

7.3. Механізми для укладання і посадки тістових заготовок
Залежно від асортименту продукції, яку виробляють, механізми для пода-чі тістових заготовок можна поділити на дві групи:
для подавання заготовок подового хліба на люльки розстійної шафи і під печі – посадочні механізми;
для подачі заготовок у форми при виробництві формового хліба – укла-дальні механізми.
Найпоширеніші схеми укладальних і посадочних механізмів наведені на рис. 49. Маятниковий посадочний механізм (рис 49,а) найпростіший з усіх по-садочних і укладальних механізмів. Він складається з трилопатевого робочого органу 1, рухливо закріпленого на осі 2. Механізм спрацьовує під дією ваги тіс-тових заготовок, поділяючи їх на два потоки. Якщо використати три маят-никових механізми, то можна здобути чотири потоки, якщо сім – то вісім пото-ків і т. д.
Значного поширення набули стрічкові (рис. 49,б) і стрічково–роторні (рис. 49,в) посадники.
У стрічковому посаднику тістова заготовка круглого хліба, проходячи по напрямному лотку 3, шарнірно закріпленому на осі 2, діє на кінцевий вимикач 5 і потрапляє на стрічку транспортера 4. Кінцевий вимикач 5 вмикає транспортер 4, який переміщується на один крок. Після набору певної кількості заготовок транспортер перекидається на 2π рад навколо своєї поздовжньої осі 6. Процес повторюється знову.
Роторно–стрічковий посадник призначений для посадки заготовок дов-гастої форми (батонів, міських булок та ін.). На стрічку транспортера 4 заготов-ки подаються комірковим ротором 7, який вирівнює їх крок. Разом з ротором 7 обертається кулачок 8, який замикає кінцевий вимикач 5. Вимикач 5 вмикає в періодичний рух стрічку транспортера 4 і після набирання заданої кількості тістових заготовок вмикає механізм повороту транспортера 4 відносно повз-довжньої осі 6. Транспортер обертається відносно осі 6 на кут 2π рад, подаючи заготовки на люльку, і процес повторюється.
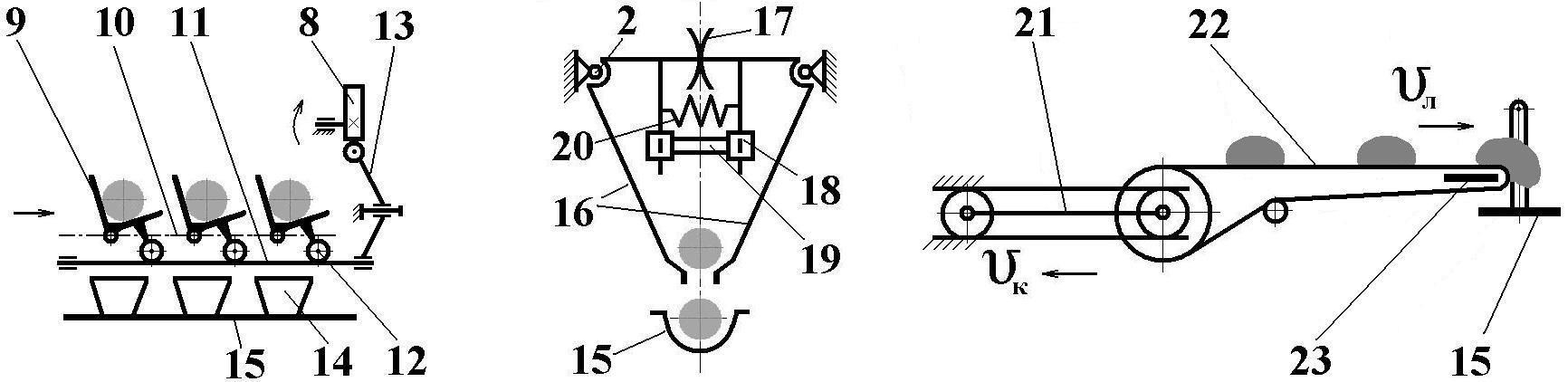
Стулчастий посадник (рис. 49,д) складається з рухомої каретки, на якій закріплені шарнірно на осях 2 стулки 16, з’єднані між собою зубчастими секто-рами 17 і пружинами 20. Стулки мають також ролики 18, з’єднані з ними за допомогою осей. У лоток, утворений двома стулками 16, подаються заготовки. Після цього каретка переміщується по напрямним на задану відстань. У кінці шляху ролики 18 натикаються на упор 19, розтягуючи пружину 20 і розводячи стулки 16. Заготовки випадають на люльку розстійної шафи 15, каретка повер-

а) б) в)
г) д) е)
ж) з) і)
Рис.49. Механізми посадки і укладки тістових заготовок: 1 – маятникова направляюча; 2 – вісь шарніра; 3 – направляючий лоток; 4 – стрічковий транспортер; 5 – кінцевий вимикач; 6 – вал повороту транспортера; 7 – комірковий ротор; 8 – кулачок; 9 – ковш; 10 – ланцюгова пе-редача; 11 – направляюча; 12 – опорні ролики; 13 – важіль; 14 – форма; 15 – люлька; 16 – створка; 17 – зубчастий сектор; 18 – ролик; 19 – упор; 20 – пружина; 21 – каретка; 22 – стрічковий транспортер; 23 – направляюча пластина; 24 – листи з тістовими заготовками; 25 – рольганг; 26 – посадочний ланцюговий конвейєр; 27 – нерухома направляюча; 28 – ділильна головка; 29 – направляючі; 30 – лопата; 31 – упор для пружини
тається у вихідне положення. Стулки під дією пружини 20 збігаються, і процес повторюється.
Посадник типу „стрічка, що втікає”, показано на рис. 49,е. На каретці 21, яка рухається в напрямних зі швидкістю , закріплено стрічковий транспортер 22 з пластиною 23 для різкої зміни напряму руху стрічки транспортера. Несуча поверхня транспортера 22 рухається з такою самою швидкістю, що і каретка, але в протилежному напрямі, внаслідок чого тістова заготовка залишається на люльці розстійної шафи або печі.
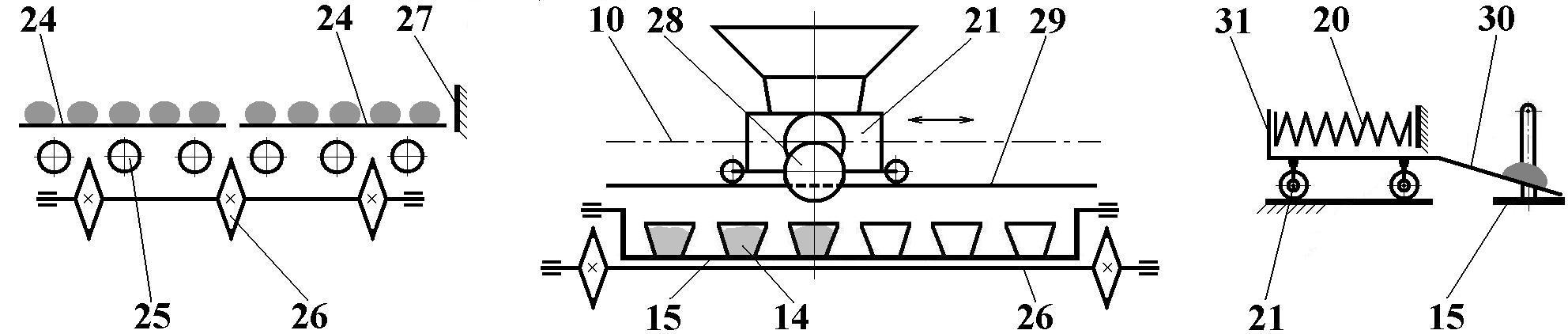
Інерційний посадник (рис. 49,і) складається з похилої лопати 30, на яку укладаються тістові заготовки в потрібній кількості, пов’язаної з кареткою 21 із закріпленим на ній упором 31 і пружиною 20. Каретка 21 переміщується зліва направо так, що тістові заготовки зупиняються над люлькою шафи або печі, а пружина 20 стискається упором 31. Після цього каретка з лопатою звільнюється і під дією пружини 20 з великим прискоренням відкочується назад, залишаючи тістові заготовки на люльці.
Посадник листів із заготовками дрібноштучних виробів (рис. 49,ж) скла-дається з рольганга 25, який подає листи 24 на багатоланцюговий конвеєр 26 до упора 27. Після цього кінцевим вимикачем вмикається конвеєр 26 і упорами, закріпленими на ланцюгах, переміщує їх на люльки розстійної шафи або на під печі.
Ковшовий укладальник (рис. 49,г) є складовою частиною ділильно–укладального агрегату. Він має ковші, шарнірно закріплені на замкненій лан-цюговій передачі 10 з одного боку, а з другого вони спираються за допомогою роликів 12 на відкидну напрямну 11. Тістові заготовки з тістоділильної машини потрапляють у ковші, які переміщуються ланцюговою передачею доти, поки не набереться задана кількість тістових заготовок. Потім відкидна напрямна 11 під дією кулачка 8 і важеля 13 опускається вниз, ковші перевертаються і тістові заготовки падаються у форми 14, які розміщені на люльці 15.
На відміну від ковшового укладальника, в ковші якого заготовки пода-ються від нерухомої ділильної головки, ділильно–укладальний механізм, по-казаний на рис. 49,з, має рухому ділильну головку 28, яка закріплена на каретці 21 і може переміщатися по напрямних 29 вздовж фронту розстійно–пічного аг-регату з допомогою ланцюгової передачі 10. Заготовки з ділильної головки пот-рапляють безпосередньо у форми 14, закріплені на люльці 15.
Слід зазначити, що розглянутими схемами не вичерпуються конструкції посадочних і укладальних механізмів. Ми розглянули тільки найпоширеніші з них.