

Основные параметры режима электронно-лучевой сварки (таблица 1):
сила тока в луче;
ускоряющее напряжение;
скорость перемещения луча по поверхности изделия;
продолжительность импульсов и пауз;
точность фокусировки луча;
степень вакуумизации.
Сварка электронным лучом имеет значительные преимущества:
Высокая концентрация ввода теплоты в изделие, которая выделяется не только на поверхности изделия, но и на некоторой глубине в объеме основного металла. Фокусировкой электронного луча можно получить пятно нагрева диаметром 0,0002 ... 5 мм, что позволяет за один проход сваривать металлы толщиной от десятых долей миллиметра до 200 мм. В результате можно получить швы, в которых соотношение глубины провара к ширине до 20:1 и более. Появляется возможность сварки тугоплавких металлов (вольфрама, тантала и др.), керамики и т.д. Уменьшение протяженности зоны термического влияния снижает вероятность рекристаллизации основного металла в этой зоне.
Малое количество вводимой теплоты. Как правило, для получения равной глубины проплавления при электронно-лучевой сварке требуется вводить теплоты в 4 ... 5 раз меньше, чем при дуговой. В результате рез ко снижаются коробления изделия.
Отсутствие насыщения расплавленного и нагретого металла газами. Наоборот, в целом ряде случаев наблюдается дегазация металла шва и повышение его пластических свойств. В результате достигается высокое качество сварных соединений на химически активных металлах и сплавах, таких как ниобий, цирконий, титан, молибден и др. Хорошее качество электронно-лучевой сварки достигается также на низкоуглеродистых, коррозионно-стойких сталях, меди и медных, никелевых, алюминиевых сплавах.
Недостатки электронно-лучевой сварки:
Возможность образования несплавлений и полостей в корне шва на металлах с большой теплопроводностью и швах с большим отношением глубины к ширине;
Для создания вакуума в рабочей камере после загрузки изделий требуется длительное время.
Таблица 1. Режимы электронно-лучевой сварки
Металл |
Толщина, мм |
Режим сварки |
Ширина шва, мм |
||
ускоряющее напряжение, кВ |
сила тока луча, мА |
скорость сварки, м/ч |
|||
Вольфрам |
0,5 |
18...20 |
40...50 |
60 |
1,0 |
1,0 |
20...22 |
75...80 |
50 |
1,5 |
|
Тантал |
1,0 |
20...22 |
50 |
50 |
1,5 |
Сталь типа 18-8 |
1,5 |
18...20 |
50...60 |
60...70 |
2,0 |
20,0 |
20...22 |
270 |
50 |
7,0 |
|
35,0 |
20...22 |
500 |
20 |
- |
|
Молибден + вольфрам |
0,5 + 0,5 |
18...20 |
45...50 |
35...50 |
1,0 |
Для перемещения луча по поверхности изделия используют перемещение изделия или самого луча с помощью отклоняющей системы. Отклоняющая система позволяет осуществлять колебания луча вдоль и поперек шва или по более сложной траектории. Низковольтные установки используют при сварке металла толщиной свыше 0,5 мм для получения швов с отношением глубины к ширине до 8:1. Высоковольтные установки применяют при сварке более толстого металла с отношением глубины к ширине шва до 25:1.
Основные типы сварных соединений, рекомендуемые для электронно-лучевой сварки, приведены на рисунке 2. Перед сваркой требуется точная сборка деталей (при толщине металла до 5 мм зазор не более 0,07 мм, при толщине до 20 мм зазор до 0,1 мм) и точное направление луча по оси стыка (отклонение не больше 0,2 ... 0,3 мм).
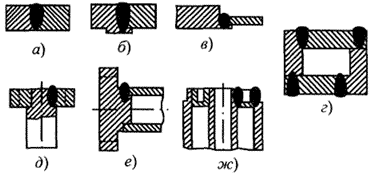
а - стыковое (может быть с бортиком для получения выпуклости шва ); б - замковое; в - стыковое деталей разной толщины; г - угловые; д и е - стыковые при сварке шестерен; ж - стыковые с отбортовкой кромок
Рисунок 2. Типы сварных соединений при сварке электронным лучем
При увеличенных зазорах (для предупреждения подрезов) требуется дополнительный металл в виде технологических буртиков или присадочной проволоки. В последнем случае появляется возможность металлургического воздействия на металл шва. Изменяя зазор и количество дополнительного металла, можно довести долю присадочного металла в шве до 50%.
34)
Плазменная сварка и наплавка является наиболее прогрессивным способом восстановления изношенных деталей машин и нанесения износостойких покрытий (сплавов, порошков, полимеров,…) на рабочую поверхность при изготовлении деталей.
Плазмой называется высокотемпературный сильно ионизированный газ, состоящий из молекул, атомов, ионов, электронов , световых квантов и др.
При дуговой ионизации газ пропускают через канал и создают дуговой разряд, тепловое влияние которого ионизирует газ, а электрическое поле создает направленную плазменную струю. Газ может ионизироваться также под действием электрического поля высокой частоты. Газ подается при 23 атмосферах, возбуждается электрическая дуга силой 400-500 А и напряжением 120-160 В Ионизированный газ достигает температуры 10-18 тыс.оС, а скорость потока - до 15000 м/сек. Плазменная струя образуется в специальных горелках - плазмотронах. Катодом является неплавящий вольфрамовый электрод.
В зависимости от схемы подключения анода различают (см.рис.1) :
1. Открытую плазменную струю (анодом является деталь или пруток). В этом случае происходит повышенный нагрев детали. Используется эта схема при резке металла и для нанесения покрытий.
2. Закрытую плазменную струю (анодом является сопло или канал горелки). Хотя температура сжатой дуги на 20 …30% в этом случае выше, но интенсивность потока ниже, т.к. увеличивается теплоотдача в окружающую среду. Схема используется для закалки, металлизации и напыливания порошков.
3. Комбинированная схема (анод подключается к детали и к соплу горелки). В этом случае горят две дуги, Схема используется при наплавке порошком.
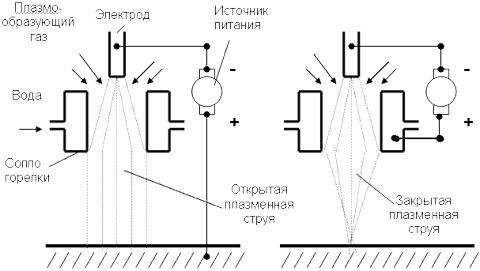
Рис.1. Схема плазменной сварки открытой и закрытой плазменной струей.
Наплавку металла можно реализовать двумя способами :
1-струя газа захватывает и подает порошок на поверхность детали;
2-вводится в плазменную струю присадочный материал в виде проволоки, прутка, ленты.
В качестве плазмообразующих газов можно использовать аргон, гелий, азот, кислород, водород и воздух. Наилучшие результаты сварки получаются с аргоном.
Достоинствами плазменной наплавки являются :
1. Высокая концентрация тепловой мощности и возможность минимальной ширины зоны термического влияния.
2. Возможность получения толщины наплавляемого слоя от 0,1 мм до нескольких миллиметров.
3. Возможность наплавления различных износостойких материалов (медь, латунь, пластмасса) на стальную деталь.
4. Возможность выполнения плазменной закалки поверхности детали.
5. Относительно высокий К. П. Д. дуги (0.2-0.45).
Очень эффективно использовать плазменную струю для резки металла, т.к. газ из-за высокой скорости очень хорошо удаляет расплавленный металл, а из-за большой температуры он плавится очень быстро.
Установка (рис. 2.) состоит из источников питания, дросселя, осциллятора, плазменной головки, приспособлений подачи порошка или проволоки, системы циркуляции воды и т.д.
Для источников питания важно выдержка постоянным произведение J U, т.к. мощность определяет постоянство плазменного потока. В качестве источников питания применяют сварочные преобразователи типа ПСО - 500. Мощность определяется длиной столба и объемом плазменной струи. Можно реализовать мощности свыше 1000 кВт.
Подача порошка осуществляется с помощью специального питателя, в котором, вертикально расположенный, ротор лопатками подает порошок в струю газа. В случае использования сварочной проволоки подача ее выполняется аналогично как и при наплавке под слоем флюса .
Путем колебания горелки в продольной плоскости с частотой 40-100 мин -1 за один проход получают слой наплавленного металла шириной до 50 мм. У горелки имеется три сопла : внутреннее для подачи плазмы, среднее для подачи порошки и наружное для подачи защитного газа.
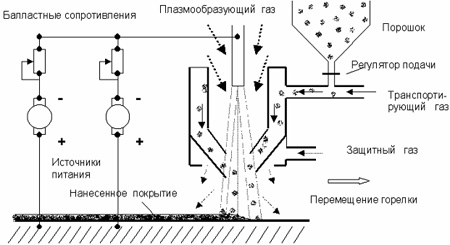
Рис.2. Схема плазменного наплавления порошка.
При наплавке порошков реализуется комбинированная дуга, т. е. одновременно будут гореть открытая и закрытая дуги . Регулировкой балластных сопротивлений можно регулировать потоки мощности на нагрев порошка и на нагрев и оплавление металла детали. Можно добиться минимального проплавления основного материала, следовательно будет небольшая тепловая деформация детали.
Поверхность детали необходимо готовить к наплавке более тщательно чем при обычной электродуговой или газовой сварке, т.к. при этом соединение происходит без металлургического процесса, поэтому посторонние включения уменьшают прочность наплавленного слоя. Для этого производится механическая обработка поверхности (проточка, шлифование, пескоструйная обработка,...) и обезжиривание. Величину мощности электрической дуги подбирают такой, чтобы сильно не нагревалась деталь, и чтобы основной металл был на грани расплавления.
36)
Сущность метода и основные области применения
Диффузионная сварка входит в группу способов сварки давлением, при которых соединение проходит за счет пластической деформации микронеровностей на поверхности свариваемых заготовок при температуре ниже температуры плавления. Отличительной особенностью является применение повышенных температур при сравнительно небольшой остаточной деформации. Ее технологическая характеристика была предложена Н.Ф. Казаковым и принята Международным институтом сварки в следующей формулировке: «Диффузионная сварка материалов в твердом состоянии - это способ получения неразъемного соединения, образовавшегося вследствие возникновения связей на атомарном уровне, появившихся в результате сближения контактных поверхностей за счет локальной пластической деформации при повышенной температуре, обеспечивающей взаимную диффузию в поверхностных слоях соединяемых материалов».
В практике диффузионной сварки известно применение двух технологических схем процесса, различающихся характером приложения нагрузки или напряжения, действующих в течение цикла. В одной из них используют постоянную нагрузку по величине ниже предела текучести. При этом процессы, развивающиеся в свариваемых материалах, аналогичны ползучести. Такую технологию называют диффузионной сваркой по схеме свободного деформирования. На практике подобная схема осуществима наиболее просто, поэтому очень широко распространена.
По другой схеме нагрузка и пластическая деформация обеспечиваются специальным устройством, перемещающимся в процессе сварки с контролируемой скоростью (см. рис. 1, б). Эту технологию называют диффузионной сваркой по схеме принудительного деформирования (ДСПД-процесс). Этот процесс осуществляют при напряжениях, как правило, превышающих предел текучести. Таким образом, скорость деформации Ј задается приложенной нагрузкой Р и условиями, в которых она действует: прежде всего температурой Т и временем действия 1.
Промышленное применение. Технологические возможности диффузионной сварки позволяют широко использовать этот процесс в приборостроительной и электронной промышленности при создании металлокерамических и катодных узлов, вакуум-плотных соединений из разнородных материалов, полупроводниковых приборов, при производстве штампов и т.п.
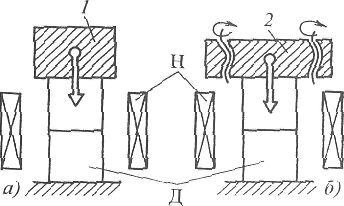
Рис. 1 Схема деформирования при диффузионной сварке:
1 - система погружения; 2 -система деформирования;
Н - нагреватель; Д-детали
Диффузионная сварка находит применение для изготовления крупногабаритных заготовок деталей сложной формы, получение которых механической обработкой, методами обработки давлением или литьем невозможно или неэкономично. Особенно эффективно такое применение диффузионной сварки в опытном и мелкосерийном производстве.
Перспективно получение многослойных пустотелых конструкций типа панелей из титановых или алюминиевых сплавов с наполнителем сложной формы (гофры, соты, ребра и др.) методом совмещения диффузионной сварки и формообразования в режиме сверхпластичности.
Достоинства:
Универсальность. Данным методом можно соединить однородные и разнородные и металлы, тугоплавкие и жаропрочные материалы, металл и керамику, электровакуумные стекла, графит или сапфир с металлом, оптическую керамику.
Безотходность производства.
Экологичность.
Незначительные деформации деталей.
Альтернатива гальваническим покрытиям (соединение меди с никелевой либо серебряной фольгой).
Отсутствие расходов на дорогостоящие флюсы и припои.
Возможность выполнять соединение деталей с большой площадью зоны сварки.
Высокое качество соединения (повышенная прочность, стойкость к коррозии и воздействию температур, эстетичный вид).
Недостатки:
Оборудование сложное и дорогостоящее.
Невысокая производительность в виду значительных временных затрат на откачку воздуха из рабочей камеры, нагрев и процесс диффузии, охлаждение.