

1.24.Методы измерения длины полосы
Существует косвенный метод определения длины полос - расчётный, который применяется при прокатке горячекатаных полос ( рулонов).
 ,
где Ln-
длина готовой полосы, Q-масса
(объём) начальной заготовки (сляба),
,
где Ln-
длина готовой полосы, Q-масса
(объём) начальной заготовки (сляба),
Кр -расходный коэффициент , h- толщина полосы, в- ширина полосы, γ- плотность металла (для стали-7,85т/м3).
Зная конечную массу рулона, можно пользоваться формулой : Ln=Qрул · γ · h·в
Прямой метод измерения длины полосы, делится на контактные и бесконтактные.
Приборы для измерения длины проката можно классифицировать по трем признакам:
1) по направлению измерения относительно движения изделия;
2) по виду преобразователя, устанавливаемого на линии движения проката;
3) по наличию или отсутствию контакта измерителя с измеряемым изделием.
В зависимости от направления измерения относительно оси движения изделия различают два случая, когда изделие перемещается либо перпендикулярно оси измерения, либо параллельно.
В зависимости от вида преобразователя, устанавливаемого на линии движения проката, измерители длины можно разбить на два больших класса: электромеханические измерители длины (контактные) и фотоимпульсные измерители длины (безконтактные). Кроме того, к бесконтактным измерителям длины относятся приборы с магнитными и тепловыми метками, а также приборы, основанные на эффекте Доплера.
Электромеханические измерители длины (контактные)
Принцип работы: мерительный цилиндрический ролик, вращаемый на оси, прижимается к изделию и обкатывает его при поступательном движении. С роликом жестко связан импульсатор, который выдает определенное число импульсов на один оборот ролика.
Цена
импульса может быть определена по
следующей формуле:
 ,
,
где
n
- число импульсов на 1 оборот импульсатора;
Д - диаметр мерительного ролика;
 -
передаточное отношением м/у роликом
и импульсатором.
-
передаточное отношением м/у роликом
и импульсатором.
Подсчитав
число импульсов т
можно
определить длину изделия
 –
длина полосы.
–
длина полосы.
В данной системе возможно проскальзывание ролика по изделию. Чтобы избежать этого, применяют магнитные ролики или специальные прижимы.
Для того чтобы увел. точность умен. цену импульса.
В качестве мерительного ролика могут быть также использованы подающие ролики или валки прокатной клети. В последнем случае для определения цены импульса необходимо учитывать опережение металла. В процессе работы мерительный ролик изнашивается. При выборе импульсатора важна стабильность импульса во время работы измерительного ролика. Кроме того, надо учитывать, что увеличение числа импульсов на один оборот измерительного ролика уменьшает цену импульса, т. е. увеличивает точность измерения.
В качестве импульсаторов применяют сельсины, высокочастотные генераторы, а также фотоэлектрические, электромеханические, электромагнитные и другие устройства.
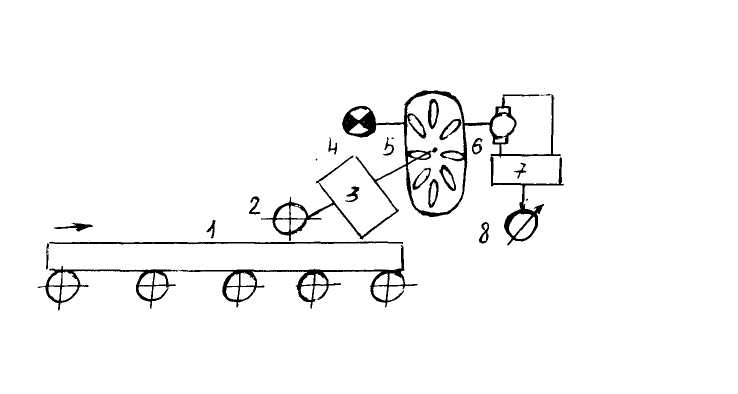
Схема электромеханического измерителя длины
1- полоса; 2 - мерительный ролик; 3 - редуктор;
4 - осветитель
5 - диск с прорезами
6 - фотоэлемент
7 - счетное устройство;
8 - прибор регистрирующий.
8- региструющий прибор
![]()
М- передаточное отношение редуктора
n- число импульса на один оборот импульсатора
К-цена одного импульса
В качестве импульсаторов могут быть использованы эл. механические, эл. магнитные, фотоимпульсные и др.
В качестве мирительного ролика, могут применять волки прокатного стана или падающие и тянущиеся ролики.
![]()
m – число импульсов измеренных на данной полосе
Точность измерений будет тем выше, чем будет меньше цена одного импульса.
Lб- базовая длина
Lдоб- добавочная длина
Можно измеряют не всю длину полосы, а часть кот. превышает базовую длину полосы (но она меньше положенной). Изменение диаметра ролика и калибровку цены импульса. Можно использовать рабочие валки (чист. гр.) вместо мерительного ролика, учитывать величину опережения. При этом ошибка в измерении длины составляет не более ±1,0%.
Недостаток:
1) он является контактным
2)сложно учесть изменение диаметра мерительного ролика из-за колебаний температуры этого ролика (тепловое расширение)