

Содержание
1 Определение припусков на обработку поверхностей отливки_____________________
2 Определение общего припуска на обработку___________________________________
2.1 Определение класса размерной точности отливки_____________________________
2.2 Определение степени точности поверхностей отливки_________________________
2.3 Определение ряда припуска на механическую обработку отливки_______________
2.4 Определение уровня точности обработки____________________________________
2.5 Определение допусков размеров отливки____________________________________
2.6 Определение допусков цилиндричности элементов отливки____________________
2.7 Определение общего допуска элементов отливки_____________________________
2.9 Определение вида окончательной механической обработки_____________________
2.9.1 Определение общего припуска на сторону__________________________________
2.10 Степень коробления элементов отливки____________________________________
2.11 Класс точности массы отливки____________________________________________
2.12 Допуск массы отливки___________________________________________________
2.13 Допуски смещения______________________________________________________
3 Технические требования на отливку__________________________________________
3.1 Материал заготовки______________________________________________________
3.2 Размеры для справок_____________________________________________________
4 Нормы точности отливки___________________________________________________
5 Значение номинальных масс________________________________________________
6 Требования к качеству _____________________________________________________
7 Другие требования к качеству отливки________________________________________
8 Указание о маркировании и клеймении_______________________________________
9 Ссылки на другие документы содержащие
технические требования на отливку___________________________________________
Список использованных источников___________________________________________
1 Определение припусков на обработку поверхностей отливки
В соответствии с рисунком 1 определим по ГОСТ Р53464-2009 припуск на обработку цилиндрической поверхности Ø 87+0.31мм, Ø 64+0.37мм, Ø 45+0.43мм, 212+0.57мм, нетермообрабатываемой отливки крышки подшипника, получаемой литьем в песчано-глинистые сухие формы.
Для обработки отливки в механизированном мелкосерийном производстве используютнеавтоматизированные станки нормальной степени точности. Требования к точности формы и взаимного расположения поверхностей отливки не нормируются (не указываются в чертеже)
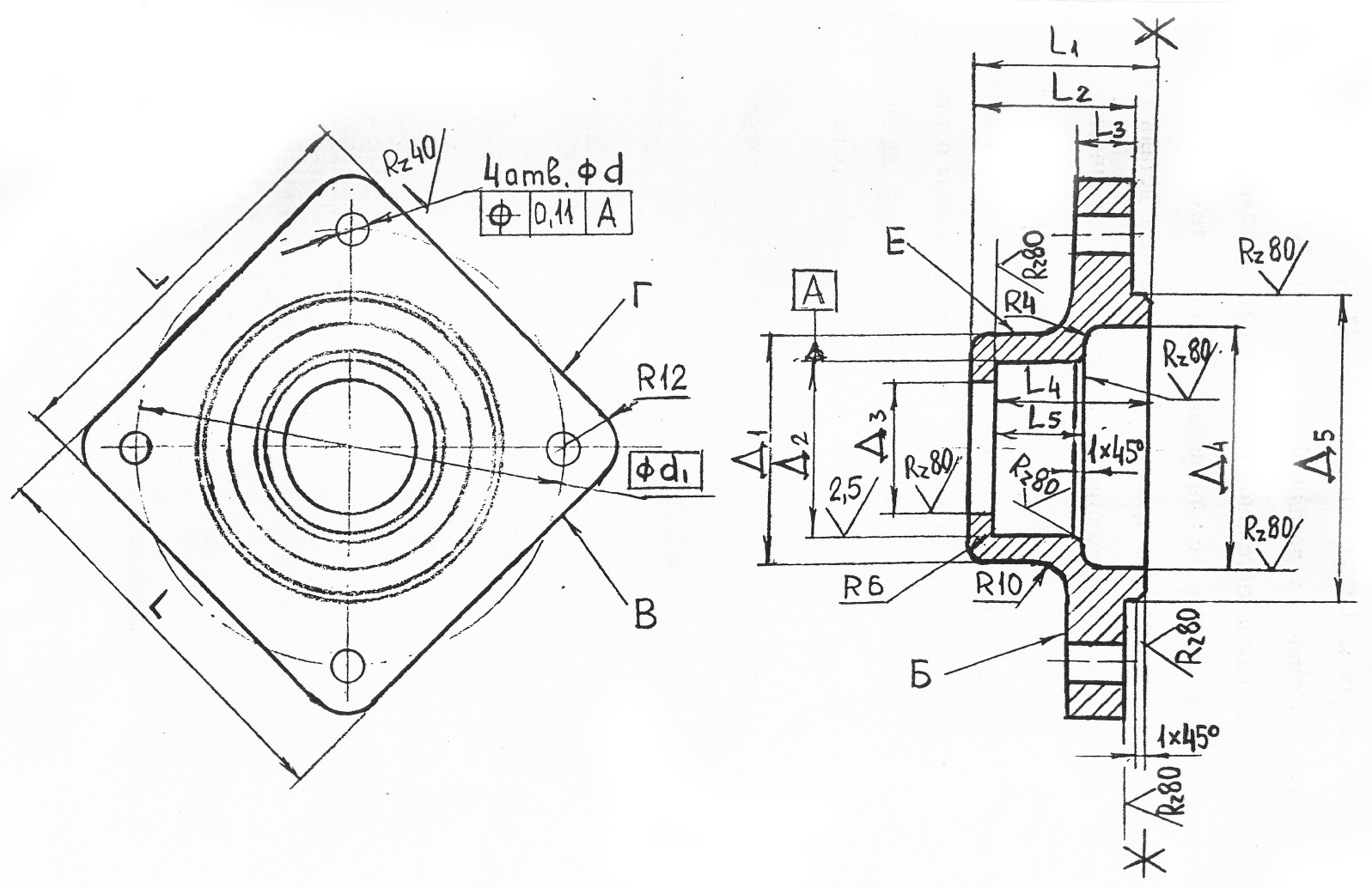
Рисунок 1 – деталь «крышка подшипника»
2 Определение общего припуска на обработку
2.1 Определение класса размерной точности отливки
Класс размерной точности отливки определяем по таблице А1 (1,с 27, табл. А1)
Принимая во внимание примечание к таблице А1, учитывающее тип производства, назначаем 13 класс точности.
2.2 Определение степени точности поверхностей отливки
Степень точности поверхностей отливки определяем по таблице В1 (1,с 30, табл. В1)
С учетом примечаний к таблице В1, принимаем 19 степень точности
2.3 Определение ряда припуска на механическую обработку отливки
Ряд припуска на механическую обработку отливки определяем по таблице Е1 (1,с 36, табл Е1)
Учитывая пункт 2 примечания к таблице Е1, выбираем 13 ряд припуска
2.4 Определение уровня точности обработки
Уровень точности обработки отливки определяем по таблице Ж1 (1, с 37, табл. Ж1)
На точность обработки оказывает влияние тип управления станком, и в первую очередь тип управления движения подачи. Так при ручной подаче из-за неравномерности ее скорости точность обработки может быть ниже, чем при механической подаче с равномерной скоростью движения. Поэтому учитывая, что для обработки отливки используется металлорежущие станки нормальной степени точности с ручным движением подачи, назначаем пониженный уровень точности обработки.