны, способствует предохранению их от контакта с воздухом и участвует в металлургических взаимодействиях с расплавленным металлом.
Кристаллизация металла сварочной ванны по мере удаления дуги приводит к образованию шва, соединяющего свариваемые детали. При случайных обрывах дуги или при смене электродов кристаллизация металла сварочной ванны приводит к образованию сварочного кратера (углублению в шве, по форме напоминающему наружную поверхность сварочной ванны). Затвердевающий шлак образует на поверхности шва шлаковую корку.
Длина дуги зависит от марки и диаметра электрода, пространственного положения сварки, разделки свариваемых кромок и т. п. Нормальная длина дуги считается в пределах Lд = (0,5 — 1,1) dэл (dэл — диаметр электрода). Увеличение длины дуги снижает качество наплавленного металла шва ввиду его интенсивного окисления и азотирования, увеличивает потери металла на угар и разбрызгивание, уменьшает глубину проплавления основного металла. Также ухудшается внешний вид шва.