

17) Назначение и сущность токарной обработки
Среди различных способов изготовления деталей для машин, механизмов, приборов и других изделий широко применяют обработку резанием, например точение, фрезерование, сверление, шлифование и т. д. Сущность обработки резанием состоит в снятии с заготовки поверхностного слоя с целью получения из нее детали нужной формы, требуемых размеров и качества поверхностей. Детали типа валов, втулок, зубчатых колес и подобных им, называемых телами вращения (рис. 1, а, б, в), изготовляют (обрабатывают) на токарных станках резцом, сверлом и другими режущими инструментами. Для этого заготовку и режущий инструмент прочно закрепляют в имеющиеся на станке специальные приспособления: патрон, центры, резцедержатель и т. д. 1 типовые детали, получаемые обработкой на токарных станках:


Токарной обработкой (точением) можно получить детали, имеющие цилиндрические, конические, фасонные и торцовые поверхности, делать фаски конические поверхности небольшой длины на кромках, т, е. на пересечениях цилиндрической, конической или фасонной поверхностей с торцовой поверхностью, выполнять галтели фасонные переходы между ступенями наружных или внутренних поверхностей различного диаметра (рис. 2), нарезать резьбу.
Основные части и узлы токарного станка
Токарные станки предназначены для получения из заготовок различных деталей, имеющих форму тел вращения. Если на станке имеется устройство для нарезания резьбы, то такой станок называется токарно-винторезным. На рис. 3 изображен общий вид то карновинторезного станка модели 1К62, указаны основные части, узлы и органы управления . Станина 4 массивное чугунное основание, на котором смонтированы все основные узлы станка. Верхняя часть станины имеет две плоские и две призматические направляющие, по которым могут перемещаться подвижные узлы стайка. Станина установлена на двух тумбах. Передняя бабка I .-чугунная коробка, внутри которой расположен главный рабочий орган станка шпиндель, представляющий собой полый вал, на правом конце которого крепятся приспособления, зажимающие заготовку, например патрон. Шпиндель получает вращение от расположенного в левой тумбе электродвигателя через клиноременную передачу и систему зубчатых колес и муфт, размещенных внутри передней бабки. Механизм (т. е. система зубчатых колес и муфт), который позволяет изменять числа оборотов шпинделя, называют коробкой скоростей.
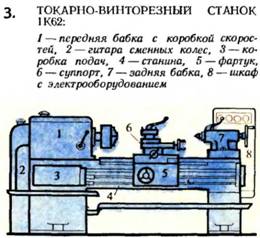
Суппорт 6 устройство для закрепления резца, обеспечения движения подачи, т. е. перемещения резца в различных направлениях. Движения подачи могут осуществляться вручную и механически. Механическое движение подачи суппорт получает от ходового винта и ходового вала. Фартук 5 система механизмов, преобразующих вращательное движение ходового винта и ходового вала в прямолинейное движение суппорта. Коробка подач 3 механизм, передающий вращение ходовому винту и ходовому валу и изменяющий величину подачи. Вращательное движение в коробку подач передается от шпинделя с помощью реверсивного механизма и гитары со сменными зубчатыми колесами. Гитара 2 предназначается для настройки станка на требуемую подачу подбором соответствующих сменных зубчатых колес. Задняя бабка 7 предназначена для поддерживания правого конца длинных заготовок в процессе обработки, а также закрепления сверл, зенкеров и разверток. Электропривод станка получает электроэнергию от сети промышленного тока. Общее включение станка производится пакетным выключателем, расположенным на специальном щите. Электрооборудование станка размещается в шкафу 8. Включение и выключение электродвигателя, пуск и остановка станка, управление механизмами станка осуществляют соответствующими кнопками, рукоятками, маховичками. В качестве режущего инструмента при работе на токарно-винторезном станке используют различные типы резцов, а также сверла, зенкеры, развертки, метчики, плашки. При работе на токарном станке применяют различные приспособления для закрепления заготовки: различной конструкции патроны, планшайбы, цанги, центры, хомутики, люнеты, оправки. К станку прилагается комплект ключей и других принадлежностей. Для контроля точности обработки токарь использует штангенциркули, микрометры, предельные калибры, шаблоны, угломеры и другие измерительные инструменты. Более подробные сведения о станке, режущих и измерительных инструментах и приспособлениях приведены в последующих главах книги.
Фрезерование поверхностей заключается в снятии стружки вращающимися многолезвийными инструментами — фрезами, режущие кромки зубьев которых находятся в прерывистом контакте с обрабатываемым материалом.
Различают следующие основные виды фрезерования:
1) осевое цилиндрическое фрезерование цилиндрическими, дисковыми и концевыми фрезами;
2) торцовое фрезерование торцовыми, дисковыми и концевыми фрезами;
3) двустороннее фрезерование дисковыми, концевыми и торцовыми фрезами;
4) трехстороннее фрезерование концевыми и шпоночными фрезами; 5) комбинированное фрезерование наборами фрез;
6) фасонное фрезерование фасонными цилиндрическими и концевыми фрезами.
Фрезерование применяют для обработки поверхностей различных форм (плоскостей, фасонных поверхностей и др.).
Чаще всего фрезерованием обрабатывают плоскости. Для этой цели применяют цилиндрические или торцовые фрезы.
Первые бывают с прямыми (рис. 109, а) или с винтовыми (рис. 109, б) зубьями.
При применении фрез последнего вида фрезерование протекает более плавно и спокойно вследствие постепенного врезания зубьев в металл.
Торцовые фрезы подразделяются на хвостовые и насадные (рис. 109, в). Последние при их значительных размерах делают с вставными зубьями (фрезерные головки, см. рис. 109, г), что позволяет расходовать меньше дорогих инструментальных сталей и заменять, в случае надобности, отдельные зубья фрезы, корпус которой делается из относительно дешевой стали (например, стали 45).
Для фрезерования пазов применяют дисковые, а также концевые цилиндрические фрезы. Дисковые фрезы подразделяются на следующие виды: двусторонние, трехсторонние и пазовые (рис. 109, в—ж). Первые имеют зубья на периферии и на одном из торцов; вторые, кроме того, и на втором торце.
Регулируемые трехсторонние фрезы состоят из двух половин, между которыми помещают прокладки для регулировки толщины фрезы, уменьшающейся после ее заточки.
Пазовые фрезы имеют зубья только на периферии. Концевые «пальцевые» цилиндрические фрезы применяют в тех случаях, когда по каким-либо причинам дисковыми фрезами нельзя обрабатывать: фрезерование пазов дисковыми, более жесткими, фрезами производительнее, чем концевыми.
Для фрезерования углублений, канавок, фасонных поверхностей применяют угловые фасонные фрезы, которые могут быть насадными и хвостовыми (рис. 109, е).
Существуют также особые фрезы для нарезания зубчатых профилей, нарезания резьб и др. (рис. 109, ж, з, и).
Для изготовления фрез применяют быстрорежущие стали (Р18, Р9), сталь 9ХС, а также оснащают фрезы пластинками из твердых сплавов.
Геометрическая форма каждого зуба фрезы в принципе сходна с геометрической формой токарного резца, однако условия работы зубьев фрез хуже, чем токарных резцов, вследствие прерывистого контакта зубьев фрезы с обрабатываемой поверхностью. Резание металла при фрезеровании протекает менее спокойно, чем при постоянном контакте режущей кромки резца с обрабатываемой поверхностью, что имеет место при точении. Вместе с тем условия воздействия тепла, возникающего при резании фрезой, на ее зубья меньше, чем при точении, так как каждый зуб несколько охлаждается при выходе из контакта с обрабатываемым металлом.
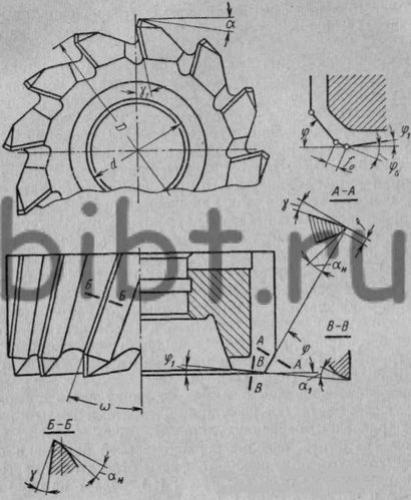
Геометрические параметры зуба фрезы
показаны на рис. 110; здесь передний угол
γ = 5 ÷ 15°, задний угол α = 10 ÷ 30° и угол
заострения β. У фрез, оснащенных
пластинками из твердых сплавов, часто
передние углы имеют отрицательное
значение, а угол заострения β получается
до 90°. Чем больше этот угол, тем прочнее
зуб фрезы и лучше условия теплоотвода
в тело инструмента. Скорость резания v
при фрезеровании равна окружной скорости
вращения инструмента. Глубина резания
t — это слой металла, снимаемый за один
проход (рис. 111).
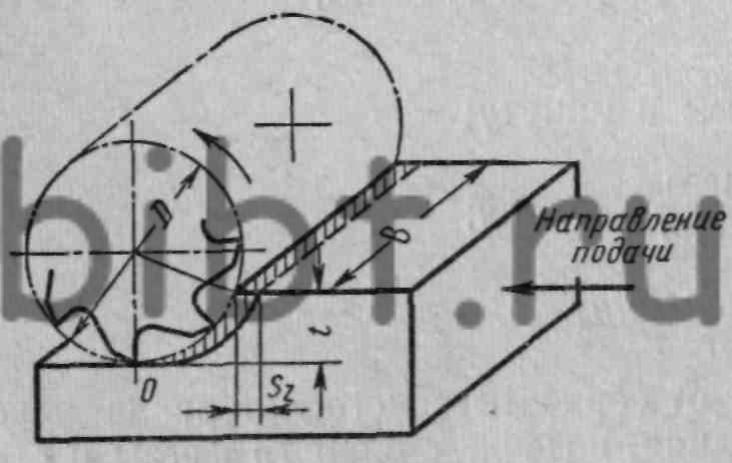
Рис. 111. Схема фрезерования
Шириной фрезерования В называют длину части поверхности, находящуюся в контакте с режущими элементами фрезы и измеряемую в направлении, перпендикулярном подаче.
Подача — это перемещение обрабатываемой заготовки относительно инструмента или, наоборот, фрезы относительно заготовки. Различают подачу на один зуб фрезы (sz), подачу на один оборот фрезы (sоб) и подачу в минуту (sмин):
sмин=sоб * n =sz * z *n мм/мин,
гдеz — число зубьев фрезы;
n — число оборотов фрезы в минуту;
n = (1000*v) / π*d об/мин;
гдеv — скорость резания в м/мин;
d— диаметр фрезы в мм.
Скорость резания зависит от обрабатываемого материала, условий обработки, глубины резания, подачи, стойкости фрезы и т. д. и назначается по нормативам режима резания или подсчитывается по эмпирическим формулам.
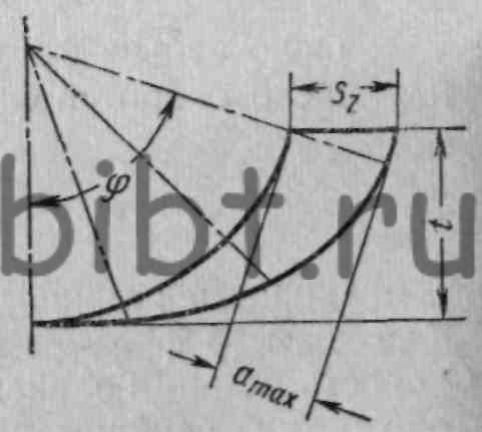
При фрезеровании инструментами с периферическими зубьями стружка имеет вид запятой (рис. 112). Ее толщина не равномерна и изменяется по мере поворота зуба относительно обрабатываемой поверхности.
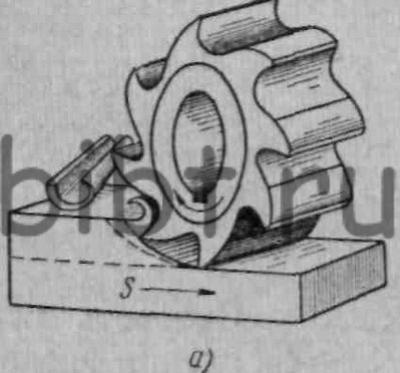
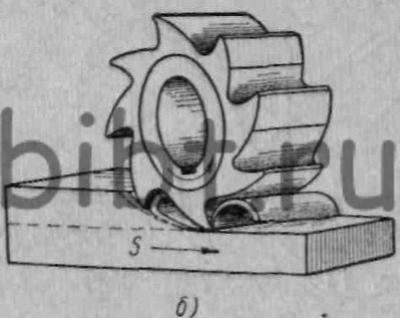
Рис. 113. Попутное (а) и встречное (б) фрезерование
Различают попутное (по подаче) и встречное (против подачи) фрезерование. В первом случае (рис. 113) направление подачи и вращения фрезы совпадают, во втором они направлены противоположно.
Чаще применяют второй способ, при котором толщина стружки постепенно увеличивается и достигает наибольшего значения при выходе зуба фрезы из контакта с обрабатываемой поверхностью.
Площадь поперечного сечения стружки в каждый момент резания — величина переменная.
Силы резания, действующие на зубья фрезы, имеют различные направления и разную величину в зависимости от направления подачи по отношению к направлению вращения фрезы, т. е. от способа фрезерования (встречное или попутное), а также от рода фрезерования (торцовыми фрезами или фрезами с периферическими зубьями). При встречном фрезеровании цилиндрическими фрезами сила резания Р, действующая на каждый зуб фрезы, может быть разложена на две составляющих: касательную к фрезеPz и радиальную Рy, направленную к центру фрезы. Касательная сила создает крутящий момент M = (Pz* d )/2 кГмм,
где d — диаметр фрезы в мм.