

1.4. Флюсы и сварочная проволока
Химический состав металла шва и его физико - механические свойства определяются составом сварочной проволоки и флюса. Поэтому флюс и проволоку выбирают как единую систему, обеспечивающую требуемое качество сварных швов. Естественно при изменении марки свариваемой стали будут рекомендованы сварочная проволока и флюс другого химического состава.
В этой практической работе рассматриваются вопросы сварки под слоем флюса заготовок из низкоуглеродистых, низколегированных и высоколегированных сталей.
По способу изготовления флюсы разделяют на плавленые и керамические. Плавленый флюс получают спеканием его составляющих и последующим дроблением до величины зерен от 0,25 до 3,0 мм. Керамические флюсы представляют собой механическую смесь порошкообразных и зернистых материалов.
В табл. 2 приведены различные марки сварочной проволоки и дан их химический состав. Индекс Св означает назначение проволоки - сварочная. Цифра после индекса Св показывает среднее содержание углеро-
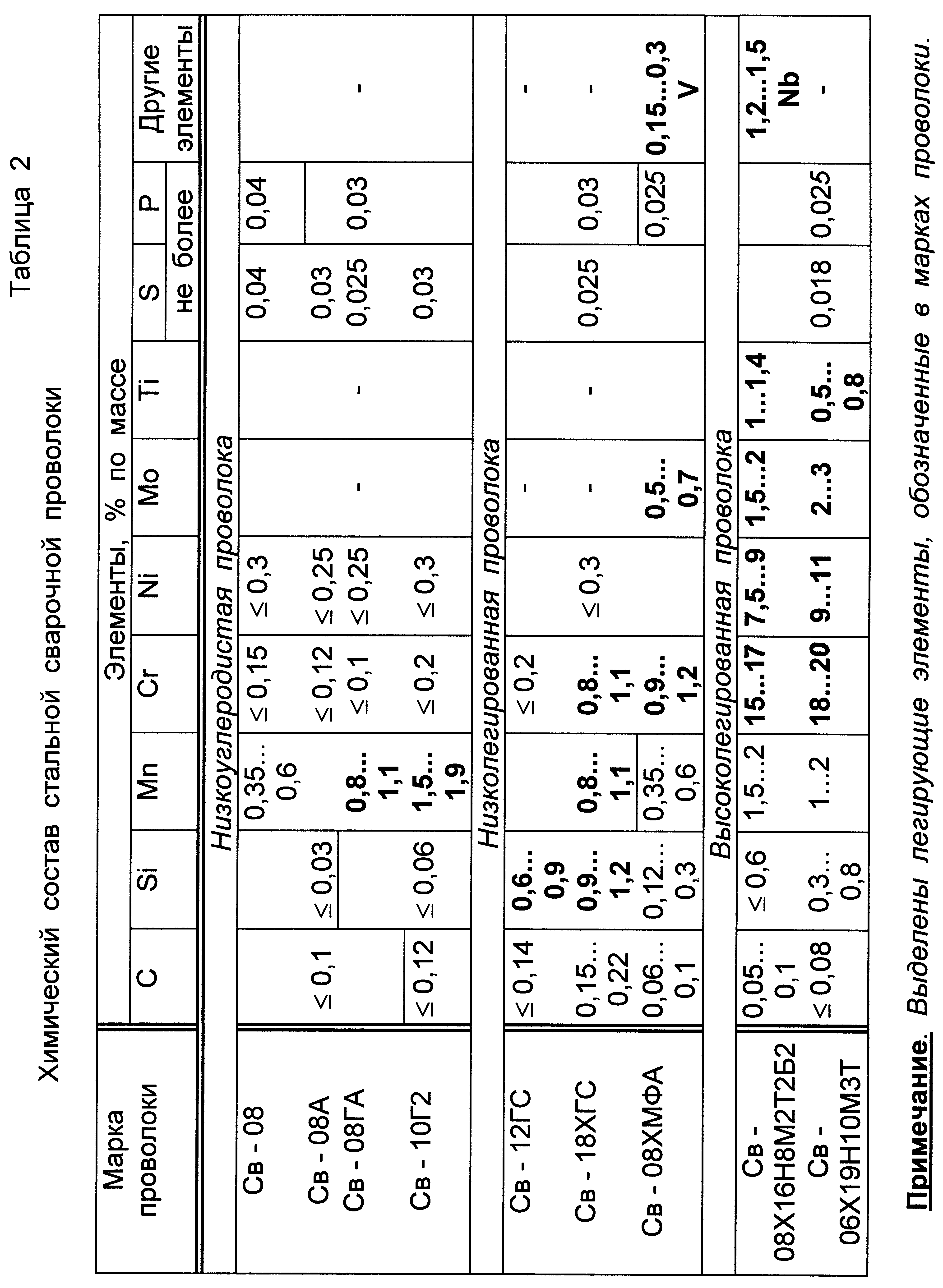
да в сотых долях процента. При маркировке легирующих элементов сварочной проволоки сохранен принцип маркировки сталей. Основные легирующие элементы, указанные в марках проволоки, выделены. Следует отметить, что не все элементы, присутствующие в составе сварочной проволоки находят свое отражение в ее маркировке.
Наиболее часто для полуавтоматической сварки применяют проволоку диаметром от 2 до 3 мм, для автоматической - от 2 до 6 мм. Промышленность выпускает сварочную проволоку следующих диаметров (мм): 0,3; 0,5; 0,8; 1,0; 1,2; 1,4; 1,6; 2,0; 2,5; 3,0; 4,0; 5,0; 6,0; 8,0; 10,0 и 12,0.
В табл. 3 приведены составы плавленых флюсов для сварки сталей. Фториды кальция CaF2 и натрия NaF активно содействуют удалению оксидной пленки. При сварке низкоуглеродистых сталей достаточно 4...9% фторидов (флюсы АН - 348 и ОСЦ - 45), низколегированных - 6...24% фторидов (флюсы ОСЦ - 45 и АН - 22). При сварке высоколегированных сталей содержание фторидов во флюсе увеличивается до 55...96% (флюсы АНФ - 16 и АНФ - 1).
Таблица 3
Химический состав плавленых флюсов для сварки сталей
|
Марка флюса |
||||
|
АН - 348А |
ОСЦ - 45 |
АН - 22 |
АНФ - 16 |
АНФ - 1 |
Компоненты |
Содержание компонентов, % по массе
|
||||
CaF2 |
4...5,5 |
6...9 |
20...24 |
50...55 |
92...96 |
NaF |
- |
- |
- |
5...7 |
- |
SiO2 |
41...44 |
38...44 |
18...21 |
5 |
1,5 |
MnO |
34...38 |
38...44 |
7...9 |
- |
- |
MgO |
5...7,5 |
2,5 |
11,5...15 |
5...9 |
- |
Al2O3 |
4,5 |
5 |
19...23 |
23...32 |
- |
CaO |
6,5 |
6,5 |
12...15 |
5 |
4...6 |
Na2O, K2O |
- |
- |
1...2 |
- |
- |
Fe2O3 , не более |
2 |
2 |
- |
- |
- |
S, не более |
0,15 |
0,15 |
0,05 |
0,05 |
0,05 |
P, не более |
0,12 |
0,12 |
0,05 |
0,05 |
0,05 |
В сварочной ванне протекают реакции взаимодействия флюса с расплавленным металлом подобные реакциям в сталеплавильных печах. СаО, Na2O, K2O взаимодействуют с ненужными и вредными примесями в металле, образуя комплексные соединения. Эти соединения переходят из металла в шлаковую корку и удаляются при скалывании шлака.
SiO2 , MnO , MgO и Al2O3 также могут образовывать комплексные соединения с вредными примесями. Кроме того Si, Mn, Mg, Al могут вытесняться из оксидов и в чистом виде переходить в сварной шов, легируя металл и тем самым улучшая его качество.
Fe2O3 выполняет функции катализатора химических реакций. Сера и фосфор являются вредными примесями и подлежат удалению в шлак.
В табл. 4 даны наиболее часто применяемые марки сварочной проволоки и флюса для сварки различных сталей.
Таблица 4
Применяемость сварочной проволоки и флюса
Типы сталей |
Марки проволоки |
Марки флюса* |
Низкоуглеродистые Ст 1, Cт 2, Ст3, Ст 4, Сталь 10, Сталь 20, Сталь 30, Сталь 40 |
Св - 08 Св - 08А Св - 08ГА Св - 10Г2 |
АН - 348А ОСЦ - 45
|
Низколегированные 12ГС, 15ГФ, 14Г2, 14ХГС, 12ХСНД, 12Х1МФ, 15Х1М1Ф, 10ХСНД |
Св - 10Г2 Св - 12ГС Св - 18ХГС Св - 18ХМФА |
ОСЦ - 45 АН - 22 |
Высоколегированные 08Х12Н8К5М2Т, 08Х12Н7К7М4, 10Х17Н13М2Т, 08Х18Н10Т |
Св - 08Х16Н8М2Т2Б2 Св - 06Х19Н10М3Т |
АНФ - 16 АНФ - 1 |

* Мелкозернистые флюсы (0,25...1,6 мм) используют при сварке проволокой диаметром менее 3 мм, а крупнозернистые (1,6...3 мм) - диаметром 3 мм и более.