

Які конструктивні особливості кованок, що виготовляються штампуванням на гкм
31. Назвіть завершальні й оздоблювальні операції після об'ємного штампування.
32. Проаналізувати причини виникнення дефектів штампованих заготовок і можливі способи їх виправлення.?
Основними причинами виникнення дефектів є затиски та недоштампування. Затискою є складка заштампована в тіло заготовки. Одна з форм попередження виникнення дефектів та отримання якісних кованок є штампування кованок з використанням технологічного процесу вальцювання для витяжки кінця заготовк та подальшого їх оброблення в підготовчих рівчаках які служать для пере розподілення металу вихідної заготовки вв штамп перед завершальним штампуванням в чистовому рівчаку
Проаналізувати суть, переваги, недоліки і галузь застосування прокатування. Наведіть схеми поперечного і поздовжнього прокатування.
Прокатування - процес пластичного деформування тіл, між обертовими привідними валками. Слова "привідними валками" означають, що енергія необхідна для здійснення деформації передається через валки, з'єднані з двигуном прокатного стану. Деформируемое тіло можна протягувати і через неприводні (холості) валки, але це буде не процес прокатки, а процес волочіння.
Прокатка відноситься до числа основних способів обробки металів тиском. Прокаткою отримують вироби (прокат) різноманітної форми і розмірів. Як і будь-який інший спосіб обробки металів тиском прокатка служить не тільки для отримання потрібної форми вироби, а й для формування у нього певної структури і властивостей.
Процеси прокатки класифікують за такими ознаками:
по температурі проведення процесу прокатку ділять на гарячу (температура металу при реалізації процесу вище температури рекристалізації) і холодну (температура металу нижче температури рекристалізації). Також має місце так звана тепла прокатка - обробка в області проміжних температур;
по взаємному розташуванню осей валків і смуги розрізняють подовжню (вісь прокочується смуги перпендикулярна осях валків), поперечну (вісь прокочується смуги паралельна осях валків) і поперечно-гвинтову або "косу" прокатку (осі валків знаходяться під деяким кутом один до одного і до осі прокатуваної смуги;
за характером впливу валків на смугу та умовам деформації прокатка буває симетричною і несиметричною. Симетричної прокаткою називають процес при якому вплив кожного з валків на прокочується смуги є ідентичним. Якщо ця умова порушується процес слід віднести до несиметричного;
по наявності або відсутності зовнішніх сил прикладених до кінців смуги виділяють вільну і невільну прокатку. Прокатка називається вільною якщо на смугу діють тільки сили, прикладені з боку валків. Невільна прокатка здійснюється з натягом або підприєм-решт смуги.
П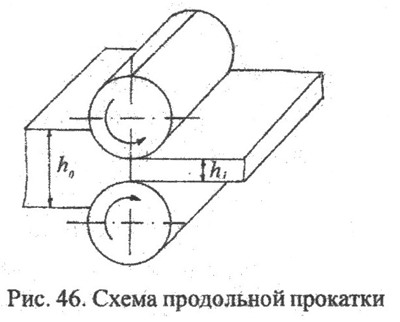 оздовжня
прокатка - плющення,
при якій деформація оброблюваного
виробу відбувається між валками, що
обертаються в протилежних напрямках і
розташованими в більшості випадків
парал
ельно один іншому.
оздовжня
прокатка - плющення,
при якій деформація оброблюваного
виробу відбувається між валками, що
обертаються в протилежних напрямках і
розташованими в більшості випадків
парал
ельно один іншому.
Сили тертя, що виникають між поверхнею валків і прокочується металом, втягують метал у міжвалкового простір. При цьому метал піддається пластичної деформації:
-висота його перетину зменшується
-довжина і ширина збільшуються.
При
поперечної прокатці
оброблюване тіло (циліндричної форми)
поміщається в зазор між двома валками
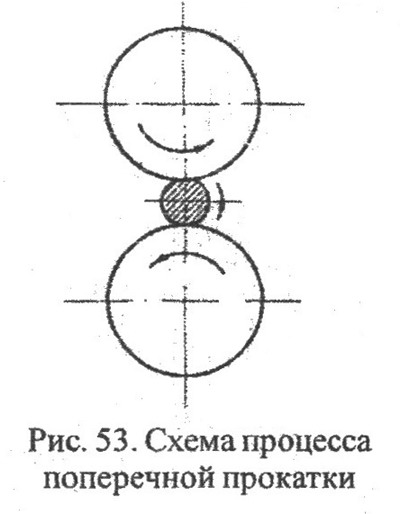 обертаються
в одну сторону і отримує обертальний
рух за рахунок сил тертя на контактній
поверхні. Деформація тіла відбувається
при зустрічному зближенні валків. У
поздовжньому напрямку оброблюване тіло
не переміщається (якщо немає спеціальних
тягнуть пристроїв). Поперечна прокатка
використовується для виготовлення
валів, осей, втулок та інших тіл обертання.
обертаються
в одну сторону і отримує обертальний
рух за рахунок сил тертя на контактній
поверхні. Деформація тіла відбувається
при зустрічному зближенні валків. У
поздовжньому напрямку оброблюване тіло
не переміщається (якщо немає спеціальних
тягнуть пристроїв). Поперечна прокатка
використовується для виготовлення
валів, осей, втулок та інших тіл обертання.
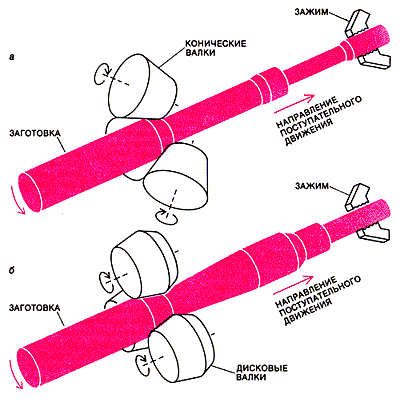
Поперечно-гвинтова прокатка займає проміжне положення між поздовжньої і поперечної. Цей спосіб широко використовується для отримання порожнистих трубних заготовок (гільз). Оброблюване тіло (циліндричної форми) проходячи між валками, обертається і одночасно здійснює поступальний рух, тобто кожна точка тіла (за винятком розташованих на його осі) рухається по гвинтовій траєкторії.
+ эффективность - непрерывный процесс производительнее циклического, обработка совмещена с транспортировкой (слышали про роторные линии?)
- ограниченная номенклатура деталей, сложность переналадки, необходимость, в общем случае, нагрева обрабатываемого материала.