

9.2. Устаткування для виробництва здобних і хлібних сухарів
Технологія виробництва здобних сухарів полягає у випіканні сухарних плит і їх охолодженні (вона не відрізняється від технології приготування здоб-них хлібних виробів), у розрізанні сухарних плит на скибки і в сушінні остан-ніх.
На відміну від хлібних виробів для формування сухарних плит викорис-товують спеціальні формувальні машини (рис. 60).
Схема формувальної машини марки МСП-2 конструкції В. І. Ушнікова показана на рис. 60,а. Будову машини видно з підрисункового тексту. Принцип дії машини такий. Тісто з приймальної воронки 1 нагнітальними валками 2 вип-ресовується крізь три отвори матриці 3, утворюючи джгути. Від джгутів обер-товими струнними ножами 4 відрізаються заготовки масою 0,012…0,03 кг, які потрапляють у зазор між закатувальним барабаном 5 і плитою 6, де перетво-рюються в джгутики, які щільно укладаються на транспортер 7, утворюючи па-ралельно три сухарні плити.
На відміну від раніше описаної, формувальна машина марки ФПЛ-2 (рис. 60,б) формує сухарні плити із суцільного пласта тіста, яке забирається з прий-мальної воронки 1 рифленими валками 2 і нагнітається крізь отвори матриці 3, утворюючи пласти, подібні за профілем до форми сухарів. Товщина пластів ре-гулюється заслінкою 8 за допомогою гвинтового механізму 9. Сухарні плити виводяться з машини стрічковим транспортером 7. Залежно від сорту сухарів машина може обладнуватись матрицями з трьома, чотирма і дев’ятьма отвора-ми.

а) б)
в)
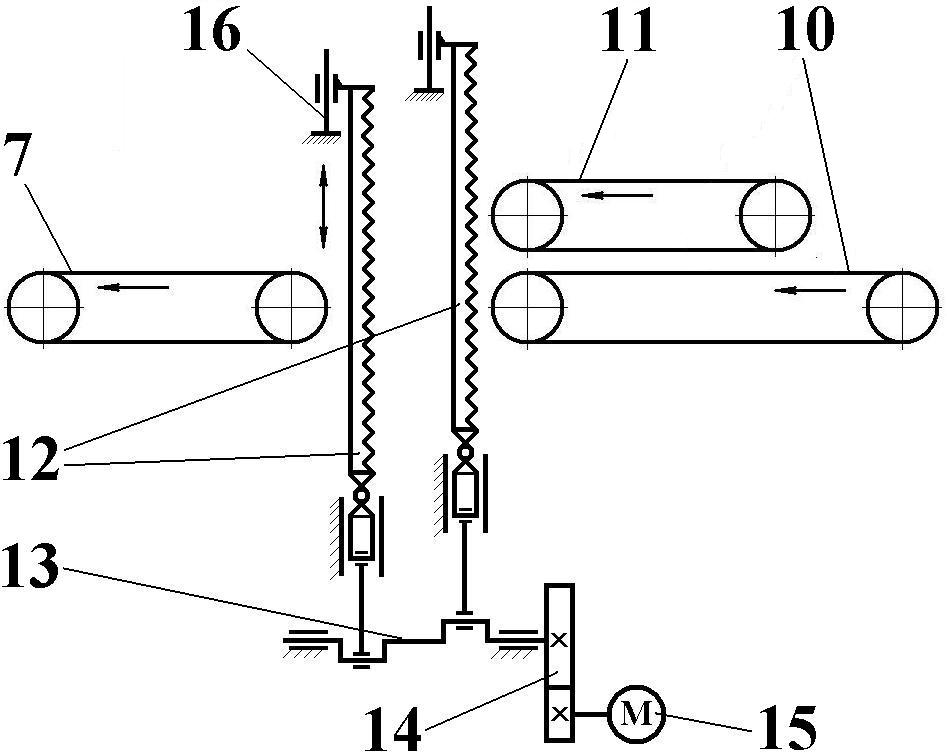
Рис.60. Машини для формування і різання сухарних плит: 1 – приймальна воронка; 2 – наг-нітаючі валки; 3 − матриця; 4 – ножі струнні; 5 – барабан закаточний; 6 – плита закаточна;
7 – вивідний стрічковий транспортер; 8 – заслонка; 9 – механізм регулювання ширини от-ворів; 10 – подаючий транспортер; 11 – притискуючий транспортер; 12 – пилки для розрізан-ня хліба або сухарних плит; 13 – колінчастий вал; 14 – зубчаста передача; 15 – електричний двигун; 16 – напрямна
Після випікання і охолодження плити для розрізання на скибки подають-ся в різальну машину (рис. 60,в). Вони стрічковими подавальним 10 і притис-каючим 11 транспортерами подаються до пилок 12, які за допомогою колінчас-того валу 13 приводяться в зворотньо–поступальний рух. Скибки виводяться з машини стрічковим транспортером 7. Колінчастий вал приводиться в оберталь-ний рух від електродвигуна 15 за допомогою зубчастої передачі 14. Скибки розкладаються на сітчастий конвеєр печі або сушильної шафи, де висушуються, і подаються в фасувально–пакувальний автомат для пакування.
9.3. Устаткування для виробництва солоної і солодкої соломки
Тісто для виробництва соломки готується аналогічно приготуванню тіста для баранців. Соломка випікається в печах з сітчастим подом. Формування і підготовка джгутів тіста до випікання виконуються на агрегатах, схема одного з них показана на рис. 61. Склад агрегату видно з підрисункового тексту.
Тісто подається в приймальну воронку 1 преса, забирається трьома шне-ками 3, розташованими в трикамерному корпусі 2, і випресовується крізь 46 отворів матриці 4. В отвори загвинчуються змінні мундштуки з внутрішніми отворами заданого діаметру (5 або 8 мм) для калібрування джгутів. Джгути пот-рапляють на передавальний транспортер 5, який подає їх на сітчастий транс-портер 7 варильного апарата 6. Джгути занурюються в підігрітий до 95˚С содо-вий розчин сітчастим транспортером 8. Ступінь занурення джгутів у розчин. а внаслідок цього і тривалість обварювання регулюються підніманням або опус-канням натяжного ролика 10 за допомогою рукоятки 11. Обварені джгути сіт-частим передавальним транспортером 9 передаються в піч на випікання.

Рис.61. Агрегат для формування соломки: 1 – тришнековий прес для тіста; 2 − корпус; 3 − шнеки; 4 – матриця (з 46 отворами); 5 – передаючий сітчастий транспортер; 6 – варочний апарат; 7 – сітчастий транспортер; 8 – прижимний сітчастий транспортер; 9 – сітчастий транспортер для передачі жгутів в піч; 10 – натяжний ролик; 11 – рукоятка для регулювання ступеню занурення сітки транспортера 8 в розчин