

4.2. Апарати для бродіння напівфабрикатів і тіста
Апарати для бродіння напівфабрикатів і тіста призначені для забезпечен-ня найсприятливіших умов (температури, тривалості бродіння і вологості повіт-ря) під час зброджування напівфабрикатів і тіста.
Бродильні апарати можуть бути горизонтальні, з гвинтовим (рис. 31,а) і гравітаційним (рис. 31,б) переміщенням, секційні (рис. 31,в), секційні верти-кальні (бункери), які обертаються (рис. 31,г) і нерухомі (рис. 31,д), а також з обертальними перегородками (рис. 31,е).
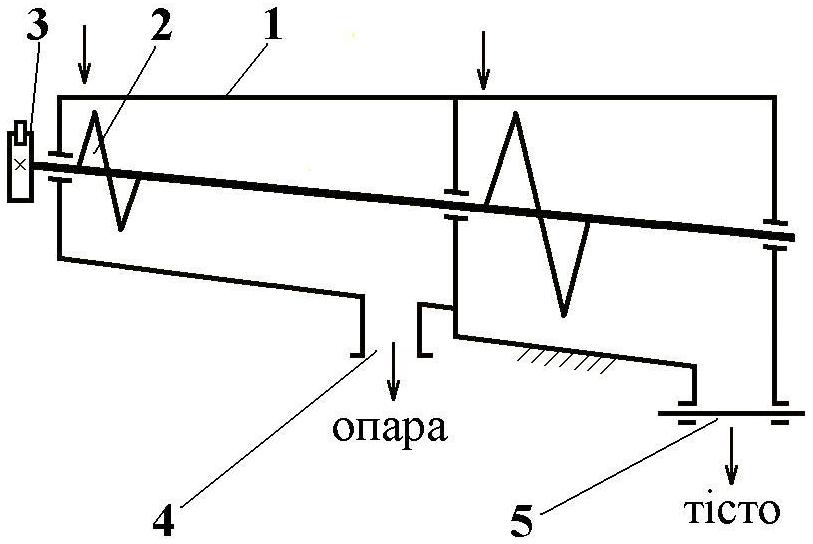
Горизонтальні бродильні апарати з гвинтовим переміщенням входять до складу агрегатів ХТР системи І. Л. Рабиновича і складаються з двох відділень: у першому бродить опара, у другому – тісто. Верхні кромки корита 1 виконані го-ризонтальними, а дно під кутом до горизонту, враховуючи те, що під час бро-діння об’єм опари і тіста збільшується. Опара і тісто переміщуються за рахунок періодичного обертання одинарних витків шнека 2, розташованих у місцях по-дачі опари і тіста. Вал із шнековими витками приводиться в періодичний обер-тальний рух від храпового механізму 3. Випуск опари здіснюється через пат-рубок 4, а тіста через патрубок 5 з регулюючою заслінкою.
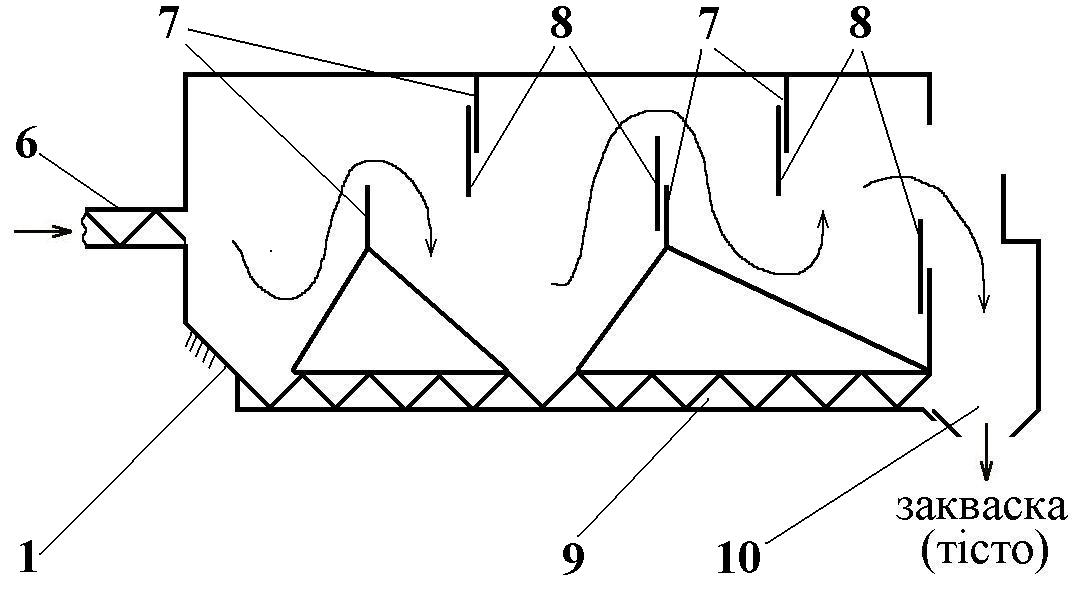
У бродильний апарат системи О. М. Хренова (рис. 31,б) з гравітаційним переміщенням головка (або тісто) подається живильним шнеком 6. В корпусі 1 розташовані перегородки 7 з регулюючими шиберами 8, через проміжки між якими проходить тісто під дією сили ваги. Від положення шиберів 8 залежить шлях руху тіста, а також час його бродіння в апараті. Випуск опари здіснюється через випускну воронку 10.Для зачищення бункера служить шнек 9.
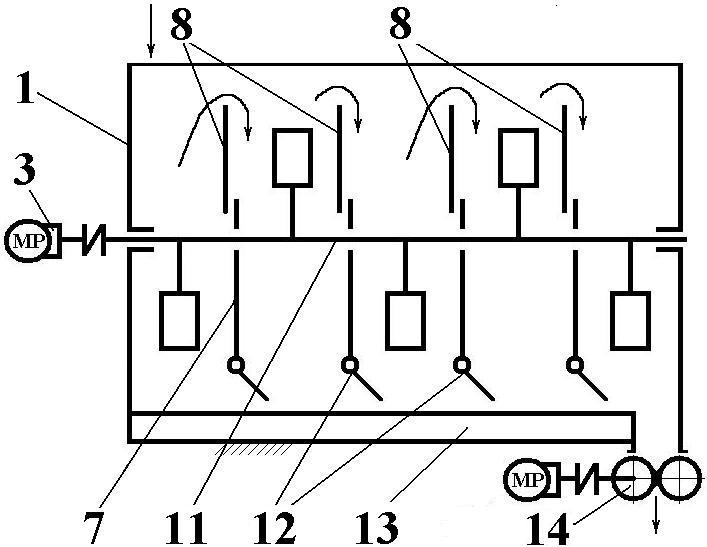
Горизонтальний секційний апарат (рис. 31,в) входить до складу агрегату Р3-ХТН і призначений для бродіння рідкої опари (або закваски). Апарат має корпус 1 з водяною сорочкою 13 для темперування опари, перегородки 7, які відділяють одну секцію від іншої і через які перетікає опара в процесі бродіння. Щоб запобігти осіданню частинок борошна, в апараті встановлено лопатевий вал 11. Тривалість бродіння опари регулюється зміною положення заслінок 8. Зачистка апарата відбувається після відкривання клапанів 12. Готова опара на-сосом 14 подається у виробництво.
Обертовий секційний бункер (рис. 31,г) опорним кільцем 15 спирається на ролики 16, які приводяться в обертальний рух за допомогою приводного ме-ханізму 3. Бункер поділено на секції жорстко закріпленими перегородками 22, Секції заповнюються згори, як показано стрілкою (або знизу) після випуску го-тової опари крізь патрубок 18 у нерухомій плиті 17. Недолік апарату: опара може витікати з бункера 1 крізь проміжок між ним і нерухомою плитою 17, що порушує санітарні вимоги до виробництва. Щоб усунути цей недолік, секцій-ний бункер роблять стаціонарним (31,д), заповнюють його за допомогою поворотного лотка 19, а випускають готову опару за допомогою випускного пристрою 20 і нерухомого патрубка 18.
До недоліків секційних бункерів слід віднести також те, що вивантаження секцій відбувається знизу, внаслідок чого першочергово випускається опара, що не добродила. Вона має більшу щільність і осідає на дно. Тривалість бродін-ня (3...4 год.) регулюється зміною часу обертання бункера або завантажуваль-
а) б)

в) г) д)
Р ис.31.
Апарати
для бродіння напівфабрикатів і тіста:
а-го-ризонтальний
з гвинтовим переміщенням (до агрегату
ХТР);
б-горизонтальний
з гравітаційним переміщенням (до
агрега-ту А. М. Хренова);
в-горизонтальний
секційний (до агрегату Р3-ХТН);
г-
обертовий
секційний бункер (до агрегату БАГ--100,
Л4-ХАГ-13 та ін.); д-стаціонарний
секційний бункер (до агрегату І8-ХТА-6
або І8-ХТА-12); е-
стаціонарний бун-кер з обертовими
перегородками (до агрегату KVT-1000);
ис.31.
Апарати
для бродіння напівфабрикатів і тіста:
а-го-ризонтальний
з гвинтовим переміщенням (до агрегату
ХТР);
б-горизонтальний
з гравітаційним переміщенням (до
агрега-ту А. М. Хренова);
в-горизонтальний
секційний (до агрегату Р3-ХТН);
г-
обертовий
секційний бункер (до агрегату БАГ--100,
Л4-ХАГ-13 та ін.); д-стаціонарний
секційний бункер (до агрегату І8-ХТА-6
або І8-ХТА-12); е-
стаціонарний бун-кер з обертовими
перегородками (до агрегату KVT-1000);
1-корпус; 2-вал з одинарними витками шнека; 3-привод; 4-патрубок для випуску опари; 5-патрубок з заслінкою; 6-жи-вильний шнек; 7-перегородки; 8-регулюючі заслінки (крани); 9-шнек для зачистки апарата; 10-випускна воронка; 11-лопа-тевий вал; 12-заслінки (крани) для зачистки апарата; 13-водя-на сорочка; 14-насос для опари (або закваски); 15-опорне кільце; 16-опорні ролики; 17-нерухома плита; 18-випускний патрубок; 19-розподільчий лоток; 20-випускний пристрій; 21-перегородки обертові; 22-перегородки жорстко закріплені у бункері; 23-ущільнення
ного лотка з випускним пристроєм.
Обертові секційні бункери використовують в тістоприготувальних агрега-тах системи М. Ф. Гатиліна (БАГ-100, БАГ-20/30, І8-ХАГ-6, Л4-ХАГ-13), а ста-ціонарні секційні бункери з поворотними лотками – в агрегатах І8-ХТА-6, І8-ХТА-12 і в агрегаті ФТК-1000 угорського виробництва.
Стаціонарний бункер з обертовими перегородками (рис. 31,е) має ті самі переваги і недоліки, що і стаціонарний секційний бункер з поворотним лотком, і використовується в агрегатах KVT-1000, KVT-1500 виробництва Чехії для приготування рідкої закваски при виготовленні житнього хліба.