

6.4. Запобігання прилипанню тіста до робочих органів тістофор- муючих машин
Використовуються три методи запобігання прилипанню тіста: посипання робочих органів борошном; обдування тістових заготовок сухим повітрям; ви-готовлення поверхні робочих органів з матеріалів, до яких тісто прилипає слабо (наприклад, фторопластів).
Обсипання борошном і обдування сухим повітрям приводить до утворен-ня на поверхні тістових заготовок кірки, яка при подальшій обробці (повтор-ному округлюванні або закатуванні) може призвести до утворення складок, які при випіканні розходяться, утворюючи тріщини, що призводить до зниження якості хлібобулочних виробів.
Найкращу якість виробів можна одержати при нанесені на поверхню ро-бочих органів матеріалів, які мають малу адгезію до тіста. При цьому вірогід-ність утворення кірки і її складок на поверхні заготовок набагато менша, а отже набагато менша вірогідність тріщин на поверхні виробів.
6.5. Розрахунок тістоформуючих машин
6.5.1. Технологічний розрахунок тістоформуючих машин
Мета технологічного розрахунку: визначити продуктивність тістофор-муючих машин, а також геометричні кінематичні параметри їх робочих орга-нів.
Таблиця 17
Технічні характеристики тістозакатувальних машин
Показники |
Тип або марка |
|||||
ХТЗ–1 |
Т1-ХТ2-3 |
Т1-ХТ2-3-1 |
С-500М |
40420 фірми IBIS Польща |
Ш2-ХФ1 |
|
Маса заготовок, кг |
0,22–1,1 |
0,055–0,22 |
0,22–1,1 |
0,05–0,08 |
0,4–2,4 |
0,22–0,44 |
Продуктивність, шт/хв |
до 100 |
до 100 |
30–70 |
до 80 |
до 42 |
до 40 |
Швидкість транспортера, м/с: подаючого несучого формуючого |
0,67 1,06 – |
0,5 1,66 0,83 |
0,5 1,25 0,625 |
– – – |
– – – |
– – – |
Ширина стрічки несучого транспортера, м |
400 |
300 |
400 |
500 |
600 |
– |
Потужність електродвигуна, кВт |
1,1 |
0,8 |
1,1 |
0,6 |
0,8 |
1,1 |
Габаритні розміри, м: довжина ширина висота |
2710 695 330 |
2270 650 1225 |
2380 900 1225 |
460 700 1220 |
3030 920 1050 |
1360 1350 1300 |
Маса, кг |
510 |
450 |
540 |
140 |
275 |
198 |
Продуктивність тістоформуючої
машини, кг/с, визначається діаметром і
мінімальною швидкістю поступального
руху тістової заготовки
![]() :
:
 , (190)
, (190)
де
![]() – коефіцієнт, який враховує порушення
форми і синхронності подавання шматків
тіста (він начебто збільшує діаметр
заготовки на деяку ве-личину, тобто
– коефіцієнт, який враховує порушення
форми і синхронності подавання шматків
тіста (він начебто збільшує діаметр
заготовки на деяку ве-личину, тобто
![]() ),
),
![]() ;
;
![]() – маса тістової заготовки, кг.
– маса тістової заготовки, кг.
Швидкість поступального руху тістової заготовки (рис. 46,а)
![]() , (191)
, (191)
якщо
![]() і
і
![]() мають однаковий напрям, і
мають однаковий напрям, і
![]() , (192)
, (192)
якщо різний;
, – швидкість несучого і формуючого робочих органів.
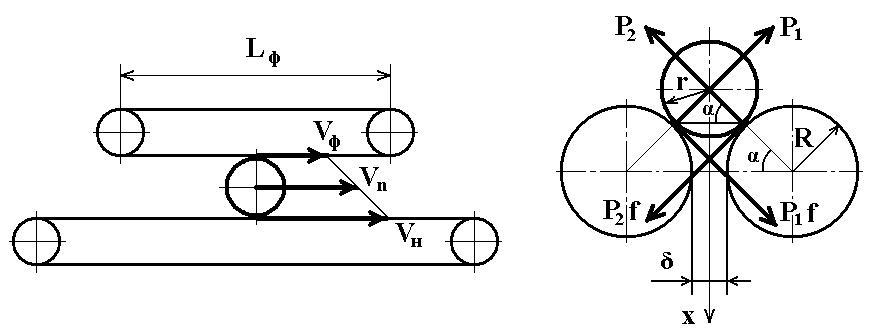
а) б)
Рис.46. Схеми розрахунку: а-швидкості поступального руху заготовки в зоні формування; б-кутів втягування заготовки у зазор між валками
У загальному вигляді
![]() , (193)
, (193)
де
![]() – коефіцієнт, який враховує зменшення
швидкості заготовки внас-лідок її
проковзування і перекочування.
– коефіцієнт, який враховує зменшення
швидкості заготовки внас-лідок її
проковзування і перекочування.
Для тістоформуючих машин з
циліндричними, чашо– і зонтоподібними
несучими органами, коли
=0
(формуюча спіраль нерухома), а
![]() ,
,
![]() , (194)
, (194)
де
![]() – мінімальний робочий діаметр несучого
робочого органу;
– мінімальний робочий діаметр несучого
робочого органу;
![]() – кутова швидкість несучого органу;
– кутова швидкість несучого органу;
![]() – кут підйому формуючої спіралі.
– кут підйому формуючої спіралі.
З (190) і (194) дістанемо
 . (195)
. (195)
У тістозакатувальних машинах слід визначити мінімальний діаметр роз-катувальних валків для надійного втягування у зазор тістових заготовок (рис. 46,б).
Для того щоб заготовка надійно втягувалась у зазор між валками, має ви-онуватися нерівність:
 ,
,
або
![]() , (196)
, (196)
де
![]() – проекція і–тої сили на вісь
– проекція і–тої сили на вісь
![]() ;
n – кількість сил, які діють на тіс-тову
заготовку;
– нормальна реакція валків, Н,
;
n – кількість сил, які діють на тіс-тову
заготовку;
– нормальна реакція валків, Н,
![]() ;
;
![]() – коефіцієнт тертя тістової заготовки
по валку;
– кут тертя;
– коефіцієнт тертя тістової заготовки
по валку;
– кут тертя;
![]() – кут, на якому заготовка контактує з
валком.
– кут, на якому заготовка контактує з
валком.
Перетворюючи нерівність (196), знайдемо:
![]() . (197)
. (197)
Якщо зазор між валками позначити
![]() ,
тоді відстань між валками
,
тоді відстань між валками
![]() , (198)
, (198)
де
![]() і
і
![]() – радіуси відповідно валків та тістової
заготовки, м.
– радіуси відповідно валків та тістової
заготовки, м.
Звідси
 . (199)
. (199)
Якщо підставити в (199) нерівність (197), дістанемо:
![]() (200)
(200)
Звідси випливає, що із збільшенням
радіуса
тістової заготовки радіус
валків має збільшуватись; якщо
![]() ,
має збільшуватися зазор
,
а це спричинює збільшення товщини
отриманого коржа. Зі збільшенням кута
тертя тістової заготовки по валках для
її втягування необхідні валки меншого
радіуса
.
,
має збільшуватися зазор
,
а це спричинює збільшення товщини
отриманого коржа. Зі збільшенням кута
тертя тістової заготовки по валках для
її втягування необхідні валки меншого
радіуса
.
Довжину зони формування визначають з
умови повної гарантованої об-робки
поверхні тістової заготовки. Для цього
потрібно, щоб заготовка зробила
![]() обертів навколо своєї осі.
обертів навколо своєї осі.
Шлях
![]() (рис. 46,а) заготовка пройде за час, с,
(рис. 46,а) заготовка пройде за час, с,
 . (201)
. (201)
За цей період з урахуванням виразіа (191,192) формуючий орган пройде шлях, м,
 . (202)
. (202)
Звідси шлях, який пройде заготовка, обертаючись:
 . (203)
. (203)
Після перетворень
 .
.
Таким чином, довжина зони формування прямо пропорційна діаметру тіс-тової заготовки, швидкості несучого робочого органу, яка залежить від величи-ни і напряму швидкості . Якщо =0, довжина залежить тільки від діа-метра тістової заготовки.