

12.5. Матриці
Матриці бувають круглими і прямокутними (тубусними). Матриці виго-товляють за ОСТ 27-08-112-72. Вони є основним робочим органом преса, тому що за їх конструкцією визначаються форма і якість виробів.
Круглі матриці використовують для формування всіх типів виробів, а т-убусні – для довгих макаронних виробів.
Основним робочим елементом матриці є формуючі отвори, за розмірами і формою яких визначається форма виробів. Усі різновиди отворів можна звести до трьох:
отвори з вкладишами для формування трубчастих виробів (макарони, ріжки, пера);
отвори без вкладишів для формування суцільних виробів (локшина, вер-мішель);
щілиноподібні для пресування тістових стрічок при виготовленні штам-пованих виробів.
Щоб забезпечити міцність, матриці виготовляють з міцних металів, інерт-них до макаронного тіста, таких як латуні ЛС591 (ГОСТ15527-70), бронзи БрАЖ9-4 і нержавіючої сталі ІХІ8Н9Т (ГОСТ 5949-75).
Швидкість випресовування тіста і через це продуктивність матриці зале-жить від адгезії тіста до матеріалу отворів. Чим нижча адгезія, тим з більшою швидкістю можна випресовувати тісто, забезпечуючи гладку поверхню виробів. Прилипання тіста зменшують використанням вставок із фторопласта-4 (ГОСТ 10007-80Е), тефлону або отвори матриць полірують і хромують. Однак останні способи зменшення адгезії дорожчі і менш ефективні. Якщо для бронзових і сталевих матриць швидкість випресовування не перевищує 5…25 мм/с залежно від типу виробів, то для матриць із фторопластовими вставками вона в 2–3 рази вища.
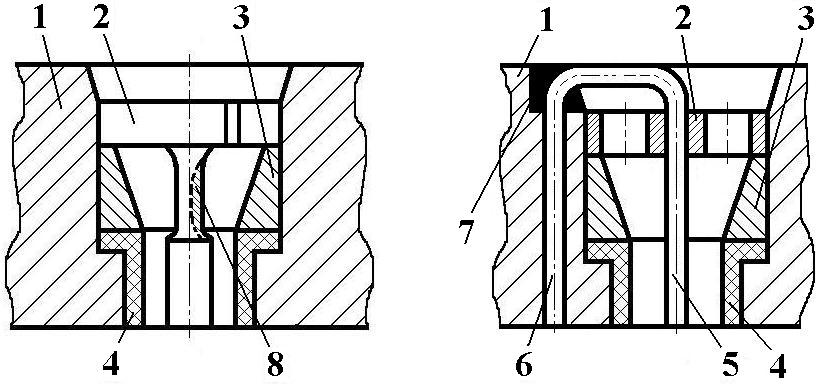
Конструкцію одного з отворів матриці для формування трубчастих виробів наведено на рис. 72,а. Отвори в корпусі 1 матриці роблять ступінчас-
 а)
б)
а)
б)
Рис.72. Матриці макаронних пресів для формування трубчастих виробів: а – коротких; б – довгих; 1 – корпус; 2 – вкладиш; 3 – проміжне кільце; 4 – вставка з фторопласту або тефлону; 5 – трубка; 6 – отвір у корпусі матриці; 7 – місце пайки; 8 – виріз у вкладишеві для форму-вання зігнутих макаронних виробів
тими, в них запресовують фторопластові вставки 4 і бронзові вкладиші 2. Від-стань між ними видержується за допомогою проміжних кілець 3. Вкладиші фік-суються в отворі за допомогою двох (двохопорні) або трьох (триопорні) опор-них поверхонь однакового циліндричного профілю. Триопорні вкладиші забез-печують рівномірнішу товщину стінок виробів, але менший коефіцієнт живого перерізу матриці, тобто відношення сумарної площі всіх отворів до площі всієї матриці у процентах.
Таблиця 24
Основні габаритні розміри круглих і прямокутних матриць
Габаритні розміри, мм |
Тип матриць |
|
Круглі |
Прямокутні (тубусні) |
|
Діаметр |
298, 350, 400, 450 |
– |
Довжина |
– |
955 |
Ширина |
– |
100 |
Висота |
22, 28, 60 |
31–50 |
Таблиця 25
Технічні характеристики матриць
Умовне позначення матриці |
Асортимент, переріз виробу, мм |
Кількість вставок у матриці, шт. |
Кількість формуючих отворів у вставці, шт. |
Загальна кількість формуючих отворів у матриці, шт. |
1В11Ø=1,5 Ф2 |
Вермішель, d=1,5 |
102 |
19 |
1938 |
1В11Ø=1,2 |
Вермішель, d=1,2 |
102 |
55 |
5610 |
1Л31 3,0·1,0 |
Локшина, 3,0·1,0 |
102 |
11 |
1122 |
1Л31 3,0·1,6 Ф |
Локшина, 3,0·1,6 |
120 |
5 |
600 |
1Л31 5,0·1,0 |
Локшина, 5,0·1,0 |
102 |
11 |
1122 |
1Л31 7,0·1,2 Ф |
Локшина, 7,0·1,2 |
120 |
3 |
360 |
1М11 Ø5,5 |
Макарони особливі Ø5,5 |
600 |
1 |
600 |
1М11 Ø7,0 |
Макарони особливі Ø7,0 |
420 |
1 |
420 |
1Р11 Ø3,6 |
Ріжки Ø3,6 |
432 |
1 |
432 |
1Р12 Ø5,5 Ф |
Ріжки рифлені Ø5,5 |
214 |
1 |
214 |
1Р11 Ø5,5 Ф |
Ріжки гладкі Ø5,5 |
278 |
1 |
278 |
Примітка. Буква Ф у позначенні матриці означає наявність у матриці фторопластових вставок.
Матриця з прямими вкладишами використовується для формування пря-мих виробів (макарони, пера та ін.), а матриця, вкладиші якої мають з одного боку вирізи 8, – для кривих виробів (ріжки). Викривлення виробів спричи-нюється зменшенням гідравлічного опору з боку вирізу і внаслідок цього збіль-шенням швидкості тіста.
Під час формування довгих виробів трубчастого перерізу можливе зли-пання їх стінок внаслідок того, що в тістових трубках через їх значну довжину, малий діаметр і велику швидкість випресовування може створюватись вакуум,
я
Рис.73.
Схема вакуумної установки преса: 1 –
вакуум-насос (водокільцевий); 2 – фільтр
тіс-тозмішувача або вакуум-клапан
пресуючого циліндра; 3 – ресівер; 4 –
вакууметр; 5 – зво-ротній клапан; 6 –
електродвигун насоса; 7 – пружна муфта;
8 – труба для видалення сумі-ші води і
повітря з насоса; 9 – труба для під-живлення
насоса водою; 10 –
лійка
для залив-ки вакуум-насоса перед пуском;
11 – зливні труби з вентилями; 12 – ємність
для
води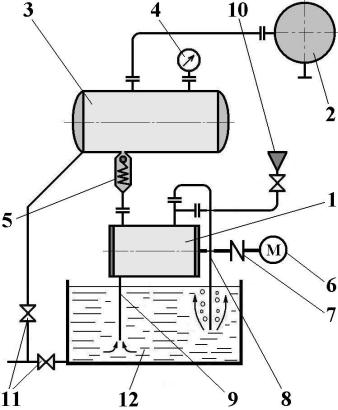
Вироби суцільного перерізу (вермішель, локшина) формують-ся за допомогою як круглих мат-риць, так і тубусних, в отворах яких вкладиші відсутні.
Матриці з щілиноподібними отворами виготовляють з двох дисків, які з’єднують болтами. Ці диски утворюють щілину, ширина якої визначає товщину стрічки тіста. Тісто подається в щілину крізь отвори у верхньому диску.
Під час переведення преса на формування інших виробів, а також якщо більш як 4% отворів засмічено, матриці пресів замінюють. Зняту матрицю зану-рюють на добу в воду з температурою 40…50 ˚С. Використовувати більш гаря-чу воду не можна через можливу коагуляцію білків і внаслідок цього повне за-купорювання отворів. Після відмочування матриці миють струменями води під тиском до 10 МПа у спеціальних машинах для миття матриць.
Основні габаритні розміри круглих і прямокутних матриць наведені у табл. 24, а технічні характеристики деяких із них у табл. 25.