

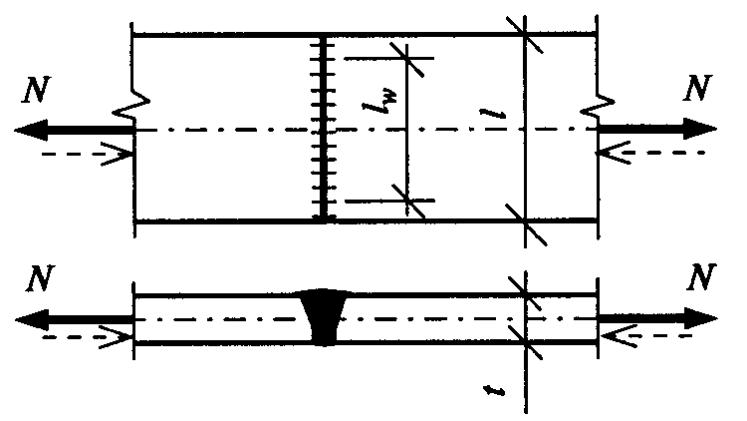
22 . Работа, расчёт сварных стыковых швов.
Стыковые швы — самые надежные, они вызывают наименьшие концентрации напряжений.
Стыковые швы при сжатии равнопрочны основному металлу, а при растяжении прочность их на 15% меньше.
Слабое место любого шва — его начало и конец, поэтому расчетную длину шва принимают меньше фактической длины (на непровар в начале и на кратер в конце шва). В стыковых швах длина шва уменьшается на две толщины соединяемых элементов
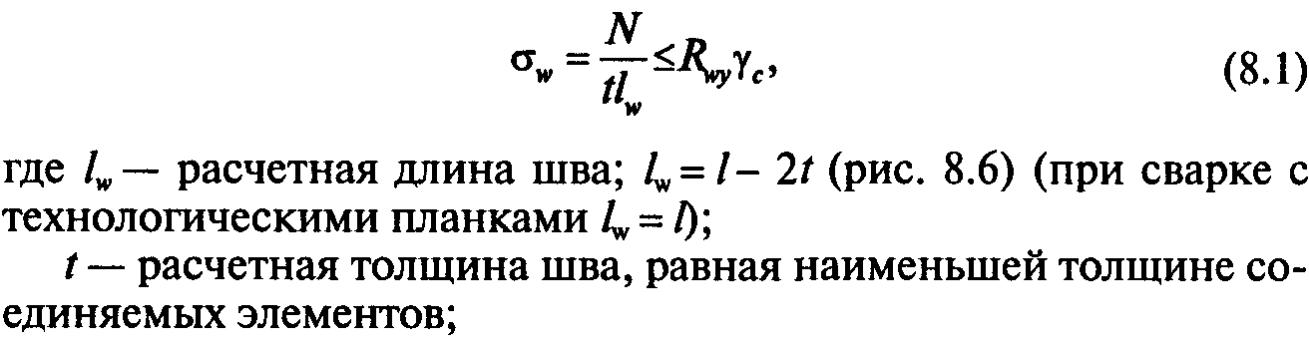
Условие
прочности
23. Конструктивные требования предъявляемые к сварным соединениям.
Для предупреждения возможности хрупкого разрушения необходимо:
а) предпочитать стали спокойных плавок, марку стали и материалы для сварки выбирать
строго в зависимости от условий работы конструкции;
б) стремиться к снижению концентраций напряжений, сварочных напряжений и деформаций;
в) избегать сварки при низких температурах.
Для уменьшения концентрации напряжений необходимо:
а) избегать пересечений швов и скоплений их в одном месте;
б) принимать число и размеры сварных швов минимально необходимыми;
в) предпочитать угловым швам стыковые (с подваркой корня);
г) избегать резких геометрических концентраторов напряжений (острых и прямых входящих углов, надрезов, щелей, резких изменений сечений и т. п.);
д) переходы от одной толщины (ширины) к другой устраивать плавными;
24.Работа и расчёт угловых швов.
Угловые сварные швы рассчитывают по двум сечениям:
-![]() по
металлу шва
по
металлу шва
-![]() по
металлу границы сплавления
по
металлу границы сплавления
![]()
![]()
г![]()
![]() де,
− - коэффициенты условий работы
шва, равные 1 во всех случаях, кроме
конструкций, возводимых в районах
Севера;
де,
− - коэффициенты условий работы
шва, равные 1 во всех случаях, кроме
конструкций, возводимых в районах
Севера;
![]() — расчетная
длина шва, принимаемая меньше его полной
длины на 10мм, мм;
— расчетная
длина шва, принимаемая меньше его полной
длины на 10мм, мм;
![]() — расчетное
сопротивление углового шва, при расчете
по металлу шва, принимается по таб.56
СНиП II-23-81*;
— расчетное
сопротивление углового шва, при расчете
по металлу шва, принимается по таб.56
СНиП II-23-81*;
![]() — расчетное
сопротивление углового шва при расчете
границе сплавления, определяется по
формуле .
— расчетное
сопротивление углового шва при расчете
границе сплавления, определяется по
формуле .
- высота катета шва, минимальные катеты швов назначаются по таб. 38*СНиП II-23-81*.
25.Достоинства и недостатки сварных швов.
Сварные соединения — наиболее распространенный и совершенный вид неразъемных соединений. Они образуются путем местного нагревания сопрягаемых участков свариваемых деталей до расплавленного (сварка плавлением) или до пластического состояния с последующим сдавливанием (контактная сварка). При этом используются силы межмолекулярного взаимодействия. Сварку широко применяют в машиностроении.
Достоинства сварных соединений: возможность получения изделий больших размеров (корпуса судов, железнодорожные вагоны, кузова автомобилей, трубопроводы, резервуары, мосты и др.); снижение массы по сравнению с литыми деталями до 30...50% и с клепаными— до 20% благодаря в основном уменьшению толщины стенок и припусков на механическую обработку, а также отсутствию ослабляющих отверстий и накладок как в заклепочном соединении; снижение стоимости изготовления сложных деталей в условиях единичного или мелкосерийного производства; малая трудоемкость, невысокая стоимость оборудования, возможность автоматизации; возможность достижения равнопрочности сварного изделия и свариваемых деталей.
Недостатки сварных соединений: возникновение при сварке дефектов швов, снижающих их прочность (особенно при переменном нагружении). На рис. изображены дефекты швов: а) непровар шва; б) подрез шва; в) смещение деталей в стыке; г) шлаковые 2 и газовые 3 включения (последние устраняются механической обработкой поверхностной зоны шва); возникновение остаточных напряжений (вследствие локальных термических деформаций от неравномерного нагрева соединяемых деталей) снижает прочность и вызывает необходимость проведения старения; сложность проведения контроля ответственных сварных изделий; местное оплавление участков деталей вблизи шва вызывает изменение химической структуры металла.