

8.4. Пекарні камери
Конструкції пекарних камер сучасних печей визначаються за асортимен-том виробів. Вони призначені забезпечити такі параметри середовища, щоб здобути продукцію відмінної якості. Залежно від асортименту виробів, продуктивності й організації виробничого процесу пекарні камери поділяють на тупикові, прохідні, тунельні і кільцеві (рис. 53).
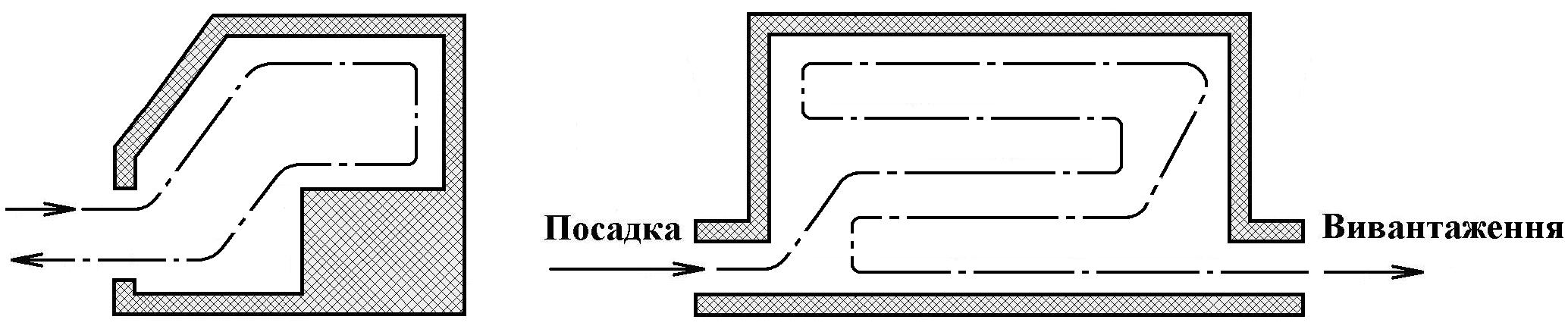
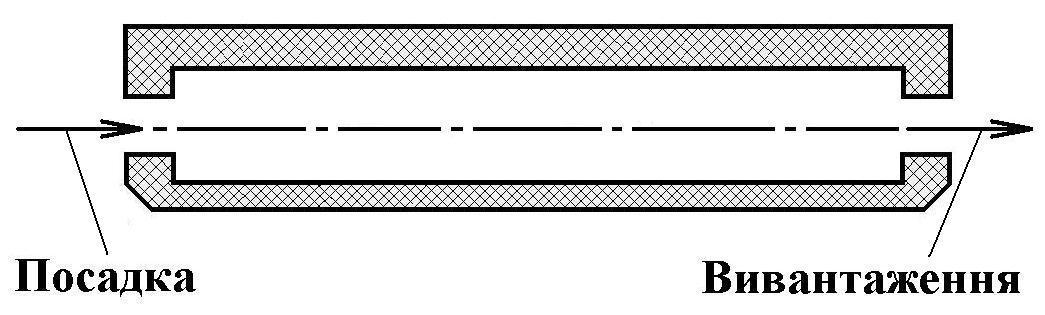
У тупикових камерах (рис. 53,а) посадка тістових заготовок і вивантажен-ня готових виробів відбуваються з одного боку печі, у камерах прохідних (рис. 53,б) і тунельних (рис. 53,в) – з двох протилежних боків. У прохідних камерах вироби кілька разів змінюють напрям руху на протилежний, а в тунельних пе-чах вони рухаються тільки в одному напрямі.
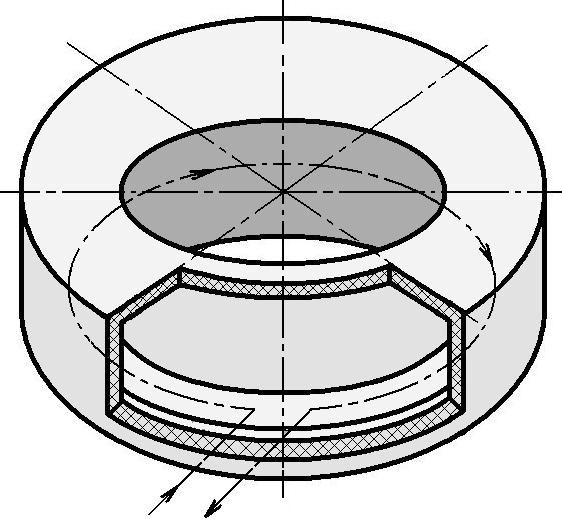
У кільцевих печах (рис. 53,г) вироби завантажуються вивантажуються теж в одному місці, але на відміну від тупикових переміщуються по кільцевому тунелю.
Для запобігання втрат теплоти у навколишнє середовище пекарна камера повинна мати герметичне огородження з теплоізоляційною обмурівкою. Щоб забезпечити мінімальну вентиляцію камери, бажано розташовувати верхній край посадочних і вивантажувальних вікон нижче за найнижчу теплопереда-вальну поверхню, тобто має виконуватися принцип газозливного простору, який не обігрівається. Це дозволяє зводити до мінімуму вентиляційні втрати, тому що нагрітий легкий газ перебуватиме вище за ці вікна. Звідси випливає, що найбільша вентиляція пекарної камери в тунельних і кільцевих печах.
Матеріал стінок камери залежить від температури теплоносія (димових газів). За високої температури димових газів, яка спостерігається у печах з ка-нальним обігріванням без їх рециркуляції ( =800 ˚С ), застосовують цегляне об-муровування із засипкою вільного простору теплоізоляційним матеріалом. Для закріплення механізмів печі служить каркас виконаний з металу. Недоліком цегляного обмуровування є його велика теплоємність, а звідси і час розігріван-ня печей, який досягає 7…8 годин.
а) б)
в) г)
Рис.53. Схеми пекарських камер печей: а − тупікових; б − прохідних; в − тунельних; г − кільцевих; (штрих − пунктирними лініями показані траєкторії руху тістових заготовок, а стрілками − їх посадка і вивантаження)
За низької температури димових газів ( =500...600 ˚С), яка спостері-гається в печах із рециркуляцією димових газів, зі спалюванням газів безпосе-редньо в пекарній камері, з пароводяним, паровим та електричним обігріван-ням, застосовують каркасну обмурівку, виконану зі сталевих листів, закріпле-них на несучому каркасі зварюванням або болтовими з’єднаннями. Простір між внутрішнім і зовнішнім листами заповнюється теплоізоляційним матеріалом (наприклад, мінеральною ватою). Така обмурівка легка, має малу теплоємність. Це дозволяє довести температуру печі до робочих параметрів за 1...2 год.
У пекарній камері закріплюються опорні вузли, транспортні механізми, парозволожуючі та теплоізоляційні пристрої, датчики температури та ін.
Звідси випливає, що від конструкції пекарної камери залежать техніко–економічні показники пічного агрегату і якість випечених виробів.