

1.1.4 Разработка принятого технологического процесса
Необходимо применение новейших методов обработки, передовых приемов труда для максимальной загрузки оборудования, повышения производительности труда, снижения трудоемкости изготовления и стоимости детали.
Операция: 005 Заготовительная
Операция: 010 Токарно-револьверная с ЧПУ
Оборудование: Токарно-револьверный станок с ЧПУ 1Е365ПФ3
Режущий инструмент: Резец проходной упорный, канавочный резец, отрезной резец, свело.
Измерительный инструмент: Калибр-скоба, калибр-пробка.
Операция: 015 Токарно-револьверная с ЧПУ
Оборудование: Токарно-револьверный станок с ЧПУ 1Е365ПФ3
Режущий инструмент: Проходной упорный резец, резец расточной.
И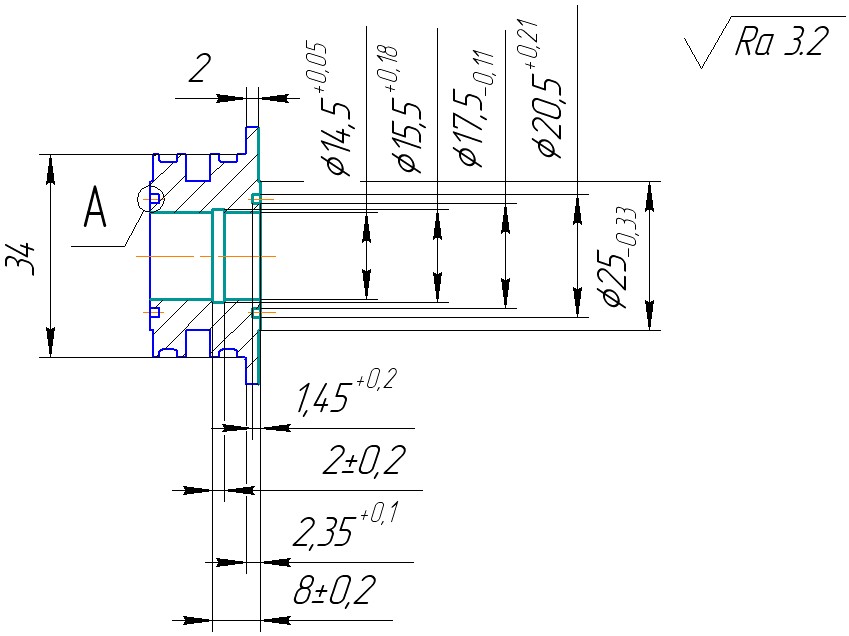 змерительный
инструмент: Калибр-пробка, калибр-скоба
змерительный
инструмент: Калибр-пробка, калибр-скоба
Операция: 020 Вертикально-фрезерная
Оборудование: Вертикально-фрезерый станок 6Р12
Режущий инструмент: Концевая фреза
Измерительный инструмент: Калибр-скоба
Операция 025: Вертикально-сверлильная
Оборудование: Вертикально-сверлильный станок 2Н135
Режущий инструмент: Сверло, зенкер
Измерительный инструмент: Калибр-пробка

Операция 030: Вертикально-сверлильная
Оборудование: Вертикально-сверлильный станок 2Н150
Режущий инструмент: Сверло, зенкер
Измерительный инструмент: Калибр-пробка
Операция 035: Круглошлифовальная
Оборудование: Круглошлифовальный станок 3М151Ф2
режущий инструмент: Шлифовальный круг
измерительный инструмент: Скоба
1.1.5 Расчет межоперационных припусков
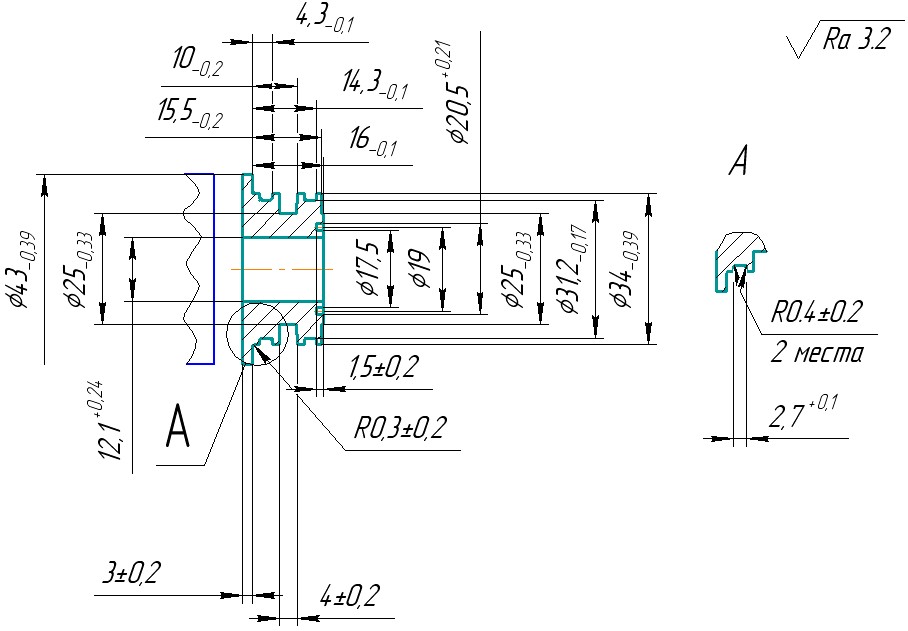
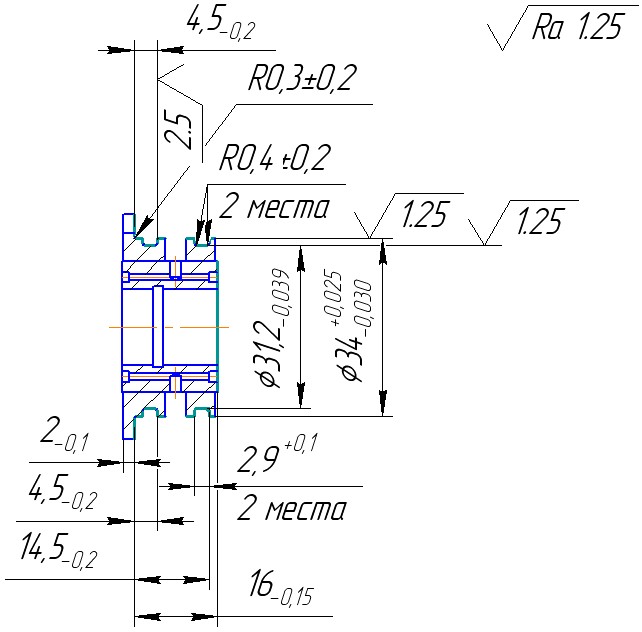
Определяю припуск на наружный диаметр детали D=34 (0.025) мм
005 Припуск на шлифовальную операцию 0.4 мм h7 (+0.025)
010 Припуска на токарно-чистовую операцию 1.4 мм h9 (+0.24)
015 Припуск на токарно-черновую операцию 3.7 мм h12 (+0.48)
2Z=2Zшлиф + 2Zток.чист. + 2Zток.черн. = 0.8+2.8+7.4=11 мм
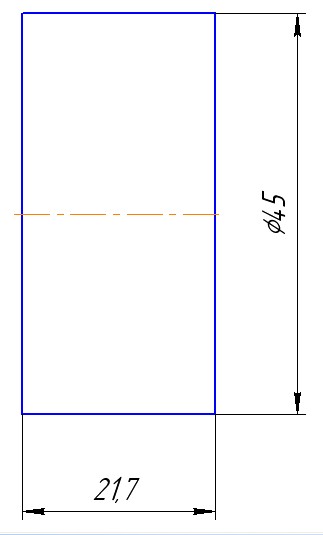
Определяю минимальный размер заготовки
Dзаг = D + 2Z = 34+11=45 мм
По ГОСТ принимаю 45 мм
Определяю действительный припуск
ZD = 45-34 = 11мм
Размер детали |
Допуск на шлифование |
Припуск на шлифование |
Допуск на токарно-чистовую операцию |
Припуск на токарно-чистовую операцию |
Допуск на токарно-черновую операцию |
Припуск на токарно-черновую операцию |
Размер заготовки |
Допуск заготовки |
34 |
(-0.025) h7 |
0.4 мм |
(-0.062) h9 |
1.4 мм |
(-0.160) h12 |
3.7 мм |
45 |
h13 |
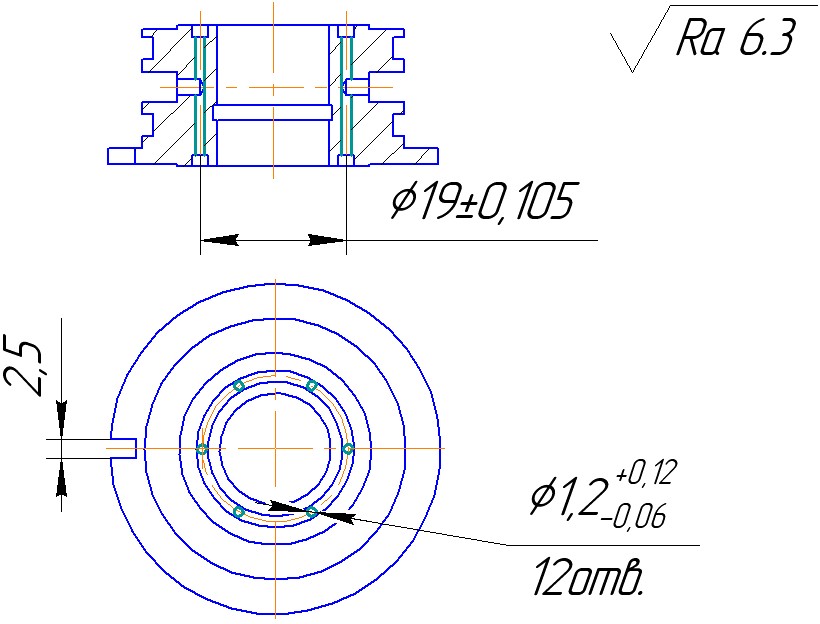
Определяю припуск на отверстие D=14.5 (+0.12) мм
005 Припуск на растачивание 1.2 мм H12 (+0.12)
010 Припуск на сверление 12.1 мм H14 (+0.24)
Определяю общий припуск на обработку заготовки
2Zо=2Zраст. + Zсверл. = 1.4 + 12.1 = 14.5мм
Действительный припуск будет
2Zд= Dотв. - Dсверл. = 14.5 – 12.1 = 2.4 мм
Размер отверстия |
Допуск на растачивание |
Припуск на растачивание |
Допуск на сверление |
Припуск на сверление |
Допуск на сверл |
14.5 |
H12 |
1.4мм |
H14 |
12.1мм |
H14 |
|
|||||
Определяю припуск на длинновой размер L=18.3 (+0.12) мм
Левый торец:
005 Припуск на чистовое точение 1 мм H12 (+0.12)
010 Припуск черновое точение 0.6 мм H14 (+0.24)
Определяю припуск на левый торец заготовки
Z1=Zчерн.точ. + Zчист.точ. = 1+0.6 = 1.6мм
Правый торец:
005 Припуск на шлифование точение 0.2 мм H7 (+0.06)
010 Припуск на чистовое точение 0.6 мм H10 (+0.12)
015 Припуск на черновое точение 1 мм H12 (+0.24)
Определяю припуск на правый торец заготовки
Z2 = Zчерн.точ. + Zчист.точ. + Zшлиф. = 1+0.6+0.2 = 1.8 мм
Общий припуск на обработку составляет:
Zобщ = Z1 + Z2 = 1.6+1.8 = 3.4мм
Размер детали |
Допуск на шлифование |
Припуск на шлифование |
Допуск на чист. точ. |
Припуск на чист. точ. |
Допуск на черн. точ. |
Припуск на черн. точ. |
Размер заготовки |
18.3 |
H7 (+0.06) |
0.2 |
H10 (+0.12) |
1.2 |
H12 (+0.24) |
2 |
21.7 |