

Расчёт погрешности базирования заготовки в приспособлении.
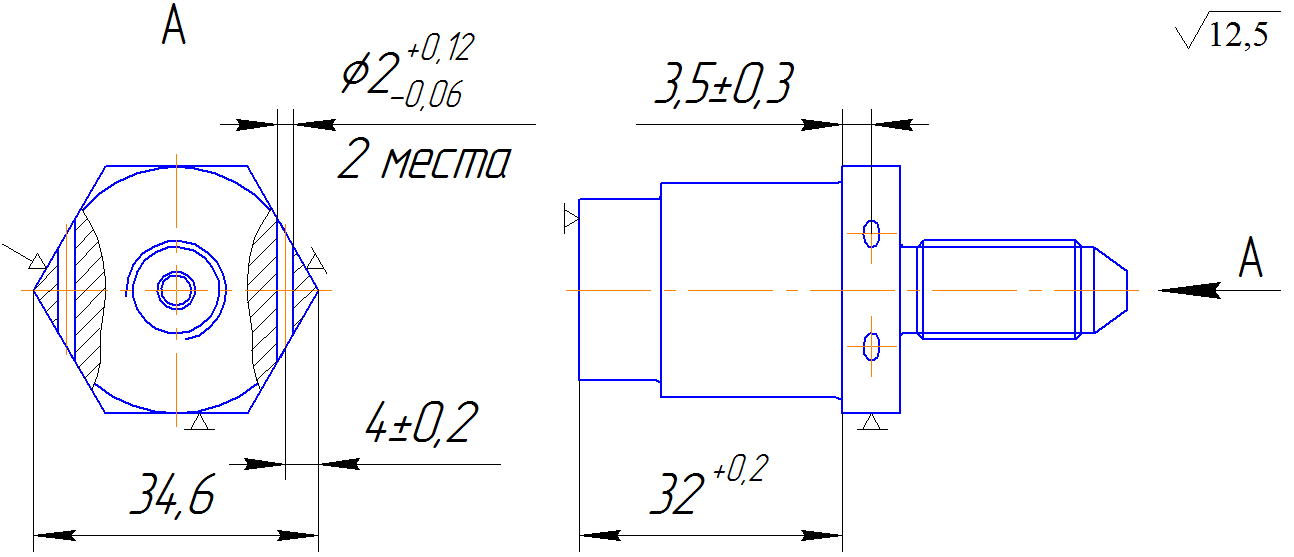
При сверлильной обработке отверстий, необходимо выполнить два, заданных чертежом, размера: 4±0,2мм. и 3,5±0,3мм.
Рассмотрим погрешность базирования для размера 4±0,2мм. Так как измерительной базой является угол шестигранника, а технологической базой является грань шестигранника, то погрешность базирования будет равна нулю:
ʌб=0;
так как измерительная база совмещена с технологической базой.
Теперь рассмотрим погрешность базирования для размера 3,5±0,3мм. Измерительная база не совмещена с технологической, следовательно погрешность базирования будет равна допуску на размер 32+0,2мм.:
ʌб=0,2мм.
Сравниваем полученную погрешность базирования с допуском на размер 3,5±0,3мм., допуск равен:
б3,5=0,6мм.
б3,5> ʌб
0,6мм.>0,2мм.
Вывод: погрешность базирования получилась меньше допусков на выполняемые размеры, следовательно данные технические требования по выполнению размеров может быть выполнено на всех деталях партии.
Расчёт усилия закрепления в приспособлении.
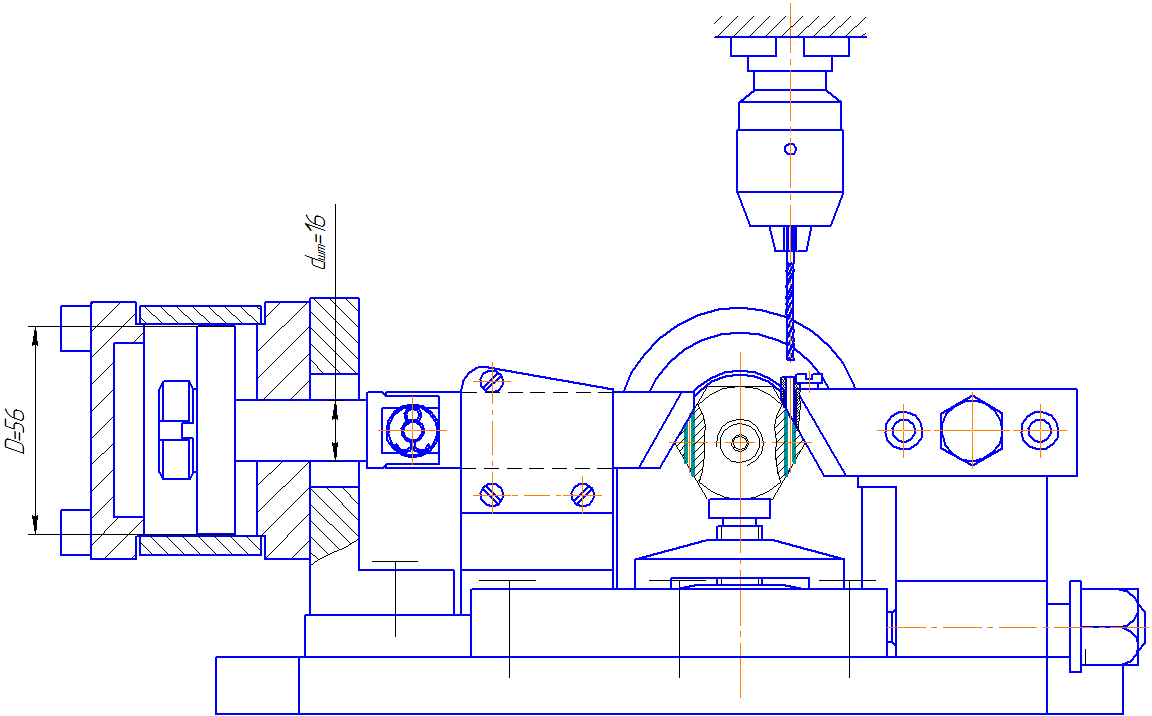
Закрепление детали производится подвижной призмой, которая связана со штоком пневмоцилиндра.
Усилие закрепления создаётся пневмоцилиндром и передаётся на призму с помощью шплинта.
Для выбора размера пневмоцилиндра при проектировании приспособления необходимо определить усилие резания, возникающее в процессе обработки отверстий.
Определяю необходимое усилие закрепления:
Nз=2*Pz,
где Pz=15кг. – это усилие резания,
Nз=2*15=30кг.
Определяю усилие, создаваемое пневмоцилиндром:
Q=(Pb*π*(D2*dшт2)*η)/4,
где Pb=4кг/см2 – это давление сжатого воздуха,
D=56мм. – диаметр поршня пневмоцилиндра,
dшт=16мм. – диаметр штока пневмоцилиндра,
η=0,9 – КПД.
Q=(4*3,14*(5,52*1,62)*0,9)/4=78,2кг.
Сравниваю необходимое усилие закрепления с усилием закрепления, создаваемое пневмоцилиндром:
Nз ≤ Q
30кг. ≤ 78,2кг.
Вывод: необходимое усилие закрепления меньше создаваемого усилия закрепления почти в 3 раза, следовательно деталь надёжно закреплена в приспособлении.
Заключение.
В ходе выполнения курсового проекта были достигнуты следующие цели:
- закрепление теоретических знаний, полученных при изучении предмета “Технологическая оснастка” и других специальных дисциплин;
- закрепление знаний, полученных во время практики в процессе получения первичных профессиональных навыков и практики по профилю специальности;
- получение необходимых практических навыков проектирования технологической оснастки для выполнения заданной технологической операции, оформления технического задания (заказа) на проектирование специальной технологической оснастки;
- умение читать чертежи чертежи технологической оснастки, проводить анализ технологического назначения, конструкции и принципа работы станочных приспособлений.
Использование станочного приспособления “Кондуктор для сверления контровочных отверстий” на операции 030 вертикально-сверлильная позволяет надёжно и быстро установить и закрепить деталь для последующей её обработки. Быстрая установка детали в приспособление достигается при помощи планки 19, упора 43 и упора 47. Надёжное закрепление производится благодаря пневмоприводу, который прикладывает силу закрепления в 3 раза больше необходимой силы. А самое главное, что при такой схеме базирования и закрепления снижается трудоёмкость и соответственно себестоимость детали, а также повышенное качество выпускаемой продукции, так как погрешность базирования для выполняемых размеров получилась намного меньше допусков на эти размеры.