

10. Нормирование точности резьбовых соединений
10.1. Расчёт резьбового соединения с зазором
M36-8H/7g6g
Резьба метрическая с номинальным (наружным) диаметром 8 мм, резьба правая, шаг крупный. Для болта (наружная резьба) поле допуска на средний диаметр 5G(пятая степень точности и основное отклонение ) на наружный диаметр 6G(шестая степень точности). Для гайки (внутренняя резьба) точность нормируется поле допуска на средний диаметр и на внутренний диаметр одинаковое – 6G (шестая степень точности и основное отклонение G). Болт и гайка имеют нормальную длину свинчивания (N).
Из справочника [3] в зависимости от шага P, выбираются следующие данные:
D = d = 36 мм – наружный (номинальный) диаметр
P = 4 мм – шаг резьбы
D2 = d2 = 33,407 мм – средний диаметр гайки и болта соответственно
D1 = d1 = 31,670 мм – внутренний диаметр гайки и болта соответственно
H1=2,165 мм
Предельные отклонения диаметров наружной резьбы:
es d = – 60 мкм Td=475мкм
ei d = – 535 мкм
es d2 = – 340 мкм Td2=280мкм
 Предельные
отклонения диаметров внутренней резьбы:
Предельные
отклонения диаметров внутренней резьбы:
EI D = 0 мкм
ES D2 = + 375 мкм Td2=375мкм
ES D1 = + 750 мкм Td1=750мкм
dmax = d + es d = 8 + (– 0,028) = 7,972 мм
dmin = d + ei d = 8 + (– 0,240) = 7,760 мм
d2 max = d2 + es d2 = 7,118 + (– 0,028) = 7,090 мм
d2 min = d2 + ei d2 = 7,118 + (– 0,146) = 6,972 мм
d1 max = d1 + es d1 = 6,647 + (– 0,028) = 6,619 мм
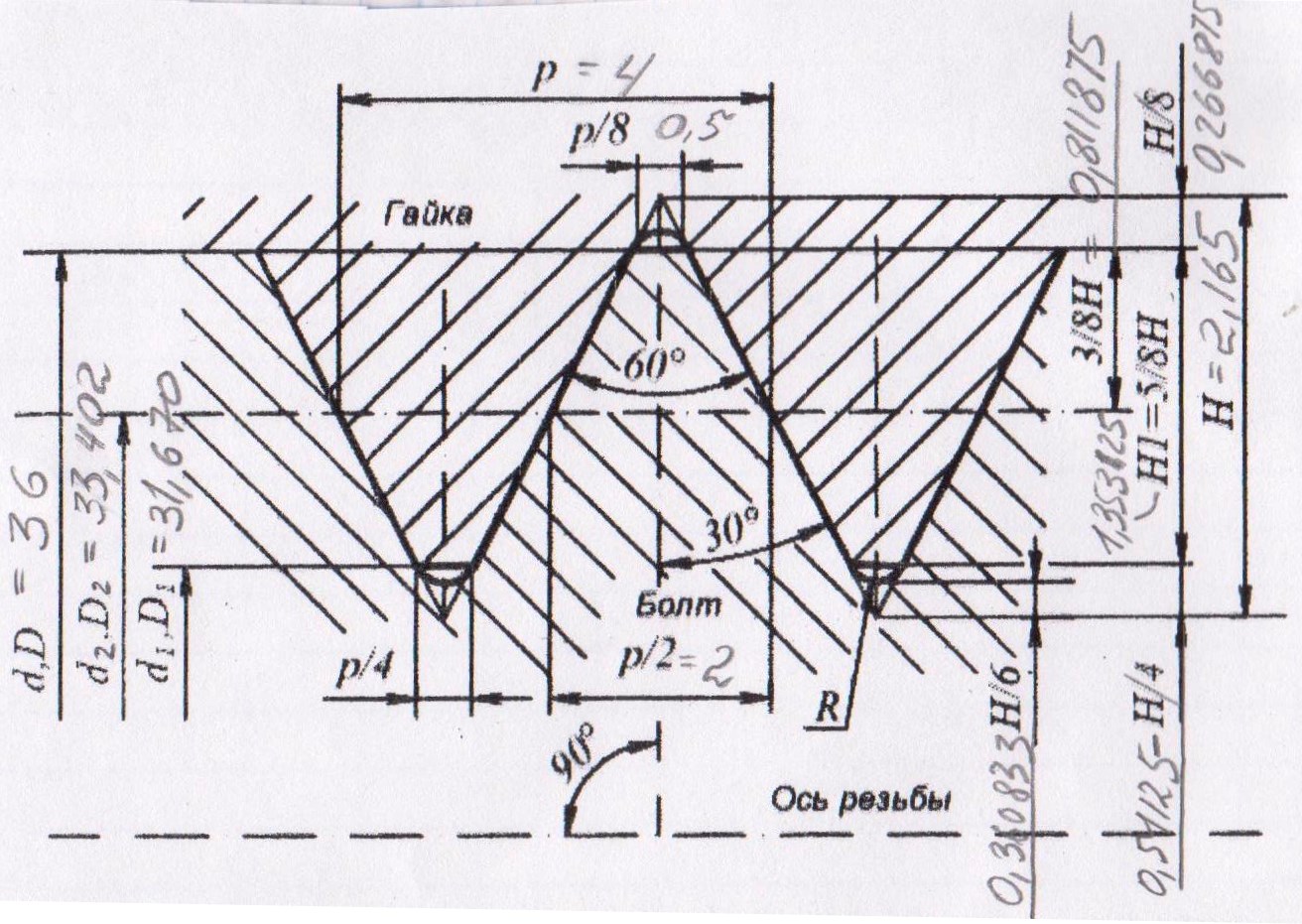
Рисунок 10.1 – Расположение полей допусков метрической резьбы болта и гайки при посадке с зазором
 10.2.
Расчёт резьбового соединения с натягом
10.2.
Расчёт резьбового соединения с натягом
M36-2H5D(2)/3P(2)
Резьба метрическая с номинальным (наружным) диаметром 36 мм. Для болта (наружная резьба) поле допуска на средний диаметр 3p(2) (третья степень точности и основное отклонение p). Для гайки (внутренняя резьба) точность параметров нормируется полем допуска 2H на средний диаметр и полем допуска 5D на внутренний диаметр. Число групп сортировки по величине допуска на средний диаметр и у болта, и у гайки равно двум. Болт и гайка имеют нормальную длину свинчивания (N).
D = d=36 мм – наружный (номинальный) диаметр
10.3 Выбор средств измерения и контроля резьбовых деталей
Существуют 2 метода контроля:
1. Комлексный метода осуществляется с помощью резьбовых предельных калибров при М > 18, а при М < 18 – метод слепков. Свинчиваемость рабочего калибра с резьбой или вхождение на нее скобы означает, что приведенный средний номинальный внутренний для болта и наружный наибольший для гайки диаметр не входят за проходные предельные значения. Непроходными калибрами контролируют только средний диаметр резьбы, они не должны свинчиваться более чем на 2 оборота.
2. Поэлементный контроль.
Контролируемый параметр измеряют многократно. Контролируемыми параметрами могут быть:
- средний диаметр наружной резьбы – контролируют с помощью универсальных средств без дополнительных приспособлений или с использованием резьбовых вставок, ножей, проволочек, роликов, а для внутренней резьбы – еще и шариков;
- шаг резьбы – измеряют с помощью универсальных или специальных средств. В специальных приборах шаг измеряют путем сравнения либо с образцовой деталью, либо со штриховой мерой.
- угол профиля – определяют с помощью микроскопов или проекторов по результатам 4-х измерений.

а) б)
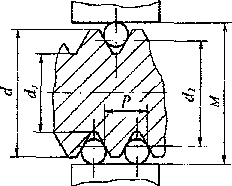
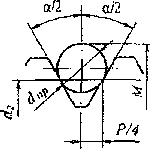
Рисунок 10.3 – Схемы измерения параметров резьбы
а) среднего диаметра тремя проволочками;
б) среднего диаметра, угла профиля и шага резьбы.