

8.7. Теплообмінні пристрої
Теплообмінні пристрої установлюють безпосередньо в пекарній камері. У печах з канальним обігрівом димові гази примусово переміщуються по газохо-дах печі, крізь стінки яких теплота передається в пекарну камеру. Схему газо-ходів печі показано на рис. 56,а. З топки 1 по нижчому каналу 4 і двох верти-кальних перепускних проходах димові гази подаються крізь середні вхідні вік-на в середній канал – радіатор. Середній канал, з’єднується з верхніми тепло-обмінними каналами перепускними газоходами з шіберами 5 і 6. З верхніх теп-лообмінних каналів димові гази, з’єднавшись з частиною димових газів, які від-дали теплоту парогенераторам 2, напрямляються до водогрійних котлів 3, а по-тім – у димову трубу. Тяга в печі регулюється шібером 7, а температура в пекарній камері – шіберами 5 і 6. Під час випікання житнього формового хліба регулювальні шібери 5 і 6 перекриваються і потік газів надходить у початок верхнього нагрівального каналу. При випіканні подових сортів хліба шібери 5 і 6 мають бути частково або повністю відкриті.
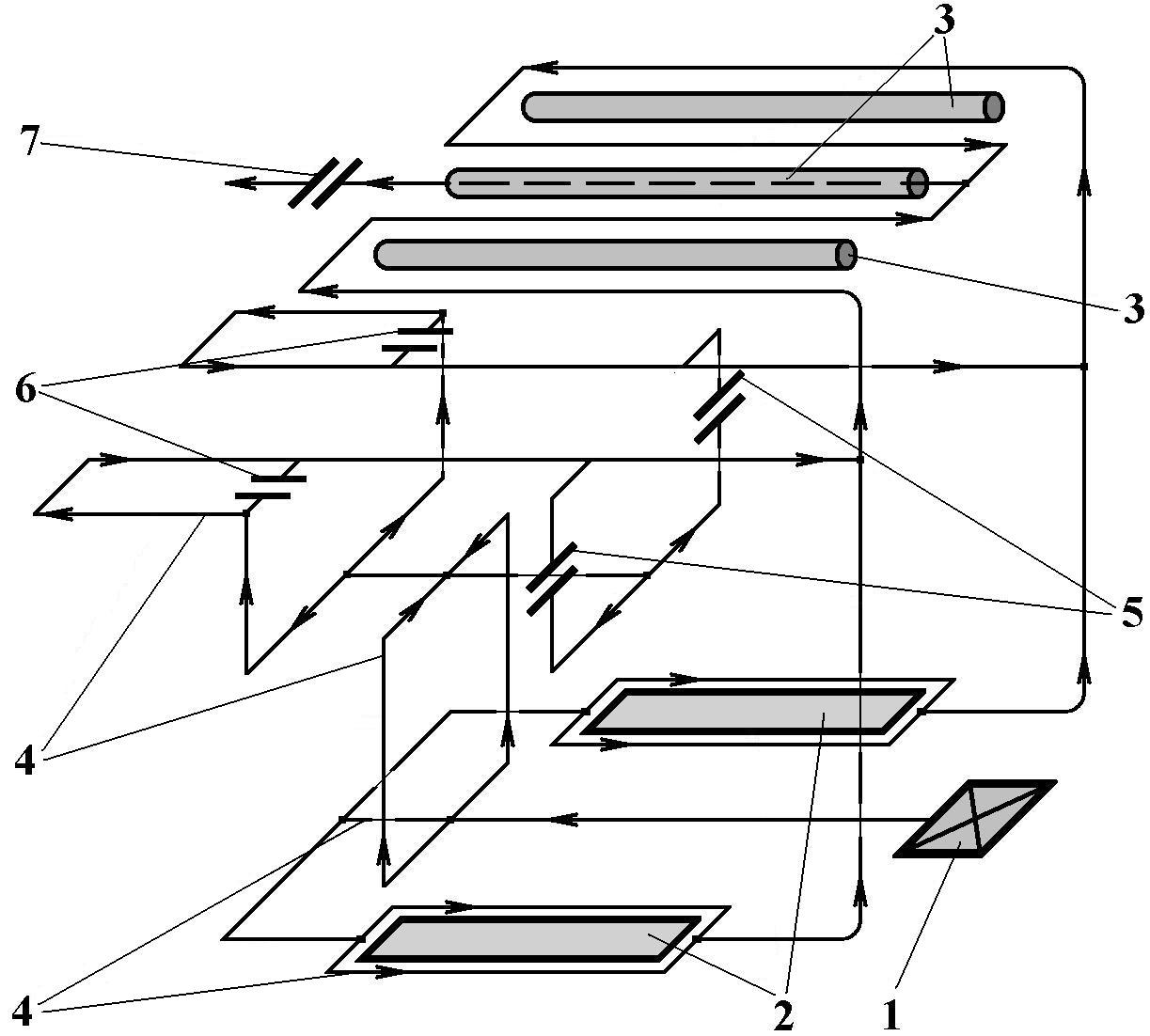
У печах з паровим підігріванням використовуються змієподібні або грат-часті (рис. 56,б) радіатори 8 з ребрами для збільшення теплообмінної поверхні. Пара під тиском 10...12 МПа подається в один з колекторів 9, а з другого відво-диться конденсат, що забезпечує температуру середовища пекарної камери до 350 °С.
У печах з пароводяним обігріванням використовують пароводяні трубки (трубки Перкінса), які виготовляють із суцільнотягнутих труб діаметром 32...35 мм і товщиною стінки 4,0...5,5 мм. Трубки 10 заповнюють на третину (рис. 56,в) водою 11 або іншим теплоносієм і заварюють з обох боків. Трубки можуть бути довжиною 6...7 м і більше, і різної конфігурації (прямі, Г– і V– подібні). Роз-ташовують їх у пекарній камері з нахилом не менш як 0,012 м на 1 м довжини. Нижчий кінець трубки розміщений у топці 1 і нагрівається, вода випаровується, пара підіймається вгору, віддаючи теплоту в пекарну камеру, конденсується і повертається назад.
8.8. Допоміжні пристрої
Пристрої для зволоження тістових заготовок. Найпоширеніші з них показані на рис. 57. На рис. 57, а, показано пристрій з парогенератором 1, в який подається вода з бачка постійного рівня 2, кількість її регулюється краном 4. Рівень води у бачку 2 регулюється поплавковим краном 3. Волога пара по
а)
 б) в)
б) в)
Рис.56. Теплообмінні пристрої: а – канальні; б – радіатори парові; в – пароводяні трубки; 1 – топка; 2 – парогенератори; 3 – водогрійні котли (економайзери);4 – теплообмінні канали (газоходи); 5,6 – шібери для перерозподілу димових газів (регулювання температурного ре-жиму печі); 7 – шібер для регулювання тяги в печі; 8 – радіаторні труби (оребрені); 9 – колек-тори для пари (тиском 10 – 12 МПа) і конденсату; 10 – пароводяна трубка; 11 – теплоносій (звичайно дистильована вода)
паропроводу 5 подається в колектор 6, а з нього крізь барботери 7 у парозволо-жувальну камеру над подом 8. У печах з рециркуляцією димових газів пара (рис. 57,б) по трубі крізь регулюючий вентиль 4 подається з котельної у бачок 9

Рис.57. Схеми парозволожуючих пристроїв: а – з генератором низького тиску; б – з подачею пари з котельної; 1 – парогенератор; 2 – бачок постійного рівня; 3 – поплавковий кран; 4 – вентиль для регулювання подачі води або пари; 5 – поропровід; 6 – колектор; 7 – парозволо-жуючі трубки з отворами (барботери); 8 – под печі; 9 – ємність для зволоження пари і відок-ремлення конденсату; 10 – манометр
з водою для зволоження пари, а потім по паропроводу 5 – у зволожуючий прис-трій.
Для випікання деяких сортів хліба доцільно використовувати паровий ящик, як, наприклад, у печах „Маммут” фірми „Вернер унд Пфляйдерер”.
Пристрої для зволоження поверхні готових виробів використовують перед розвантаженням печі. Вони призначені для надання виробам гарного зов-нішнього вигляду. Воду розпилюють форсунками.
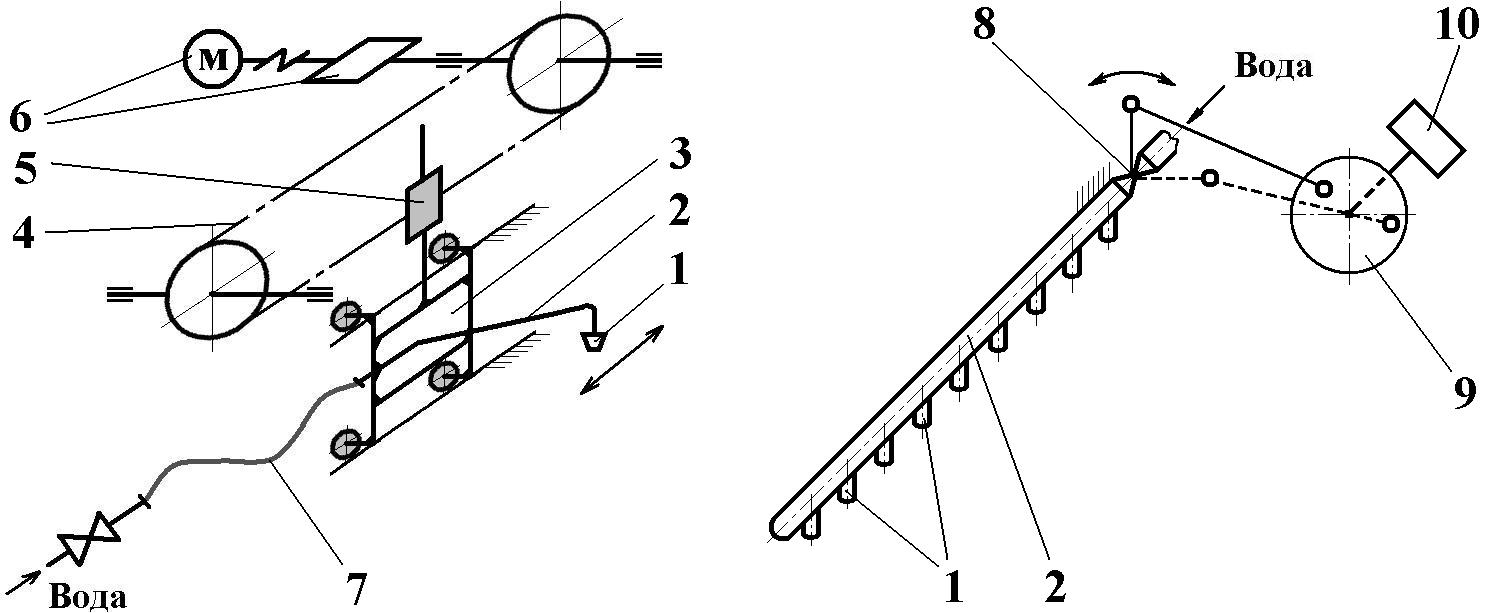
У печах з сітчастим подом вода в форсунку 1 підводиться безпосередньо по гнучкому шлангу.7 (рис.58,а). Форсунка закріплена на каретці 3, яка ру-хається по напрямних за допомогою ведучої ланцюгової передачі 4, з’єднаної з кареткою 3 повзунком 5, що забезпечує зворотно–поступальний рух каретки з заданою швидкістю. Швидкість каретки визначається швидкістю передачі 4, ведуча зірочка якої приводиться від приводного механізму 6.
а) б)
Рис.58. Схеми зволожуючих пристроїв для виробів: а – на виході із печі з сітчастим подом;
б – на виході із печі з люльково – подиковим конвейєром; 1 – форсунка; 2 – трубопровід; 3 – каретка для переміщення форсунки вздовж фронту печі; 4 – ведуча ланцюгова передача; 5 – повзунок передачі 4; 6 – привод; 7 – гнучкий шланг; 8 – кран з поворотним важілем; 9 – ексцентриковий механізм відкривання і закривання крана 8; 10 – редуктор привода
У печах з люльково-ланцюговими конвейєрами, які рухаються з зупинка-ми, використовують форсунки 1 (рис. 58,б), закріплені на нерухомій трубі 2, в яку подається вода крізь кран 8. Після того як люлька з виробами зупиниться, кран 8 відкривається під дією ексцентриково-важільного механізму 9. Як тільки люлька починає рухатися кран 8 перекриває подачу води.
Технічні характеристики найбільш поширених хлібопекарських і кондитерських печей наведено у табл. 19.