

Сводная таблица режимов резания и норм времени
№ |
Наименование операции |
Sо |
V |
n |
P |
N |
To |
Tшт |
1 |
Токарная |
0.05 |
300 |
1600 |
51.8 |
0.13 |
0.31 |
2 |
2 |
Сверлильная |
0.135 |
4 |
1100 |
- |
0.01 |
0.15 |
1.7 |
3 |
Фрезерная |
- |
188 |
935 |
- |
4.3 |
0.062 |
2 |
1.2 Конструкторская часть
1.2.1 Конструирование и расчёт режущего инструмента
Расчет концевой фрезы Ø 2.5
2.1.1.Рассчитываю число зубьев
 m=0.9
z=0.9
m=0.9
z=0.9
Принимаем 4 зуба
2.1.2.Определяю шаг зубьев фрезы
Окружной торцевой шаг
Sокр= =
= мм
мм
Осевой шаг при w=20º
Sос *ctg
w=
*ctg
w= *2.75=29мм
*2.75=29мм
2.1.3.Проверяю полученные величины Sос и z на условия равномерного фрезерования.
C= =
= =0.93,
условие обеспечено
=0.93,
условие обеспечено
В=27
2.1.4.Расчитываю конус Морзе.
Осевая составляющая силы резания
Px =9,81*Cp*Dxp*Soyp*Kмp
Км.р= 0,75=
0,75= 0,75=0.682
0,75=0.682
Px=9.81*68*10*0.40.7*0.682=2396 Н
Крутящий момент
Мср=9,81*См*Dzм*Soyм*Кмм
См=0,0345;zм=2;yм=0.8; Кмм=0,682
Мср=9,81*0,0345*1012*0,40,8*0,682=11,1Н*м
Определяю номер конуса Морзе хвостовика №1 dср=22,2
2.1.5 по справочнику принимаю L=99; l1=22;h=2,4;r=1;r1=1;f=1,2
1.2.2 Конструирование и расчёт измерительного инструмента
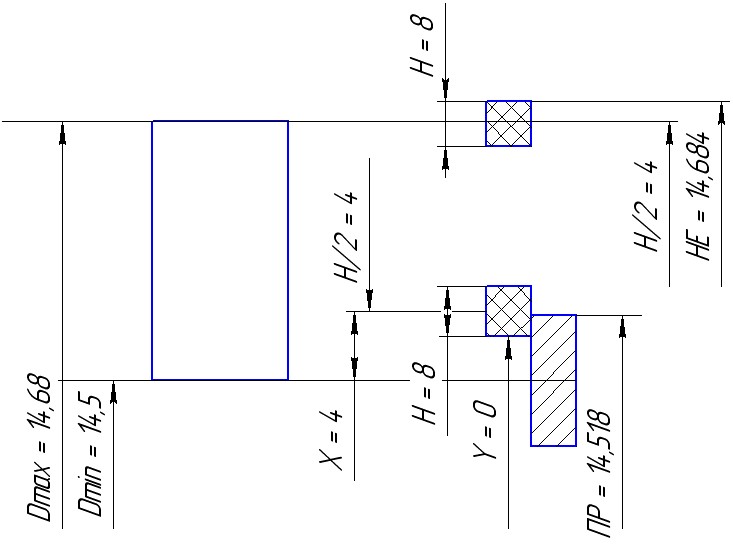
Калибр-пробка для контроля диаметра 14.518 Н7 (+0,018)
2.2.1 Исполнительные размеры проходных калибров-пробок Прп с номинальным размером отверстия до 180 мм определяются по формуле:
Прп = Dmin + Δo + Hk/2 = 14.5 + 0,014 + 0,008/2 = 14,518 мм
Dmin – наименьший предельный размер изделия, мм
Δo – отклонение середины поля допуска на изготовление проходного калибра для отверстия относительно предельного размера изделия, мм
Hk – допуск на изготовление калибров, мм
2.2.2 Исполнительные размеры непроходных калибров-пробок НЕп с номинальным размером отверстия до 180 мм
НЕп = Dmax + Hk/2 = 14,68 + 0,008/2 = 14,684 мм
Dmax – максимальный предельный размер изделия, мм
2.2.3 Предельный размер изношенного калибра При с номинальным размером отверстия до 180 ммПри = Dmin – yв = 14.5 – 0 = 14,5 мм
1.3 Охрана труда и промышленная санитария.
1.3.1 Охрана труда на участке. Мероприятия по охране труда.
Мероприятия по охране окружающей среды - запланированная конкретная деятельность организации, направленная на выполнение целей в области, охраны труда определяемых требованиями законодательных и иных нормативных правовых актов, а также политикой организации в области охраны труда; является составной частью системы управления охраны труда (СУОТ), обеспечивает осуществление программ по охране труда.
В соответствии с ГОСТ Р 12.0.006—2002 "Общие требования к управлению охраной труда в организации" и с международными стандартами по СУОТ необходимо вводить и поддерживать порядок непрерывного выявления опасных факторов, оценки риска и принятия мер для снижения уровня риска, разрабатывать профилактические и корректирующие мероприятия на основе результатов мониторинга условий труда.