

10.4. Визначення кількості контейнерів, лотків і хлібоукладальних машин
Кількість контейнерів і лотків визначається на підставі продуктивності підприємства, кг/год.,
 (243)
(243)
де
![]() ,
– продуктивність хлібозаводу по сортах
та їх кількість.
,
– продуктивність хлібозаводу по сортах
та їх кількість.
Кількість контейнерів або лотків, шт/год,
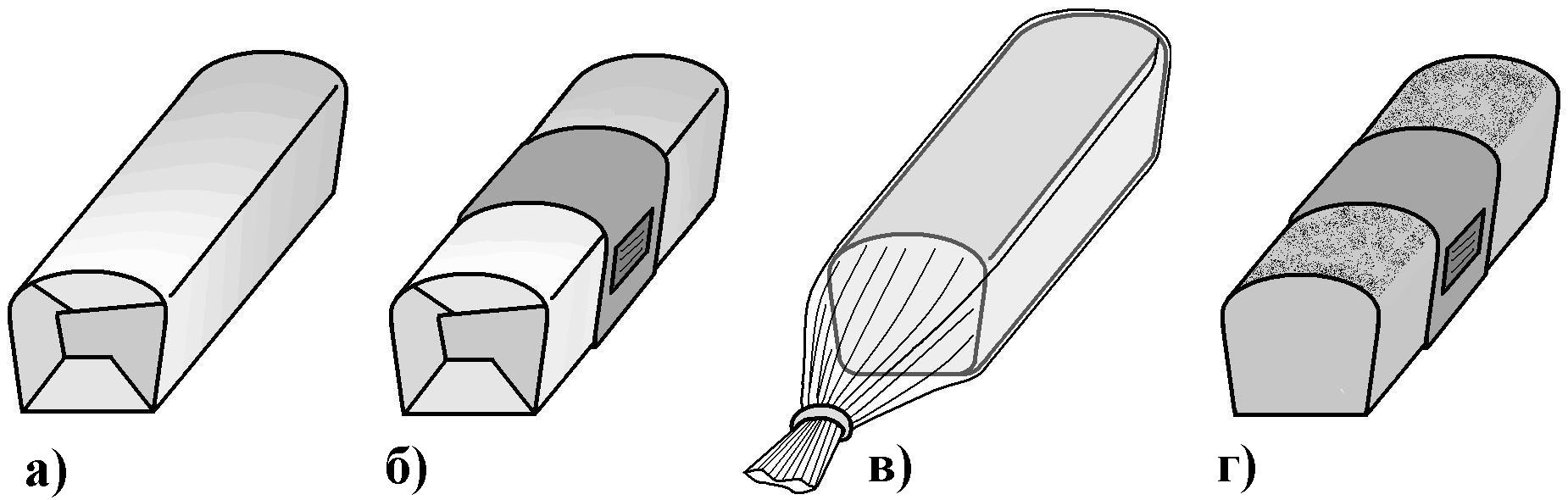
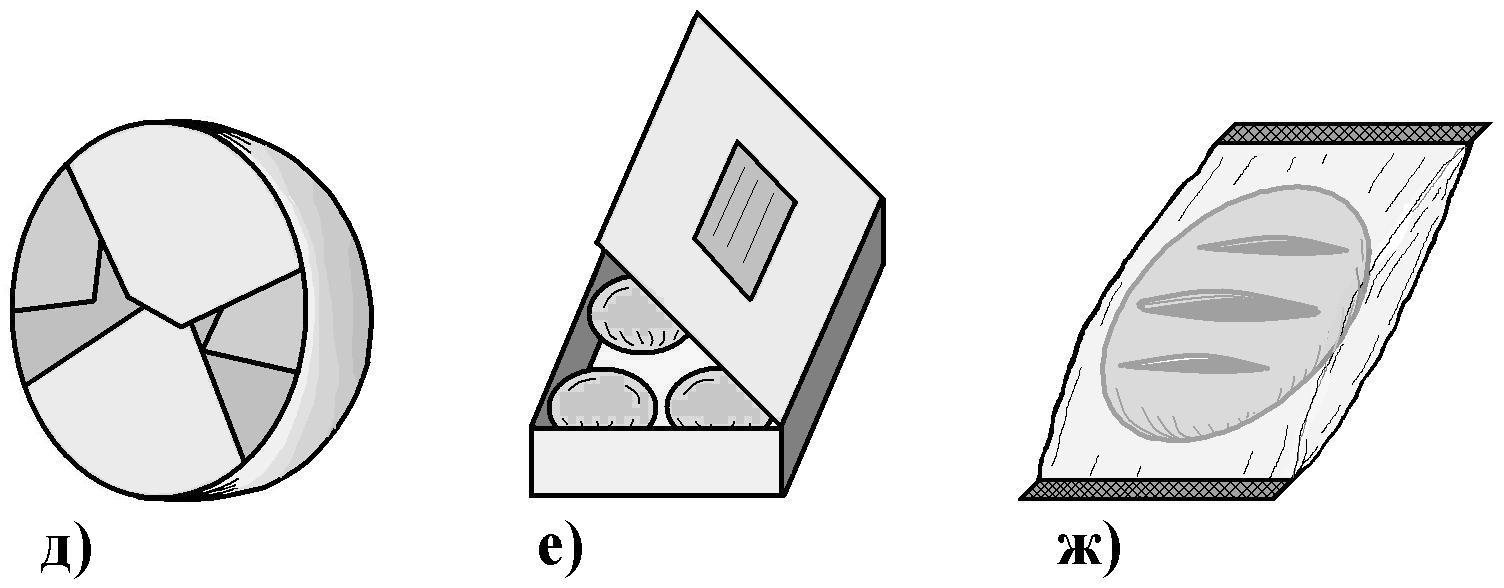
Рис.65. Види упаковок хлібних виробів: а,б-у конверти (з паперу або плівки) без або з обан-деролюванням; в-у пакет з полімерної плівки; г-етікетування паперовою стрічкою; д-паку-вання у папір з підгортанням кінців на нижню скоринку; е-у картонні коробки; ж-у рукавні пакети з полімерної плівки
 , (244)
, (244)
де
![]() – ємність контейнера або лотка, кг.
– ємність контейнера або лотка, кг.
Тоді загальна кількість
контейнерів або лотків за середній час
![]() однієї поїздки автомобіля, шт.:
однієї поїздки автомобіля, шт.:
![]() , (245)
, (245)
де – час, протягом якого хлібосховище працює на запасних лотках або контейнерах ( =6…8 год.).
Кількість хлібоукладальних машин, шт.:
 (246)
(246)
де
![]() – продуктивність хлібоукладальної
машини на і–тому сорті хліба.
– продуктивність хлібоукладальної
машини на і–тому сорті хліба.
Технічні характеристики хлібоукладальних агрегатів наведені у табл. 22.
10.5. Устаткування для зберігання хлібних виробів у замороженому стані
Використання заморожування дозволяє зберегти якість хлібних виробів протягом довгого часу – до декількох діб. Найбільш ефективним є зберігання у замороженому вигляді мілко штучних і здобних виробів за двохзмінної роботи підприємства, а також у вихідні дні.
Таблиця 22
Технічні характеристики хлібоукладальних агрегатів
Показники |
Тип машини |
||
А2-ХМХ-1 |
А2-ХМХ-1М |
А2-ХМХ-2 |
|
Сорт виробів |
Круглий подовий хліб |
Формовий хліб |
Батони |
Продуктивність, кг/год. |
3000–4100 |
До 4200 |
До 3000 |
Розміри, м: Лотка Контейнера |
740×450×70 1800×810×1410 |
740×450×70 1800×810×1410 |
740×450×70 1800×810×1410 |
Число полок по висоті контейнера |
8 |
8 |
8 |
Кількість лотків у контейнері |
32 |
32 |
32 |
Тривалість завантаження, с: лотка контейнера |
6,5–9,5 210–3040 |
10,4–13,9 334–445 |
9,6–12 307–384 |
Кількість виробів у лотку: Діаметром 220 мм Шириною 90 мм Шириною 120 мм Масою 0,4 кг Масою 0,5 кг |
8 – – – – |
– 16 12 – – |
– – – 10 8 |
Потужність приводних електродвигунів, кВт: Головного приводу Укладального механізму Установки лотків у контейнер Установки і фіксації контейнера |
2,2 1,0 1,0 1,0 |
2,2 1,0 1,0 1,0 |
2,2 1,0 1,0 1,0 |
Габаритні розміри, мм: Довжина Ширина Висота |
3550 2670 4500 |
3740 2600 4300 |
2670 4500 |
Маса, кг |
6000 |
5825 |
6000 |
Використання заморожування хлібних виробів протягом 72 год., як пока-зали дослідження, дозволяє зберігати їх якість майже без зміни властивостей. Так усушка виробів за цей час нижча ніж під час 6–ти годинного зберігання в хлібосховищі без охолодження.
Існують три способи заморожування хлібних виробів:
повільний, який відбувається за вільної циркуляції повітря з температу-рою до –24 ˚С;
швидкий, у якому використовують охолоджуюче повітря з температурою –30…–35 ˚С, і примусовою або вільною його циркуляцією;
кріогенний, за якого заморожування відбувається у середовищі рідкого або газоподібного азоту з температурою близькою до –195 ˚С.
Кріогенний спосіб заморожування найефективніший, тому що він забез-печує найбільшу швидкість процесу без утворення кристалів води, але він най-дорожчий порівняно з іншими способами, у зв’язку з чим він використовується рідко.
Найбільшого поширення заморожування хлібобулочних виробів набуло у США, ФРН, Чехії, Словакії, Швейцарії, Норвегії і деяких інших країнах.
Під час заморожування найбільша швидкість черствіння має місце за тем-ператур від –7 до +21 ˚С, тому цей проміжок слід проходити за найкоротший час, а це можливо при швидкому і кріогенному способах заморожування.
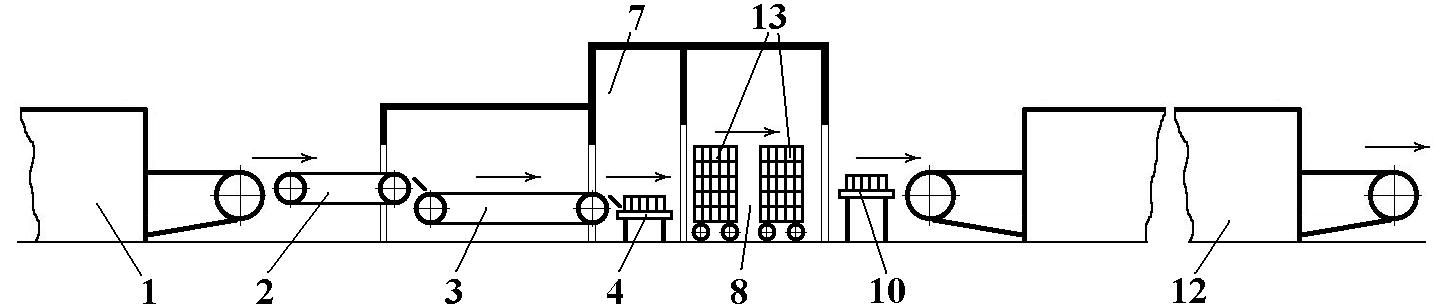
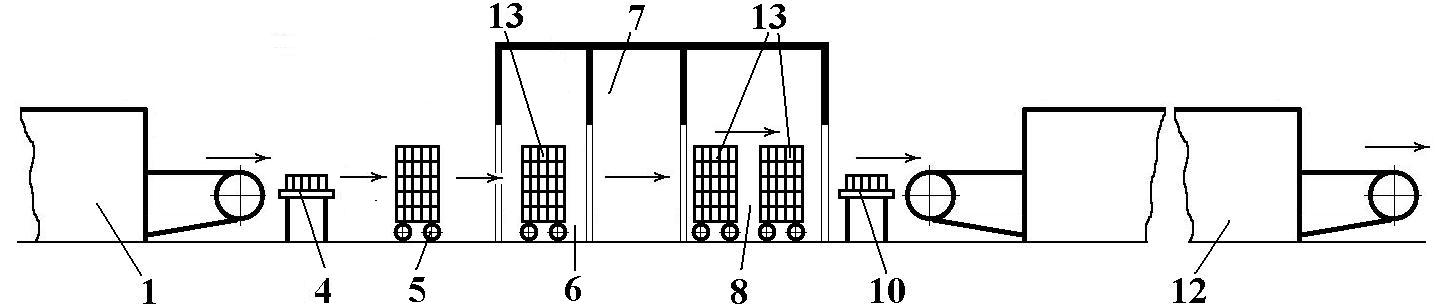
На підприємствах згаданих країн використовують наступні схеми моро-зильних установок для хлібних виробів (рис. 66):
установка з морозильною камерою неперервної дії і з циклічною камерою зберігання (рис. 66,а);
установка з морозильною камерою циклічної дії і з циклічною камерою зберігання (рис. 66,б);
установка з морозильною камерою і камерою зберігання неперервної дії (рис. 66,в).
 а)
а)
 б)
б)
 в)
в)
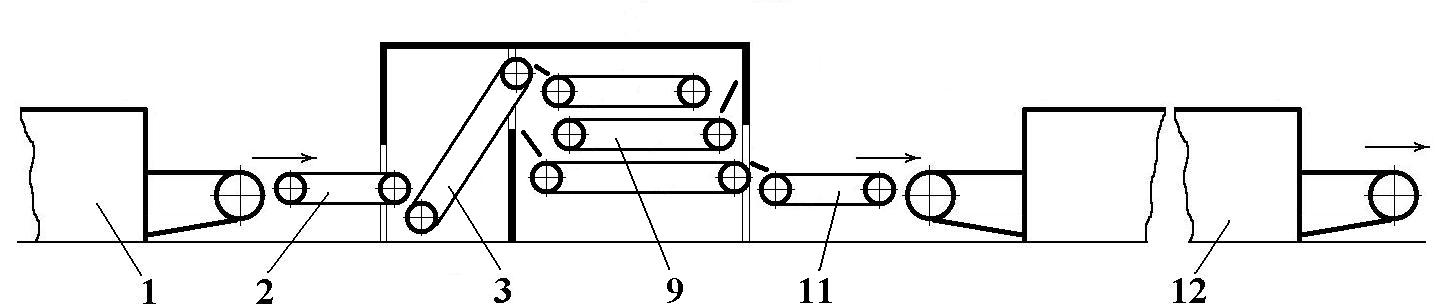
Рис.66. Схеми морозильних установок неперервної дії: 1 – піч для випікання виробів; 2 – проміжний конвейєр для виробів; 3 – морозильна камера неперервної дії з стрічковим транс-портером; 4 – стіл для укладання виробів у лотки і лотків у контейнери; 5 – подача контей-нерів у морозильну камеру; 6 – циклічна морозильна камера; 7 – проміжна камера; 8 – цик-лічна камера зберігання; 9 – камера зберігання неперервної дії з стрічковими транспортера-ми; 10 – стіл для розвантаження лотків і подачі хлібних виробів у піч для розморожування; 11 – конвейєр для передачі замороженних виробів у піч; 12 – піч для розморожування виро-бів; 13 – контейнери для лотків з виробами
Морозильна установка з морозильною камерою неперервної і камерою зберігання циклічної дії працює таким чином. Готові вироби з печі 1 проміж-ним транспортером 2 передаються на стрічковий конвейєр морозильної камери 3, де температура повітря досягає –30…–35 ˚С (або –24 ˚С). У камері вироби охолоджуються до –18…–24 ˚С і поступають у проміжну камеру 7, де укла-даються у лотки 4. Останні укладаються у контейнери 13, котрі подають у каме-ру зберігання 8 з температурою -18…-24 ˚С. За потребою вироби виванта-жуються з контейнерів і лотків на столі 10 і подаються у піч 12 для розморо-жування. Розморожені вироби знову укладаються у лотки і контейнери, по-даються у хлібосховище для подальшої реалізації.
Подібні морозильні установки найчастіше використовують на підприєм-ствах середньої (інколи великої) потужності. До недоліків цих установок слід віднести використання ручної праці у проміжній камері 7 та на виході з камери зберігання 8. Люди повинні працювати при зниженій до 0…–5 ˚С температурі, що викликає погіршення умов праці персоналу, і збільшення витрат на оплату його праці.
Установки з циклічними камерами заморожування і зберігання викорис-товують на підприємствах малої потужності, у яких хлібобулочні вироби, що виходять з печі 1 укладають вручну на столах 4 у лотки, а останні – у контей-нери 13. Контейнери закочують у морозильну камеру 6 (теж вручну), а після за-морожування у камеру зберігання 8, крізь проміжну камеру 7. По потребі кон-тейнери і лотки звільняють на столі 10 від виробів, які подаються на під печі 12 для розморожування.
Недоліки циклічної установки для заморожування і зберігання хлібобу-лочних виробів такі ж як у попередньої.
Найбільш досконалою і економічною є морозильна установка неперер-вної дії з неперервною камерою зберігання. Готові вироби з печі 1, проміжним стрічковим конвейєром 2 подаються у морозильну камеру 3 з похилим стрічко-вим конвейєром, де вони заморожуються, і передаються на верхній стрічковий конвейєр камери зберігання 9. З верхнього конвейєра вироби передаються на нижчий, і так до тих пір поки камера не заповниться повністю. Після цього приймання хлібобулочних виробів призупиняють. Хліб з печі 1 минаючи моро-зильну установку відправляється для поточної їх реалізації. Після того, як вини-кне потреба у замороженому хлібі, вмикають транспортери камери зберігання 9 і проміжний конвейєр 11, який передає вироби у піч 12 для розморожування, а з неї на подальше зберігання і відпуск споживачам.
Остання установка найбільш досконала, дозволяє повну механізацію і автоматизацію процесу, але недоліком є те, що для її установки на підприєм-ствах потрібні великі, порівняно з іншими морозильними установками, капі-тальні затрати. Тому використання такої установки найбільш вигідне на під-приємствах великої, рідше середньої потужностей.
На жаль на більшості хлібопекарських підприємств України такі установ-ки не використовують, тому майже всі підприємства працюють цілодобово і без вихідних днів, що негативно впливає на здоров’я працюючих, порушуючи ритм їх роботи, сну і відпочинку.
Питання для самоперевірки
Які ви знаєте охолоджувачі для готового хліба?
Що являє собою устаткування для сортування хліба?
Які способи механізації хлібосховищ ви знаєте?
Дайте описання схеми ПРТС робіт механізації хлібосховищ і експедиції хлібозаводів.
Які ви знаєте види упаковки хлібних виробів?
Опишіть принцип дії хлібоукладального агрегату.
Як розрахувати кількість лотків контейнерів і хлібоукладальних машин?