

Принципы організації виробництва
Рациональная організація виробництва має відповідати ряду вимог, будуватися на певних принципах:
Пропорциональность у створенні виробництва передбачає відповідність пропускну здатність (відносної продуктивності в одиницю часу) всіх підрозділів підприємства – цехів, ділянок, окремих робочих місць з випуску готової продукції. Ступінь пропорційності виробництва і може бути охарактеризована величиною відхилення пропускну здатність (потужності) кожного переділу від запланованого ритму випуску продукції:
где m – кількість переділів чи стадій виготовлення продукту; h – пропускна здатність окремих переділів; h2 – запланований ритм випуску продукції (обсяги виробництва за планом).
Пропорциональность виробництва виключає перевантаження одних ділянок, т. е. виникнення " вузьких місць " , і недовикористання потужностей у інших ланках, є рівномірної роботи підприємства міста і забезпечує безперебійний хід виробництва.
Базой дотримання пропорційності є правильний проектування підприємства, оптимальне поєднання основних та допоміжних виробничих ланок. Проте за сучасних темпах відновлення виробництва, швидкої змінюваності номенклатури готової продукції і занадто складною кооперації виробничих ланок завдання підтримки пропорційності виробництва стає постійної. Зі зміною виробництва змінюються стосунки між виробничими ланками, завантаження окремих переділів. Переозброєння певних підрозділів виробництва змінює що встановилися пропорції в виробництві й вимагає підвищення потужності суміжних ділянок.
Одним з методів підтримки пропорційності у виробництві є оперативно-календарное планування, що дозволяє розробляти завдання кожному за виробничого ланки з урахуванням, з одного боку, комплексного випуску продукції, з другого – найповнішого використання можливостей виробничого апарату. І тут робота з підтримці пропорційності збігаються з плануванням ритмічності виробництва.
Пропорциональность у виробництві підтримується також своєчасної заміною знарядь праці і, підвищенням рівня механізації і автоматизації виробництва, шляхом змін - у технології виробництва та т. буд. Це підходу до вирішення питань реконструкції та технічного переоснащення виробництва, планування освоєння і пуску нових виробничих потужностей.
Усложнение продукції, використання напівавтоматичного і автоматичного устаткування, поглиблення поділу праці збільшує число паралельно проведених процесів з виготовлення жодного продукту, органічне поєднання яких слід забезпечити, т, е. доповнює пропорційність принципом паралельності. Під параллельностью розуміється одночасне виконання окремих частин виробничого процесу стосовно різних частин загальної партії деталей. Що ширшим фронт робіт, тим менше, за інших рівних умов, тривалість виготовлення продукції. Паралельність реалізується всіх рівнях організації. На робоче місце паралельність забезпечується удосконаленням структури технологічної операції, й у першу чергу технологічної концентрацією, сопровождающейся многоинструментальной або многопредметной обробкою. Паралельність у виконанні основних та допоміжних елементів операції в поєднанні часу машинної обробки згодом установки до знімання деталей, контрольних промірів, завантаження і вивантаження апарату з основним технологічним процесом тощо. п. Паралельне виконання основних процесів реалізується бреши многопредметной обробці деталей, одночасному виконанні складально-монтажних операцій над однаковими чи різними об'єктами.
Уровень паралельності виробничого процесу можна охарактеризувати з допомогою коефіцієнта паралельності Кn, исчисляемого як співвідношення тривалості виробничого циклу при паралельному русі предметів праці Тпр.ц і фактичної його тривалості Тц:
В умовах складного многозвенного процесу виготовлення продукції дедалі більше значення набуває безперервність виробництва, що забезпечує прискорення оборотності коштів. Підвищення безперервності – найважливіше напрям інтенсифікації виробництва. На робоче місце вона буває у процесі виконання кожну операцію шляхом скорочення допоміжного часу (внутриоперационных перерв), дільниці й у цеху під час передачі напівфабрикату з однієї робочого місця інше (межоперационных перерв) і підприємстві загалом, зведення перерв до мінімуму з метою максимального прискорення оборотності материально-энергетических ресурсів (межцехового пролежування).
Непрерывность робіт у межах операції забезпечується передусім удосконаленням знарядь праці – запровадженням автоматичної переналагодження, автоматизацією допоміжних процесів, використанням спеціальної оснастки і пристосувань.
Сокращение межоперационных перерв пов'язані з вибором найбільш раціональних методів поєднання й рішучого узгодження часткових процесів у часі. Однією з передумов скорочення межоперационных перерв є застосування безперервних транспортних засобів; використання у процесі виробництва жорстко взаємопов'язаної системи машин і немає механізмів, застосування роторних ліній. Ступінь безперервності виробничого процесу то, можливо охарактеризована коефіцієнтом безперервності Кн, що обчислюються як співвідношення тривалості технологічної частини виробничого циклу Тц.тех і тривалості повного виробничого циклу Тц:
Непрерывность виробництва у два аспекти: безперервного участі у процесі виробництва предметів труда-сырья і напівфабрикатів і безперервного завантаження устаткування й раціонального використання робочого дня. Забезпечуючи безперервність руху предметів праці, одночасно необхідно зводити до мінімуму зупинки устаткування переналагодження, чекаючи надходження матеріалів тощо. п. Це підвищення одноманітності робіт, виконуваних на кожному робоче місце, і навіть використання быстропереналаживаемого устаткування (верстатів з сучасним програмним управлінням), копіювальних верстатів тощо. буд.
Одной з передумов безперервності виробництва є прямоточность у створенні виробничого процесу, що дає забезпечення найкоротшого шляху проходження виробом всіх стадій і операцій виробничого процесу, від запуску у виробництві вихідних матеріалів і по виходу готової продукції. Прямоточность характеризується коефіцієнтом Кпр, які представляють співвідношення тривалості транспортних операцій Ттр до спільної тривалості виробничого циклу Тц:
В відповідно до цього вимогою взаємне розташування будинків та споруд на території підприємства, і навіть розміщення них основних цехів має відповідати вимогам виробничого процесу. Потік матеріалів, напівфабрикатів і виробів може бути поступальним і найкоротшим, без зустрічних і зворотних рухів. Допоміжні цехи склади потрібно розміщувати можливо ближчі один до які обслуговує ними основним цехах.
Для забезпечення повної використання устаткування, материально-энергетических ресурсів немає і робочого дня важливе значення має ритмічність виробництва, що є основним принципом осередку.
Принцип ритмічності передбачає рівномірне випускати продукцію і ритмічний хід виробництва. Рівень ритмічності можна охарактеризувати коефіцієнтом Кр, що визначається як сума негативних відхилень досягнутого випуску продукції з заданого плану
Равномерный випускати продукцію означає виготовлення в рівні інтервали часу однакового чи поступово зростаючого кількості продукції. Ритмічність виробництва виявляється у повторенні через рівні інтервали часу приватних виробничих процесів усім стадіях виробництва та " здійсненні кожному робоче місце в рівні інтервали часу однакового обсягу робіт, зміст що у залежність від методу організації робочих місць то, можливо однаковим чи різним.
Ритмичность виробництва – одну з основних передумов раціонального використання всіх його елементів. При ритмічної роботі забезпечується повне завантаження устаткування, нормальна його експлуатація, поліпшується використання материально-энергетических ресурсів, робочого дня.
Обеспечение ритмічної роботи є підставою обов'язковим всім підрозділів виробництва – основних, обслуговуючих та допоміжних допоміжних цехів, матеріально-технічного постачання. Неритмичная робота кожної ланки призводить до порушення нормального ходу виробництва.
Порядок повторення виробничого процесу визначається виробничими ритмами. Необхідно розрізняти ритм випуску продукції (наприкінці процесу), операційні (проміжні) ритми, і навіть ритм запуску (на початку процесу). Провідним є ритм випуску продукції. Він то, можливо довго стійким лише за умови, якщо дотримуються операційні ритми усім робочих місць. Методи організації ритмічного виробництва залежить від особливостей спеціалізації підприємства, характеру виготовленої продукції і на рівня організації виробництва. Ритмічність забезпечується організацією роботи в усіх підрозділах підприємства, і навіть своєчасної її найближчими днями і комплексним обслуговуванням.
Современный рівень науково-технічного прогресу передбачає дотримання гнучкості організації виробництва. Традиційні принципи організації виробництва орієнтовані сталого характеру виробництва – стабільну номенклатуру продукції, спеціальні види устаткування й т. п. У разі на швидке оновлення номенклатури продукції змінюється технологія виробництва. Тим більше що швидка зміна устаткування, перебудова його планування викликали невиправдано високі витрати, і це було б гальмом технічного прогресу; неможливо також часто змінювати виробничу структуру (просторову організацію ланок). Це висунуло нову вимогу до організації виробництва – гнучкість. У поэлементном розрізі це передусім швидку переналаживаемость устаткування. Досягнення мікроелектроніки створили техніку, здатну до широкої діапазону використання коштів і що виробляє у разі потреби автоматичну самоподналадку.
Широкие можливості підвищення гнучкості організації виробництва дає використання типових процесів виконання окремих стадій виробництва. Відомо побудова переменно-поточных ліній, у яких і їх перебудови може виготовлятись різна продукція. Так, нині взуттєвої фабриці в одній потокової лінії виготовляються різні моделі жіночої взуття при однотипному методі кріплення низу; на автоскладальних конвеєрних лініях без переналагодження відбувається складання машин як різною забарвлення, а й модифікації. Ефективно створення гнучких автоматизованих виробництв, заснованих на виключно застосуванні роботів і мікропроцесорної техніки. Великі можливості у цьому плані забезпечує стандартизація напівфабрикатів. За цих умов під час переходу на випуск нова продукція чи освоєнні нових процесів не потрібно перебудовувати все часткові процеси та ланки виробництва.
Одним з найважливіших принципів сучасної організації виробництва є його комплексність, наскрізний характер. Сучасні процеси виготовлення продукції характеризуються зрощуванням і переплетенням основних, допоміжних і обслуговуючих процесів, у своїй допоміжні та що обслуговують процеси обіймають усі більше місця загалом виробничий цикл. Це з відомим відставанням механізації і автоматизації обслуговування провадження у порівнянню з оснащеністю основних виробничих процесів. У умовах стає дедалі необхідної регламентація технологій і організації виконання як основних, а й допоміжних й обслуговуючих процесів виробництва.
30
Сутність і види
циклів. Просторове розташування об’єктів
у певній послідовності один за одним
передбачає, що операції процесу в часі
мають виконуватися в тій самій
послідовності. Часові зв’язки
розглядаються як відрізки (моменти)
часу здійснення окремих стадій сукупного
чи часткового процесу або як його
проміжні чи кінцеві результати. Таким
чином, часові відношення між елементами
процесу пов’язані з просторовими.
Системні
властивості часових зв’язків виявляються
в з’єднанні речових елементів процесу
в просторі і в часі таким чином, щоб
функціонування елементів системи
(підрозділів підприємства) забезпечувало
виготовлення кінцевого продукту в
заздалегідь визначений час.
Усі види
зв’язків елементів виробничої системи
в часі забезпечують її життєдіяльність
або роботу в запрограмованих параметрах
і здійснюються через матеріальні,
енергетичні та інформаційні потоки.
Порушення будь-яких потоків між елементами
системи виводять її з рівноваги, роблять
неможливим досягнення кінцевого
результату.
Дотримання комплексу
принципів раціональної організації
виробничого процесу вможливлює виконання
всіх часткових процесів у найкоротший
строк з мінімальними витратами живої
праці, а також матеріальних ресурсів і
коштів. Проте не завжди скорочення часу
на виконання окремої операції веде до
скорочення тривалості всього процесу,
оскільки виникають великі перерви між
операціями або частковими процесами.
Однією з найважливіших вимог до
раціональної організації є забезпечення
найменшої тривалості виробничого
процесу, тобто циклу виготовлення
продукції.
Під виробничим циклом
розуміється календарний проміжок часу
з моменту запуску сировини, матеріалів
у виробництво до повного виготовлення
готової продукції або період від початку
до закінчення якогось виробничого
процесу. Тривалість виробничого циклу
розраховується в одиницях календарного
часу (години, дні, місяці).
Виробничий
цикл як відрізок часу починається з
моменту початку виробничого процесу і
закінчується моментом виходу готового
виробу або партії деталей, складальної
одиниці. Так, для простого процесу
виробничий цикл починається з запуску
у виробництво заготовки (партії заготовок)
і закінчується випуском готової деталі
(партії деталей). Виробничий цикл
складного процесу складається із
сукупності простих процесів і починається
з запуску у виробництво першої заготовки
деталі, а закінчується випуском готового
виробу або складальної одиниці.
Важливими
складовими виробничого циклу є
технологічний і операційний цикли,
кожний з яких має свої особливості.
Операційний цикл являє собою час
виконання однієї операції, протягом
якого виготовляється одна деталь, партія
деталей або кілька різних деталей. Під
технологічним циклом розуміється час
виконання технологічних операцій у
виробничому циклі.
Виробничий цикл
виготовлення всіх видів продукції (від
виготовлення заготовок, деталей до
складання виробів) використовується
при: розробленні виробничих програм
підприємства та його підрозділів;
визначенні нормальних розмірів
незавершеного виробництва, побудові
графіків матеріального забезпечення
виробництва; оперативній підготовці
виробництва; установленні термінів
запуску деталей у виробництво, виходячи
з термінів випуску готової продукції;
випередженні в роботі цехів (дільниць),
а також для здійснення контролю за
діяльністю виробничих підрозділів.
Таким чином, основою організації
виробничого процесу в часі є виробничий
цикл.
Тривалість виробничого циклу
залежить від: трудомісткості виготовлення
готового виробу, що визначається технічно
обґрунтованими нормами часу; часу
виконання допоміжних операцій; часу
природних процесів; тривалості перерв
у виробничому процесі; кількості
предметів праці, які одночасно запускаються
у виробництво (розміру партії); виду
руху оброблюваного предмета по операціях
виробничого процесу.
Структура
виробничого циклу. Структура виробничого
циклу виготовлення будь-якої продукції
складається з часу виробництва й часу
перерв.
Затрати часу, що входять до
складу виробничого циклу, відображені
на рис. 7.1.
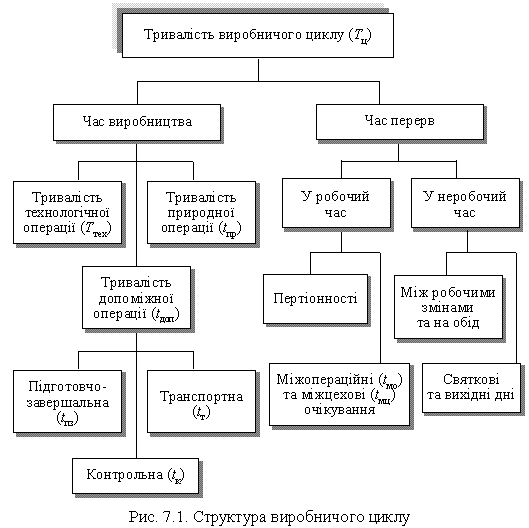 Час
виробництва складається з тривалості
виконання технологічних операцій
(Ттех); допоміжних операцій:
підготовчо-завершальних (tпз),
транспортно-складських (tт), контрольних
(tк); природних операцій (tпр).
Час
перерв ділиться на перерви в робочий
час і в неробочий час. Останні так звані
регламентовані перерви (між змінами,
на обід, святкові та вихідні дні). Перерви
в робочий час складаються з перерв
партіонності, міжопераційного (tмо),
міжцехового (tмц) і міжзмінного
очікування.
Перерви партіонності
виникають під час оброблення деталей
партіями, коли кожна деталь, що надходить
на робоче місце у складі партії аналогічних
деталей, пролежує двічі: один раз до
початку оброблення, а другий раз до
закінчення оброблення всієї партії
перед її транспортуванням на наступну
операцію. Ці перерви розраховуються
разом із тривалістю технологічних
операцій і складають операційний цикл
(То).
Перерви міжопераційного очікування
виникають через неузгодженість тривалості
суміжних операцій технологічного
процесу, що зумовлює простої предметів
праці до моменту звільнення робочих
місць (устаткування) для проходження
обробки на черговій операції.
Перерви
міжцехового очікування виникають за
різночасного виготовлення деталей, що
входять до одного комплекту. Їх іноді
називають перервами очікування
комплектації, вони можуть бути внутрішніми
та міжцеховими. Як правило, такі перерви
виникають під час переходу продукції
від однієї стадії виробництва до іншої
або з одного цеху в інший. Тривалість
цих перерв багато в чому залежить від
якості оперативно-виробничого
планування.
Перерви в неробочий час
зумовлені режимом роботи підприємства,
їх тривалість залежить від кількості
вихідних, святкових днів і робочих змін,
тривалості перерв між ними, а також
перерв на обід.
Перерви також бувають
вимушеними з таких причин: незадовільна
організація виробництва на даному
підприємстві (неналежна організація
робочих місць, невчасна подача матеріалів
або інструменту, низька якість технічної
документації або затримка її підготовки,
недоліки ремонту); випадкові обставини,
наприклад, затримка надходження матеріалу
від постачальника, вимикання електроенергії,
аварії устаткування, брак деталей і т.
д.
Структура виробничого циклу, тобто
склад і співвідношення його елементів,
залежить від особливостей продукції,
технологічних процесів її виготовлення,
типу виробництва, рівня організації
виробничого процесу та інших чинників.
У безперервних виробництвах (хімічне,
металургійне та ін.) найбільша частка
у виробничому циклі припадає на час
виробництва. У дискретних виробництвах
(наприклад, у машинобудуванні) перерви
становлять 70—75 % загальної тривалості
виробничого циклу. Зі збільшенням
серійності виробництва частка перерв
знижується.
Шляхи скорочення
виробничого циклу. Важливість скорочення
виробничого циклу визначається
економічними інтересами продуцентів.
Чим менша тривалість виробничого циклу,
тим більше продукції за одиницю часу
при інших рівних умовах можна випустити
на підприємстві, у цеху або на дільниці;
тим вище використання основних фондів
підприємства; тим менша потреба
підприємства в оборотних коштах за
рахунок прискорення їх обертання; тим
більше скорочується незавершене
виробництво; тим вища фондовіддача і
т. д.
У практичній діяльності підприємств
скорочення тривалості виробничого
циклу здійснюється одночасно за трьома
напрямами: зменшення часу робочого
періоду (трудових процесів), скорочення
часу природних процесів, усунення та
зведення до мінімуму різних перерв. Це
забезпечується двома шляхами: а)
удосконалюванням техніки й технології
і б) підвищенням рівня організації
виробництва. Розроблення заходів із
скорочення виробничого циклу ґрунтується
насамперед на принципах пропорційності,
паралельності та безперервності.
Технологічний час і час перерв значно
скорочуються в результаті удосконалювання
конструкцій продукції, що випускається,
підвищення рівня її технологічності,
упровадження найбільш раціональних
високоефективних технологічних
процесів.
Під удосконаленням
технологічних процесів розуміють їх
комплексну механізацію та автоматизацію,
упровадження швидкісних режимів різання,
концентрацію операцій, яка передбачає
багатоінструментальну й багатопредметну
обробку або суміщення в одному робочому
циклі кількох різних технологічних
операцій.
Підвищення технологічності
конструкцій виробів полягає у максимальному
наближенні їх параметрів до вимог
технологічного процесу та технічних і
організаційних можливостей підприємства.
Наприклад, раціональне розчленування
конструкції виробу на вузли та дрібні
складальні одиниці є важливою умовою
для паралельного складання і, відповідно,
скорочення тривалості виробничого
циклу.
Скорочення трудомісткості
технологічних операцій досягається
шляхом використання досконалішого
інструменту, заміни металу пластмасами,
застосування ефективного спеціального
та універсального оснащення, використання
ПЕОМ, що дають змогу вибирати оптимальні
режими обробки деталей.
Підготовчо-завершальний
час також підлягає зменшенню, особливо
в частині переналагодження устаткування,
яке доцільно виконувати в неробочі
зміни, в обідні та інші перерви. У сучасній
практиці скорочення періоду такої
роботи досягається завдяки груповій
обробці деталей, типовим і універсальним
налагодженням.
Зменшення тривалості
транспортних і складських операцій
може бути досягнуто в результаті
перепланування устаткування на основі
принципу прямоточності, механізації й
автоматизації підйому та переміщення
продукції за допомогою різних
засобів.
Скорочення часу на контрольні
операції досягається впровадженням
передових методів і прийомів їх
здійснення, використанням засобів
механізованого та автоматизованого
контролю, які вмонтовуються в устаткування,
суміщенням із часом виконання
технологічних, транспортних і складських
операцій. Використання статистичних
методів контролю якості продукції і
регулювання технологічних процесів
дає можливість перейти від суцільного
контролю до вибіркового, знижуючи тим
самим час контрольних операцій.
Скоротити
виробничий цикл можна шляхом штучної
інтенсифікації природних процесів.
Наприклад, прискоренням охолодження
деталей, упровадженням примусової
циркуляції повітря, заміною природного
сушіння фарбованих деталей індукційним
сушінням у полі струмів високої частоти,
застосуванням штучного старіння
відповідальних деталей у термічних
печах.
Скорочення часу міжопераційних
перерв забезпечується переходом від
послідовного до паралельно-послідовного
і далі до паралельного руху предметів
праці. Такому скороченню часу також
сприяє організація цехів та дільниць
за принципом предметної спеціалізації,
яка територіально наближує різні стадії
виробництва, спрощує й скорочує
внутрішньозаводські та внутрішньоцехові
маршрути руху заготовок і виробів.
Підвищення паралельності виконання
робіт скорочує технологічну трудомісткість
і час на транспортування.
Час перерв
може бути скорочений шляхом збільшення
змінності роботи, раціоналізації
відпочинку робітників, застосування
ефективних систем оперативно-календарного
планування.
Скорочення часу перерв,
що зумовлені аваріями устаткування,
недостачею матеріалів, оснащення та
іншими причинами незадовільної
організації виробництва, також позитивно
впливає на тривалість виробничого
циклу.
З метою виявлення резервів
скорочення тривалості виробничого
циклу проводяться маршрутні фотографії.
У результаті аналізу тривалості
виробничого циклу можна виявити такі
шляхи його скорочення, як зменшення
розміру партії деталей, визначення
порядку запуску деталей в обробку,
розширення змінності роботи устаткування,
оптимізація виробничого циклу під час
обробки деталей кількох найменувань
за рахунок визначення черговості їх
запуску. Останнє завдання може вирішуватися
методами лінійного й динамічного
програмування, послідовного конструювання
за допомогою гілок і меж у вигляді
дерева, матричними методами моделювання
виробничого процесу.
Чинники
виробничого циклу. У більшості випадків
у простому виробничому процесі деталі
(заготовки) виготовляються партіями,
які послідовно обробляються на всій
сукупності операцій. Процес виготовлення
партій деталей, що просувається через
багато операцій, складається із сукупності
операційних циклів.
Сукупність
операційних циклів, а також спосіб
сполучення в часі суміжних операційних
циклів та їх частин створюють часову
структуру багатоопераційного
технологічного циклу.
Тривалість
багатоопераційного технологічного
циклу істотно залежить від способу
сполучення в часі операційних циклів
та їх частин, а також від виду руху партії
деталей по операціях. Вибір виду руху
визначає ступінь безперервності та
паралельності виробничого процесу, що
обумовлює тривалість виробничого циклу
виготовлення партій деталей.
Визначення
тривалості виробничого циклу в
машинобудуванні характерне для чотирьох
типових варіантів: обробка однієї деталі
якогось найменування; обробка кількох
деталей одного найменування; виготовлення
виробу якогось найменування; виготовлення
кількох виробів того самого найменування.
У
загальному вигляді тривалість виробничого
циклу розраховується для окремих
деталей, вузлів, виробів, а також для їх
партій:
Час
виробництва складається з тривалості
виконання технологічних операцій
(Ттех); допоміжних операцій:
підготовчо-завершальних (tпз),
транспортно-складських (tт), контрольних
(tк); природних операцій (tпр).
Час
перерв ділиться на перерви в робочий
час і в неробочий час. Останні так звані
регламентовані перерви (між змінами,
на обід, святкові та вихідні дні). Перерви
в робочий час складаються з перерв
партіонності, міжопераційного (tмо),
міжцехового (tмц) і міжзмінного
очікування.
Перерви партіонності
виникають під час оброблення деталей
партіями, коли кожна деталь, що надходить
на робоче місце у складі партії аналогічних
деталей, пролежує двічі: один раз до
початку оброблення, а другий раз до
закінчення оброблення всієї партії
перед її транспортуванням на наступну
операцію. Ці перерви розраховуються
разом із тривалістю технологічних
операцій і складають операційний цикл
(То).
Перерви міжопераційного очікування
виникають через неузгодженість тривалості
суміжних операцій технологічного
процесу, що зумовлює простої предметів
праці до моменту звільнення робочих
місць (устаткування) для проходження
обробки на черговій операції.
Перерви
міжцехового очікування виникають за
різночасного виготовлення деталей, що
входять до одного комплекту. Їх іноді
називають перервами очікування
комплектації, вони можуть бути внутрішніми
та міжцеховими. Як правило, такі перерви
виникають під час переходу продукції
від однієї стадії виробництва до іншої
або з одного цеху в інший. Тривалість
цих перерв багато в чому залежить від
якості оперативно-виробничого
планування.
Перерви в неробочий час
зумовлені режимом роботи підприємства,
їх тривалість залежить від кількості
вихідних, святкових днів і робочих змін,
тривалості перерв між ними, а також
перерв на обід.
Перерви також бувають
вимушеними з таких причин: незадовільна
організація виробництва на даному
підприємстві (неналежна організація
робочих місць, невчасна подача матеріалів
або інструменту, низька якість технічної
документації або затримка її підготовки,
недоліки ремонту); випадкові обставини,
наприклад, затримка надходження матеріалу
від постачальника, вимикання електроенергії,
аварії устаткування, брак деталей і т.
д.
Структура виробничого циклу, тобто
склад і співвідношення його елементів,
залежить від особливостей продукції,
технологічних процесів її виготовлення,
типу виробництва, рівня організації
виробничого процесу та інших чинників.
У безперервних виробництвах (хімічне,
металургійне та ін.) найбільша частка
у виробничому циклі припадає на час
виробництва. У дискретних виробництвах
(наприклад, у машинобудуванні) перерви
становлять 70—75 % загальної тривалості
виробничого циклу. Зі збільшенням
серійності виробництва частка перерв
знижується.
Шляхи скорочення
виробничого циклу. Важливість скорочення
виробничого циклу визначається
економічними інтересами продуцентів.
Чим менша тривалість виробничого циклу,
тим більше продукції за одиницю часу
при інших рівних умовах можна випустити
на підприємстві, у цеху або на дільниці;
тим вище використання основних фондів
підприємства; тим менша потреба
підприємства в оборотних коштах за
рахунок прискорення їх обертання; тим
більше скорочується незавершене
виробництво; тим вища фондовіддача і
т. д.
У практичній діяльності підприємств
скорочення тривалості виробничого
циклу здійснюється одночасно за трьома
напрямами: зменшення часу робочого
періоду (трудових процесів), скорочення
часу природних процесів, усунення та
зведення до мінімуму різних перерв. Це
забезпечується двома шляхами: а)
удосконалюванням техніки й технології
і б) підвищенням рівня організації
виробництва. Розроблення заходів із
скорочення виробничого циклу ґрунтується
насамперед на принципах пропорційності,
паралельності та безперервності.
Технологічний час і час перерв значно
скорочуються в результаті удосконалювання
конструкцій продукції, що випускається,
підвищення рівня її технологічності,
упровадження найбільш раціональних
високоефективних технологічних
процесів.
Під удосконаленням
технологічних процесів розуміють їх
комплексну механізацію та автоматизацію,
упровадження швидкісних режимів різання,
концентрацію операцій, яка передбачає
багатоінструментальну й багатопредметну
обробку або суміщення в одному робочому
циклі кількох різних технологічних
операцій.
Підвищення технологічності
конструкцій виробів полягає у максимальному
наближенні їх параметрів до вимог
технологічного процесу та технічних і
організаційних можливостей підприємства.
Наприклад, раціональне розчленування
конструкції виробу на вузли та дрібні
складальні одиниці є важливою умовою
для паралельного складання і, відповідно,
скорочення тривалості виробничого
циклу.
Скорочення трудомісткості
технологічних операцій досягається
шляхом використання досконалішого
інструменту, заміни металу пластмасами,
застосування ефективного спеціального
та універсального оснащення, використання
ПЕОМ, що дають змогу вибирати оптимальні
режими обробки деталей.
Підготовчо-завершальний
час також підлягає зменшенню, особливо
в частині переналагодження устаткування,
яке доцільно виконувати в неробочі
зміни, в обідні та інші перерви. У сучасній
практиці скорочення періоду такої
роботи досягається завдяки груповій
обробці деталей, типовим і універсальним
налагодженням.
Зменшення тривалості
транспортних і складських операцій
може бути досягнуто в результаті
перепланування устаткування на основі
принципу прямоточності, механізації й
автоматизації підйому та переміщення
продукції за допомогою різних
засобів.
Скорочення часу на контрольні
операції досягається впровадженням
передових методів і прийомів їх
здійснення, використанням засобів
механізованого та автоматизованого
контролю, які вмонтовуються в устаткування,
суміщенням із часом виконання
технологічних, транспортних і складських
операцій. Використання статистичних
методів контролю якості продукції і
регулювання технологічних процесів
дає можливість перейти від суцільного
контролю до вибіркового, знижуючи тим
самим час контрольних операцій.
Скоротити
виробничий цикл можна шляхом штучної
інтенсифікації природних процесів.
Наприклад, прискоренням охолодження
деталей, упровадженням примусової
циркуляції повітря, заміною природного
сушіння фарбованих деталей індукційним
сушінням у полі струмів високої частоти,
застосуванням штучного старіння
відповідальних деталей у термічних
печах.
Скорочення часу міжопераційних
перерв забезпечується переходом від
послідовного до паралельно-послідовного
і далі до паралельного руху предметів
праці. Такому скороченню часу також
сприяє організація цехів та дільниць
за принципом предметної спеціалізації,
яка територіально наближує різні стадії
виробництва, спрощує й скорочує
внутрішньозаводські та внутрішньоцехові
маршрути руху заготовок і виробів.
Підвищення паралельності виконання
робіт скорочує технологічну трудомісткість
і час на транспортування.
Час перерв
може бути скорочений шляхом збільшення
змінності роботи, раціоналізації
відпочинку робітників, застосування
ефективних систем оперативно-календарного
планування.
Скорочення часу перерв,
що зумовлені аваріями устаткування,
недостачею матеріалів, оснащення та
іншими причинами незадовільної
організації виробництва, також позитивно
впливає на тривалість виробничого
циклу.
З метою виявлення резервів
скорочення тривалості виробничого
циклу проводяться маршрутні фотографії.
У результаті аналізу тривалості
виробничого циклу можна виявити такі
шляхи його скорочення, як зменшення
розміру партії деталей, визначення
порядку запуску деталей в обробку,
розширення змінності роботи устаткування,
оптимізація виробничого циклу під час
обробки деталей кількох найменувань
за рахунок визначення черговості їх
запуску. Останнє завдання може вирішуватися
методами лінійного й динамічного
програмування, послідовного конструювання
за допомогою гілок і меж у вигляді
дерева, матричними методами моделювання
виробничого процесу.
Чинники
виробничого циклу. У більшості випадків
у простому виробничому процесі деталі
(заготовки) виготовляються партіями,
які послідовно обробляються на всій
сукупності операцій. Процес виготовлення
партій деталей, що просувається через
багато операцій, складається із сукупності
операційних циклів.
Сукупність
операційних циклів, а також спосіб
сполучення в часі суміжних операційних
циклів та їх частин створюють часову
структуру багатоопераційного
технологічного циклу.
Тривалість
багатоопераційного технологічного
циклу істотно залежить від способу
сполучення в часі операційних циклів
та їх частин, а також від виду руху партії
деталей по операціях. Вибір виду руху
визначає ступінь безперервності та
паралельності виробничого процесу, що
обумовлює тривалість виробничого циклу
виготовлення партій деталей.
Визначення
тривалості виробничого циклу в
машинобудуванні характерне для чотирьох
типових варіантів: обробка однієї деталі
якогось найменування; обробка кількох
деталей одного найменування; виготовлення
виробу якогось найменування; виготовлення
кількох виробів того самого найменування.
У
загальному вигляді тривалість виробничого
циклу розраховується для окремих
деталей, вузлів, виробів, а також для їх
партій:
 де
То, tпр, tп-з, tтр, tк, tмо, tмц — час
технологічних операцій, природних
процесів, підготовчо-завершальних,
транспортних операцій, контрольних
операцій, міжопераційної і відповідно
міжцехової (міжзмінної) паузи в обробленні
деталей;
m, i, п, j, х, у, z — кількість
технологічних, природних,
підготовчо-завершальних, транспортних,
контрольних операцій і перерв відповідно.
У
деяких випадках час виконання
підготовчо-завершальних, транспортних
і контрольних операцій може частково
або повністю збігатись із часом перерв.
Час перекриття окремих елементів
виробничого циклу в його тривалість не
включається, тому тривалість циклу
звичайно менше суми всіх його
складових.
Міжцехові перерви
визначаються дослідним шляхом, виходячи
з конкретних умов виробництва і прийнятої
системи оперативного планування.
Перерви,
що виникають унаслідок незадовільної
організації виробництва і випадкових
обставин, у тривалість виробничого
циклу не включаються.
Величина Тц
для різноманітних об’єктів може
коливатися від кількох хвилин (простіші
деталі) до кількох місяців чи років
(унікальне устаткування, великі технічні
комплекси тощо), тому розраховується у
хвилинах, годинах, змінах, робочих і
календарних днях. Якщо Тц розраховується
в календарних днях, беруться до уваги
всі складові, які показані на рис. 7.1,
якщо — в робочих днях, то вихідні та
святкові дні не враховуються; у разі
розрахунку Тц в годинах не враховуються
також перерви між робочими змінами.
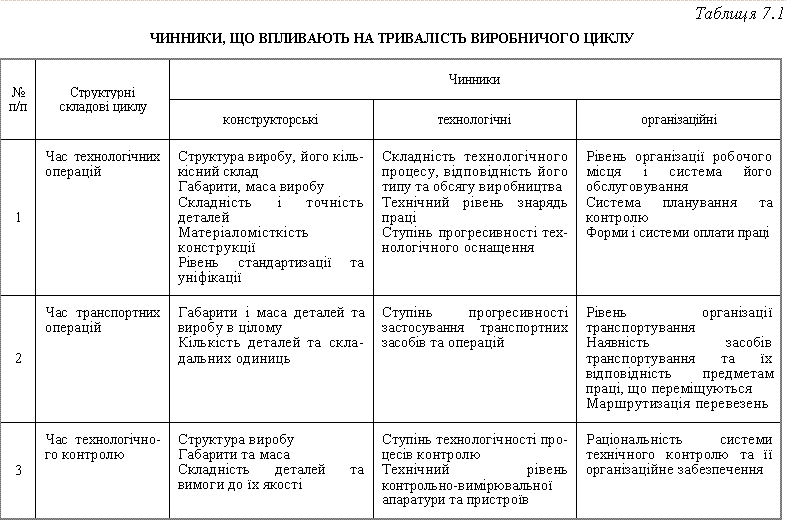
Тривалість
структурних складових виробничого
циклу залежить від чинників
конструкторського, технологічного й
організаційного характеру (табл. 7.1).
На
тривалість виробничого циклу істотно
впливають розмір партій деталей і вид
руху предметів праці в процесі їх
обробки.
Партією називається кількість
деталей, які безперервно обробляються
на кожній операції виробничого процесу
з однократною витратою підготовчо-завершального
часу.
Робота партіями організується
в серійному і великосерійному виробництві.
Розмір партії впливає на багато сторін
виробничої діяльності підприємства.
Чим більша партія, тим рідше здійснюється
переналагодження устаткування,
забезпечується краще його використання,
підвищується продуктивність праці,
знижується собівартість продукції.
Проте великі партії збільшують незавершене
виробництво, скорочують оборотність
оборотних коштів, збільшують тривалість
циклу виробництва.
На розмір партії
впливають: кількість закріплених за
кожною одиницею устаткування деталей;
складність і трудомісткість виготовлення
деталей; тривалість циклу виробництва
окремих деталей; співвідношення між
часом на налагодження устаткування і
часом на виготовлення партії на головній
(тривалій) операції; співвідношення між
місячною програмою й розміром партії;
габарити деталей; характер міжцехових
зв’язків.
В основі визначення розміру
партії залежно від конкретних умов
виробництва лежать такі чинники, як
трудомісткість, рівень використання
устаткування, продуктивність праці та
ін. Для цього всі деталі, що обробляються,
класифікуються за розмірами, трудомісткістю
обробки, періодичністю запуску, місячною
потребою в них.
Розмір партії простих
деталей установлюється з урахуванням
їх місячної, квартальної потреби. Для
складних і великогабаритних деталей
розмір партії встановлюється з огляду
на наявність площ для їх збереження.
Оптимізація розміру партії з урахуванням
таких умов полегшує планування, створює
передумови для організації рівномірної
роботи.
де
То, tпр, tп-з, tтр, tк, tмо, tмц — час
технологічних операцій, природних
процесів, підготовчо-завершальних,
транспортних операцій, контрольних
операцій, міжопераційної і відповідно
міжцехової (міжзмінної) паузи в обробленні
деталей;
m, i, п, j, х, у, z — кількість
технологічних, природних,
підготовчо-завершальних, транспортних,
контрольних операцій і перерв відповідно.
У
деяких випадках час виконання
підготовчо-завершальних, транспортних
і контрольних операцій може частково
або повністю збігатись із часом перерв.
Час перекриття окремих елементів
виробничого циклу в його тривалість не
включається, тому тривалість циклу
звичайно менше суми всіх його
складових.
Міжцехові перерви
визначаються дослідним шляхом, виходячи
з конкретних умов виробництва і прийнятої
системи оперативного планування.
Перерви,
що виникають унаслідок незадовільної
організації виробництва і випадкових
обставин, у тривалість виробничого
циклу не включаються.
Величина Тц
для різноманітних об’єктів може
коливатися від кількох хвилин (простіші
деталі) до кількох місяців чи років
(унікальне устаткування, великі технічні
комплекси тощо), тому розраховується у
хвилинах, годинах, змінах, робочих і
календарних днях. Якщо Тц розраховується
в календарних днях, беруться до уваги
всі складові, які показані на рис. 7.1,
якщо — в робочих днях, то вихідні та
святкові дні не враховуються; у разі
розрахунку Тц в годинах не враховуються
також перерви між робочими змінами.
Тривалість
структурних складових виробничого
циклу залежить від чинників
конструкторського, технологічного й
організаційного характеру (табл. 7.1).
На
тривалість виробничого циклу істотно
впливають розмір партій деталей і вид
руху предметів праці в процесі їх
обробки.
Партією називається кількість
деталей, які безперервно обробляються
на кожній операції виробничого процесу
з однократною витратою підготовчо-завершального
часу.
Робота партіями організується
в серійному і великосерійному виробництві.
Розмір партії впливає на багато сторін
виробничої діяльності підприємства.
Чим більша партія, тим рідше здійснюється
переналагодження устаткування,
забезпечується краще його використання,
підвищується продуктивність праці,
знижується собівартість продукції.
Проте великі партії збільшують незавершене
виробництво, скорочують оборотність
оборотних коштів, збільшують тривалість
циклу виробництва.
На розмір партії
впливають: кількість закріплених за
кожною одиницею устаткування деталей;
складність і трудомісткість виготовлення
деталей; тривалість циклу виробництва
окремих деталей; співвідношення між
часом на налагодження устаткування і
часом на виготовлення партії на головній
(тривалій) операції; співвідношення між
місячною програмою й розміром партії;
габарити деталей; характер міжцехових
зв’язків.
В основі визначення розміру
партії залежно від конкретних умов
виробництва лежать такі чинники, як
трудомісткість, рівень використання
устаткування, продуктивність праці та
ін. Для цього всі деталі, що обробляються,
класифікуються за розмірами, трудомісткістю
обробки, періодичністю запуску, місячною
потребою в них.
Розмір партії простих
деталей установлюється з урахуванням
їх місячної, квартальної потреби. Для
складних і великогабаритних деталей
розмір партії встановлюється з огляду
на наявність площ для їх збереження.
Оптимізація розміру партії з урахуванням
таких умов полегшує планування, створює
передумови для організації рівномірної
роботи.
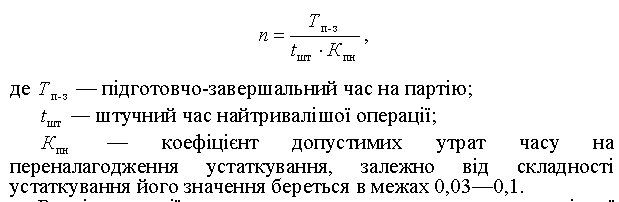
 Для
розрахунку розміру партії застосовується
кілька методів. Найпростіший і
найпоширеніший — метод визначення
розміру партії деталей за співвідношенням
підготовчо-завершального на партію
часу до штучного часу найтрудомісткішої
операції.
Розрахунок розміру партії
здійснюється за формулою:
Для
розрахунку розміру партії застосовується
кілька методів. Найпростіший і
найпоширеніший — метод визначення
розміру партії деталей за співвідношенням
підготовчо-завершального на партію
часу до штучного часу найтрудомісткішої
операції.
Розрахунок розміру партії
здійснюється за формулою:
 Розмір
партії коректується з урахуванням
змінної продуктивності устаткування,
стійкості оснащення, оперативних
графіків виробництва, ємності тари і
т. д.
У випадках, коли дільниця або
цех працюють безпосередньо на споживача,
розмір партії деталей має дорівнювати
або бути кратним денній (тижневій)
потребі споживачів і забезпечувати їх
рівномірну роботу.
У загальному
вигляді економічно оптимальний розмір
партії (nопт) обробки деталей (виробів)
визначається за формулою:
Розмір
партії коректується з урахуванням
змінної продуктивності устаткування,
стійкості оснащення, оперативних
графіків виробництва, ємності тари і
т. д.
У випадках, коли дільниця або
цех працюють безпосередньо на споживача,
розмір партії деталей має дорівнювати
або бути кратним денній (тижневій)
потребі споживачів і забезпечувати їх
рівномірну роботу.
У загальному
вигляді економічно оптимальний розмір
партії (nопт) обробки деталей (виробів)
визначається за формулою:
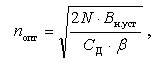 де
N — річна програма випуску предметів
(заготовок деталей);
Bн.уст — загальні
витрати на здійснення одного налагодження
устаткування для обробки партії
предметів;
— затрати та
витрати, що пов’язані зі створенням і
збереженням деталей (заготовок) у заділі
в частках від СД;
СД — вартість обробки
деталей (заготовок
де
N — річна програма випуску предметів
(заготовок деталей);
Bн.уст — загальні
витрати на здійснення одного налагодження
устаткування для обробки партії
предметів;
— затрати та
витрати, що пов’язані зі створенням і
збереженням деталей (заготовок) у заділі
в частках від СД;
СД — вартість обробки
деталей (заготовок
31
Повноваження і відповідальність осіб і організацій, що здійснюють діяльність, яка впливає на якість проекту, повинні бути чітко встановлені і закріплені документально. Це оформлюється в рамках спеціальної Програми забезпечення якості проекту.
В даній Програмі знаходить відображення стратегія забезпечення якості проекту, що визначається на початковій стадії його виконання задовго до розміщення замовлень на придбання і доставку обладнання. Програма визначає заходи, направлені на забезпечення якості виконання робіт по проекту, в тому числі заходи по контролю якості.
Програма повинна передбачати:
Ø організаційну структуру, в рамках якої вона буде реалізовуватись;
Ø чітко розподілені обов’язки і рівень повноважень окремих осіб, груп і організацій, що приймають участь у вирішенні цієї проблеми.
Результатом
планування якості проекту є план
управління якістю, операційні визначення,
контрольні переліки.
План якості
проекту, або програма забезпечення
якості проекту, включають заходи щодо
реалізації політики у сфері якості із
зазначенням термінів виконання,
відповідальних за виконання, критеріїв
оцінки та бюджету. В цьому плані чи
програмі відображається стратегія
забезпечення якості здійснення проекту,
яка визначається на початковій стадії
його виконання.
Програма має
передбачати організаційну структуру,
в межах якої вона реалізовуватиметься,
а також чіткий розподіл відповідальності
й рівень повноважень окремих осіб, груп
і організацій, які беруть участь у
реалізації проекту, щодо вирішення
проблеми якості. План якості може також
включати технологічні карти окремих
складних процесів та листки перевірки
виконання конкретних процедур чи
процесів.
За термінологією ISO 9000, у
плані має бути описана система якості
проекту, тобто «організаційна структура,
відповідальні, процедури, процеси та
ресурси, необхідні для здійснення
управління якістю».
У межах управління
окремо взятого проекту, як правило,
спеціальної системи управління якістю
не створюється, але при цьому основні
організації-учасники повинні мати
системи управління якістю і задокументовану
угоду, де визначається, як взаємодіятимуть
їхні системи управління якістю між
собою. Система управління якістю
базується на політиці в галузі якості.
Система управління якістю повинна
включати перелік керівних документів,
заходів і визначення порядку їх
здійснення, які зводяться до
такого:
керівництво з якості, де
описується система якості в цілому;
методичні
інструкції по елементах системи
якості;
робочі інструкції, які описують
окремі комплексні технологічні процеси
(технологічні карти);
контрольні
інструкції, які описують окремі процедури
проведення контрольних і випробувальних
заходів (вхідний контроль проектної
документації, матеріалів, деталей,
обладнання, контроль якості виробничих
процесів тощо);
нормативну
документацію.
Операційні визначення
описують у специфічних термінах «що є
що», а також спосіб вимірювання якості
в процесі контролю. Наприклад, недостатньо
стверджувати, що дотримання запланованих
термінів виконання робіт є показником
якості виконання проекту. Потрібно
вказати, чи контролюватимуться дати
початку і закінчення, а чи тільки дати
закінчення кожної роботи, чи будуть
контролюватися індивідуальні роботи,
чи ж тільки певні результати, і якщо так
— то які, тощо.
Контрольний перелік
— це структурований перелік питань,
зазвичай специфічний для певної роботи
і певних проектів, який використовується
для перевірки виконання необхідних
дій, кроків. Вони здебільшого виражаються
наказовим способом («Зробіть це!») або
питальними реченнями («Ви зробили це?»).
Багато організацій мають стандартні
контрольні переліки для забезпечення
якості виконання повторюваних
робіт.
Забезпечення якості
проекту
Забезпечення якості — це
система послідовних запланованих і
реалізованих робіт для підтвердження
того, що проект задовольняє відповідні
стандарти. Цей процес триває упродовж
усього часу здійснення проектних робіт.
Роботи із забезпечення якості зазвичай
виконуються службою якості або
організаційною одиницею з подібною
назвою.
Для забезпечення якості
проекту потрібно мати:
план управління
якістю;
результати контролю показників
якості;
операційні визначення.
Результати
контролю показників якості подаються
у вигляді записів з тестування та
перевірки показників у форматі,
прийнятному для порівняння й аналізу
даного проекту.
Щоб забезпечити
якість, використовують такі методи:
методи
та засоби планування якості (див. вище),
які можуть також використовуватися і
для забезпечення якості;
аудит
якості.
Відповідно до стандарту ISO
8402 аудит якості — це систематичне і
незалежне дослідження, яке проводиться
для того, щоб встановити, чи відповідає
діяльність щодо якості запланованим
вимогам, наскільки ефективно ці вимоги
реалізуються і чи будуть досягнуті
поставлені цілі. Завданням аудиту якості
є виявлення і усунення недоліків, які
виникли під час виконання проекту, з
метою поліпшення його показників.
Розрізняють
аудит системи управління якістю, аудит
процесів і аудит продукту. Аудиторські
перевірки можуть проводитися спеціально
підготовленими внутрішніми аудиторами
або зовнішніми аудиторами: другою
стороною, тобто перевірки, які проводяться
замовниками у постачальників чи
підрядчиків, або незалежною третьою
стороною (наприклад, організаціями з
сертифікації систем якості).
Результатом
процесу забезпечення якості проекту є
визначення заходів для поліпшення
якості.
Заходи для поліпшення якості
передбачають дії з підвищення ефективності
виконання проекту для надання додаткових
переваг зацікавленим сторонам проекту
(замовникам, підрядчикам, споживачам і
т. ін.). Здебільшого реалізація заходів
для поліпшення якості вимагає підготовки
запитів на дозвіл проведення змін у
проекті й різних коригуючих дій, що
вимагатиме від команди проекту управління
цими змінами і їх контролю.
Контроль
якості проекту
Контроль якості
включає відслідковування конкретних
результатів за проектом для встановлення
того, чи відповідають вони стандартам
і вимогам щодо якості, а також для
визначення шляхів усунення причин
незадовільного виконання робіт. Контроль
повинен здійснюватися упродовж усього
часу виконання проекту. Результати
виконання проекту включають результати
як за продуктом проекту, так і за
менеджментом проекту (такі показники,
як виконання проекту за календарним
планом і за бюджетом).
Контроль якості
виконується службою якості (відділом
якості, відділом контролю якості,
відділом технічного контролю). Команда
управління проекту повинна сьогодні
мати практичні знання в галузі
статистичного контролю якості для
полегшення оцінки результатів контролю
якості.
Для контролю якості проекту
потрібно мати:
план управління
якістю;
операційні визначення;
контрольні
переліки;
результати реалізації
проекту, що включають як результати
виконання процесів за проектом, так і
результати за продуктом.
Для контролю
якості проекту використовують такі
методи та засоби:
інспекція
(перевірка);
графіки контролю
(контрольні карти);
діаграми
Парето;
статистичні методи;
графіки
потоків;
аналіз тенденцій.
Інспекція
включає такі дії, як вимірювання,
перевірка, тестування, що виконуються
для визначення того, чи відповідають
отримані результати встановленим
вимогам. Інспекція може здійснюватися
на будь-якому рівні: на рівні окремих
робіт, комплексу робіт чи проекту
загалом; інспекції може піддаватися
кінцевий і проміжний продукт
проекту.
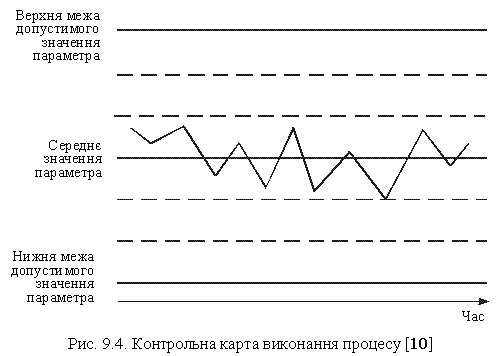
Графіки контролю, або
контрольні карти — це графічне зображення
результатів процесу у часі (рис. 9.4). Їх
використовують для визначення того, чи
перебуває процес «під контролем», тобто
чи відмінності у результатах спричинені
випадковими відхиленнями, а чи виникли
непередбачені події, які мають бути
ідентифіковані та скориговані. Якщо
процес контролюється, він не повинен
змінюватися.
 Графіки
контролю можуть використовуватися для
відстежування вихідних змінних будь-якого
типу. Їх можна використовувати для
моніторингу вартісних і планових
відхилень, змін обсягу і частоти змін
змісту проекту, похибок у проектній
документації або в інших процесах
проекту, аби визначити, чи перебуває
під контролем управління проектом.
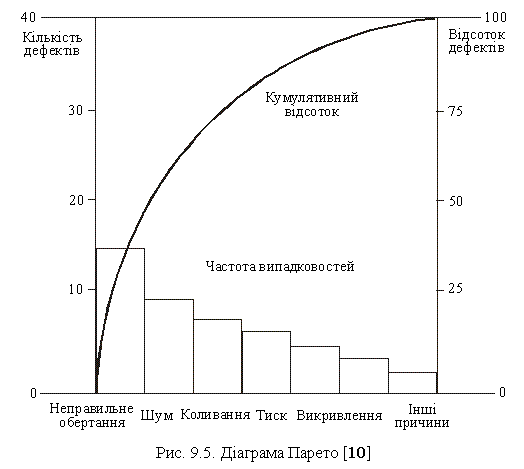
Діаграма
Парето — це діаграма, яка ілюструє появу
різних причин невідповідності,
впорядкованих за частотою (рангом)
виникнення певної причини (рис. 9.5).
Упорядкування за рангом використовують
для здійснення коригуючих дій: команда
проекту повинна на основі відомого
правила 80 : 20 вживати заходи, спрямовані
насамперед на усунення проблем, які
спричиняють найбільшу кількість
дефектів.
Графіки
контролю можуть використовуватися для
відстежування вихідних змінних будь-якого
типу. Їх можна використовувати для
моніторингу вартісних і планових
відхилень, змін обсягу і частоти змін
змісту проекту, похибок у проектній
документації або в інших процесах
проекту, аби визначити, чи перебуває
під контролем управління проектом.
Діаграма
Парето — це діаграма, яка ілюструє появу
різних причин невідповідності,
впорядкованих за частотою (рангом)
виникнення певної причини (рис. 9.5).
Упорядкування за рангом використовують
для здійснення коригуючих дій: команда
проекту повинна на основі відомого
правила 80 : 20 вживати заходи, спрямовані
насамперед на усунення проблем, які
спричиняють найбільшу кількість
дефектів.
 Статистичні
методи (статистичні вибірки, аналіз
динамічних рядів, кореляційно-регресійний
аналіз тощо) передбачають створення
статистичних вибірок і моделей для
проведення перевірки, щоб значно
скоротити витрати і час на контроль
якості. Тому потрібно, щоб команда
управління проекту була обізнана з
різними технологіями статистичного
моделювання.
Графіки потоків (див.
вище) використовують під час контролювання
якості як допоміжний засіб в аналізі
проблем, що виникають.
Аналіз тенденцій
передбачає використання математичних
методів для прогнозування майбутніх
результатів. Аналіз тенденцій часто
використовують для відстежування:
технічних
показників виконання (скільки похибок
або дефектів було визначено і скільки
з них залишилося невиправленими);
вартісних
і планових показників виконання (скільки
робіт за період було завершено зі
значними відхиленнями).
Результатом
контролю якості мають бути рішення
щодо:
прийняття робіт,
продукції;
ідентифікації браку і
розробки та реалізації заходів для
управління продукцією, яка не відповідає
встановленим вимогам, нормам і
стандартам;
переробки продукції;
введення
змін у процеси;
заходів для поліпшення
якості.
Переробка — це дії, які
застосовують для приведення дефектного
або такого, що не відповідає стандартам,
елементу у відповідність із встановленими
вимогами чи специфікаціями. Переробки,
особливо непередбачені, часто спричиняють
перевитрати, тому команда проекту має
докласти всіляких зусиль, аби мінімізувати
процеси переробки.
Зміни процесу
включають негайні коригуючі або запобіжні
дії як результат контролю якості. У
деяких випадках потрібно, щоб процес
змін здійснювався відповідно до процедур
загального контролю за змінами по
проекту.
Організаційне забезпечення
управління якістю проекту
Для
ефективного управління якістю проекту
треба мати відповідне організаційне
забезпечення, тобто певні організаційні
ресурси:
необхідної кваліфікації
працівників, які є відповідальними і
мають обов’язки;
систему взаємодії
працівників;
матеріально-технічні
й фінансові ресурси.
Для цього
потрібно, щоб організаційна структура
проекту і виконавчої організації
відповідала таким вимогам:
наявність
серед вищого керівництва особи,
відповідальної за систему якості
(директора з якості);
наявність
постійного структурного підрозділу,
відповідального за виконання функцій
з управління якістю і вдосконалення
системи управління якістю;
наявність
працівників, відповідальних за якість
окремого проекту.
Директор з якості
має виконувати такі функції:
організація
роботи системи управління якістю
проекту;
розподіл обов’язків і
повноважень у межах системи управління
якістю;
розробка програми якості
проекту;
розробка політики щодо
якості проекту;
проведення аудиту
системи управління якістю.
Постійний
структурний підрозділ (відділ) з
управління якістю може складатися з
кількох чоловік чи окремого працівника
і підпорядковуватися директору з якості.
Представники відділу якості виконують
всю щоденну роботу з планування,
забезпечення і контролю якості проекту,
тобто входять до складу проектної
команди.
Відповідальна за якість
окремого проекту особа, яка входить до
складу проектної команди на основі
матричної структури, організовує
виконання всіх функцій з управління
якістю в межах свого проекту. Вона
зобов’язана організувати виконання,
зокрема, таких робіт:
розробка програми
якості проекту;
коригування документації
за системою якості для потреб
проекту;
організація виконання
контрольних заходів у межах проекту та
ін
Статистичні
методи (статистичні вибірки, аналіз
динамічних рядів, кореляційно-регресійний
аналіз тощо) передбачають створення
статистичних вибірок і моделей для
проведення перевірки, щоб значно
скоротити витрати і час на контроль
якості. Тому потрібно, щоб команда
управління проекту була обізнана з
різними технологіями статистичного
моделювання.
Графіки потоків (див.
вище) використовують під час контролювання
якості як допоміжний засіб в аналізі
проблем, що виникають.
Аналіз тенденцій
передбачає використання математичних
методів для прогнозування майбутніх
результатів. Аналіз тенденцій часто
використовують для відстежування:
технічних
показників виконання (скільки похибок
або дефектів було визначено і скільки
з них залишилося невиправленими);
вартісних
і планових показників виконання (скільки
робіт за період було завершено зі
значними відхиленнями).
Результатом
контролю якості мають бути рішення
щодо:
прийняття робіт,
продукції;
ідентифікації браку і
розробки та реалізації заходів для
управління продукцією, яка не відповідає
встановленим вимогам, нормам і
стандартам;
переробки продукції;
введення
змін у процеси;
заходів для поліпшення
якості.
Переробка — це дії, які
застосовують для приведення дефектного
або такого, що не відповідає стандартам,
елементу у відповідність із встановленими
вимогами чи специфікаціями. Переробки,
особливо непередбачені, часто спричиняють
перевитрати, тому команда проекту має
докласти всіляких зусиль, аби мінімізувати
процеси переробки.
Зміни процесу
включають негайні коригуючі або запобіжні
дії як результат контролю якості. У
деяких випадках потрібно, щоб процес
змін здійснювався відповідно до процедур
загального контролю за змінами по
проекту.
Організаційне забезпечення
управління якістю проекту
Для
ефективного управління якістю проекту
треба мати відповідне організаційне
забезпечення, тобто певні організаційні
ресурси:
необхідної кваліфікації
працівників, які є відповідальними і
мають обов’язки;
систему взаємодії
працівників;
матеріально-технічні
й фінансові ресурси.
Для цього
потрібно, щоб організаційна структура
проекту і виконавчої організації
відповідала таким вимогам:
наявність
серед вищого керівництва особи,
відповідальної за систему якості
(директора з якості);
наявність
постійного структурного підрозділу,
відповідального за виконання функцій
з управління якістю і вдосконалення
системи управління якістю;
наявність
працівників, відповідальних за якість
окремого проекту.
Директор з якості
має виконувати такі функції:
організація
роботи системи управління якістю
проекту;
розподіл обов’язків і
повноважень у межах системи управління
якістю;
розробка програми якості
проекту;
розробка політики щодо
якості проекту;
проведення аудиту
системи управління якістю.
Постійний
структурний підрозділ (відділ) з
управління якістю може складатися з
кількох чоловік чи окремого працівника
і підпорядковуватися директору з якості.
Представники відділу якості виконують
всю щоденну роботу з планування,
забезпечення і контролю якості проекту,
тобто входять до складу проектної
команди.
Відповідальна за якість
окремого проекту особа, яка входить до
складу проектної команди на основі
матричної структури, організовує
виконання всіх функцій з управління
якістю в межах свого проекту. Вона
зобов’язана організувати виконання,
зокрема, таких робіт:
розробка програми
якості проекту;
коригування документації
за системою якості для потреб
проекту;
організація виконання
контрольних заходів у межах проекту та
ін
32
Принципи нової управлінської парадигми повинні складати основу вдосконалення управління організаціями. В умовах оперативного управління ці принципи дозволяють зрозуміти характер організаційно-управлінських механізмів підпорядкування виробництва споживанню, задоволенню ринкового попиту. Особливо важливі вони для розуміння концепції стратегічного управління, що будується на системному і ситуаційному підходах.
Принципи системності розглядають сучасну організацію, у першу чергу, як соціально-економічну систему, яка має специфічні, властиві тільки їй особливості:
- цілісність, коли всі елементи і частини системи служать досягненню загальних цілей, що стоять перед організацією в цілому. Це не виключає можливості виникнення неантагоністичних протиріч між її окремими елементами (підрозділами);
- складність, що виявляється у великій кількості зворотних зв´язків, у тому числі й у процесі стратегічного планування та управління;
- велика інерційність дозволяє з високою ступінню вірогідності пророкувати розвиток організації в майбутньому;
- висока ступінь надійності функціонування, що визначається взаємозамінністю компонентів і способів життєдіяльності організації, можливістю використання альтернативних технологій, енергоносіїв, матеріалів, способів організації виробництва і управління;
- рівнобіжний розгляд натуральних і вартісних аспектів функціонування системи. Це дозволяє постійно порівнювати й оцінювати ефективність діяльності організації, системи управління і реалізації її стратегії.
Сутність функціонального підходу до менеджменту полягає в тому, що потреба розглядається як сукупність функцій, які потрібно виконати для задоволення потреби. Після встановлення функцій створюються кілька альтернативних об´єктів для їх виконання і вибирається той з них, що вимагає мінімум сукупних витрат за життєвий цикл об´єкта на одиницю його корисного ефекту.
У даний час до управління застосовується, в основному, предметний підхід, за якого удосконалюється існуючий об´єкт. Наприклад, технічна система удосконалюється шляхом доробки існуючої системи за результатами маркетингових досліджень, аналізу науково-технічного прогресу в даній області, зауважень і пропозицій споживачів. Тому на практиці перед конструкторами ставиться завдання досягти за найважливішими показниками якості об´єкта світового рівня. У чому недоліки такого підходу? По-перше, самі конструктори не зацікавлені в проведенні широкого і глибокого аналізу світового ринку, у встановленні для себе важких завдань. Світовий рівень потреб до моменту впровадження об´єкта в споживача об´єктивно можуть спрогнозувати не конструктори, а маркетологи. По-друге, припустимо, конструктори дуже постаралися і знайшли кращий світовий зразок. Однак цей зразок проектувався вчора і несе в собі технічні ідеї вчорашнього дня. Технічний прогрес не стоїть на місці. Оскільки ще потрібен час на розробку, освоєння і виробництво нового зразка і за цей період світові досягнення в даній галузі підуть далеко вперед. Застосовуючи предметний підхід інвестори і менеджери завжди будуть тільки доганяти вчорашній день і ніколи не вийдуть на світовий рівень.
Застосовуючи предметний підхід до розвитку соціально-економічних систем, менеджери йдуть шляхом удосконалення існуючих систем. І на практиці менеджери часто зіштовхуються з проблемою пошуку роботи для існуючих колективів чи працівників. Застосовуючи функціональний підхід, йдуть від зворотного, від потреб.
Застосовуючи функціональний підхід, абстрагуються від об´єктів, що виконують подібні функції, начебто вони не існують, чи від майбутніх потреб. Цей підхід повинен застосовуватися в сукупності з відтворювальним підходом, тому що для задоволення потреб потрібно створити фізичний або якийсь інший об´єкт.
Функціональний підхід, разом з іншими підходами, дозволяє ведучим фірмам світу бути завжди попереду.
Функціональний підхід реалізується в методах функціонально-вартісного аналізу (ФВА).
Функціонально-вартісний аналіз - метод системного дослідження об´єктів (виробів, процесів, структур тощо), спрямований на оптимізацію співвідношення між корисним ефектом і сукупними витратами ресурсів за життєвий цикл об´єкта, який застосовується за призначенням.
Процесний підхід був вперше запропонований прихильниками школи адміністративного управління, які намагалися визначити функції менеджменту. Проте вони розглядали ці функції як незалежні одна від одної. На противагу цьому процесний підхід розглядає функції управління як взаємопов´язані.
Управління розглядається як процес, так як робота по досягненню цілей за допомогою інших - це серія безперервних взаємопов´язаних дій. Ці дії, кожна з яких також є процесом, називають управлінськими функціями. Сума всіх функцій являє собою процес управління.
Процесний підхід до управління відображає прагнення теоретиків і практиків менеджменту інтегрувати всі види діяльності за рішенням управлінських проблем у єдиний ланцюжок, розірваний у результаті «надмірного захоплення» функціональним підходом, за якого кожна з функцій розглядається поза зв´язком з іншими. При цьому увага фокусується на взаємозв´язку окремих дій, кожна з яких, у свою чергу, є процесом. Таким чином, управління - це управлінські функції, що динамічно змінюються в просторі й часі, які зв´язані між собою. Метою їх є вирішення проблем і задач організації.
Новий підхід у дослідженнях і в системі підготовки управлінських кадрів втілився в перенесенні акценту на вивчення дійсних умов, конкретної ситуації, у якій знаходиться та чи інша фірма, і розробку на цій основі специфічної, унікальної, якщо це необхідно, організаційної структури, що відповідає конкретним умовам і вимогам. Ситуаційний підхід до менеджменту показаний на рисунку 3.1.
«Ситуаційний підхід» до організаційних структур одержав найбільш послідовну розробку в праці П. Лоуренса і Дж. Лорша «Організація і середовище». Вони називають свій підхід «випадковою» теорією організації, вихідним положенням якої є твердження, що не існує єдиного способу організації і що на різних стадіях розвитку того чи іншого підприємства необхідні різні типи організаційних структур.
Основний зміст книги Лоуренса і Лорша складає аналіз різних типів організаційних ситуацій, потреб, обумовлених різними ступенями росту компанії, її взаємодії із середовищем. На цій основі стає можливим вибір структури, що відповідає дійсним потребам фірми.
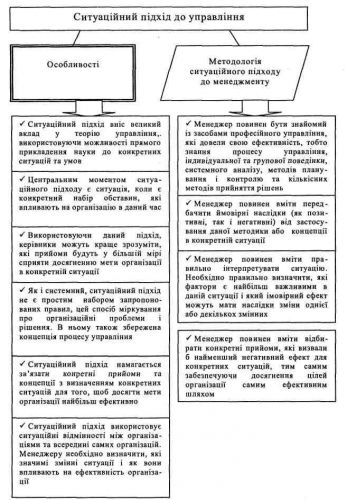
Рис. 3.1. Ситуаційний підхід до менеджменту
«Ситуаційний підхід» не обмежується галуззю організаційних структур, але все більш виразно виявляється і у вивченні інших елементів управління. Так, ситуаційний підхід до проблеми керівництва розроблявся Ф. Фідлером у його дослідженні «Теорія ефективності керівництва». Цей автор намагався категоріально визначити різні типи і ситуації групової поведінки людей в організації і відповідно стиль керівництва, найбільш ефективний для даної ситуації. Аналогічний підхід характерний і для У. Уайта, що в роботі «Організаційна поведінка: теорія і її застосування» прагнув визначити типи групової поведінки в організації і досліджувати вплив різних методів керівництва на групову поведінку і поведінку індивідуумів. Ці й інші дослідження свідчили про те, що ситуаційний підхід починає превалювати й у цій галузі, а це означає визначений відхід від традиційного прагнення американської теорії управління формувати універсальні принципи керівництва людьми в організації.
Слід зазначити, що прихильники ситуаційного підходу вбачали можливість подолання існуючих розбіжностей між біхевіористською і математичною інтерпретаціями проблем управління. Аналізуючи сутність методів дослідження операцій, Моклер справедливо підкреслював, що в основі обох підходів лежить саме аналіз ситуації. Однак він писав, що фахівці з дослідження операцій дуже часто не застосовують ситуаційне мислення, будучи заглибленими в механіку лінійного програмування, теорії черг, теорії ігор тощо. І чим більше ці люди заглиблюються у свої методи, тим далі вони відходять від проблем бізнесу і стають менш здатними знаходити спільну мову з менеджерами.
Методологія ситуаційного підходу дозволяє, на думку його прихильників, послідовно перебороти цей недолік. Однією з конкретних спроб представити методи дослідження операцій з позицій ситуаційного підходу є робота Д. Міллера і М. Старра «Управлінські рішення і дослідження операцій». Автори цієї книги навмисно будують виклад матеріалу не навколо різних методів, таких як лінійне програмування, теорія черг, теорія ігор тощо, а на основі типів ділових ситуацій і таких напрямків ділової діяльності, як ринкові операції, виробництво, фінанси й ін. Вони не стільки прагнуть зробити читачів книги фахівцями з різних методів дослідження операцій, скільки намагаються показати менеджерам і фахівцям з дослідження операцій, як можна використовувати методи кількісного аналізу в різних конкретних ситуаціях. Ситуаційний підхід переводить теорію управління і навчання менеджерів у галузі реальності. Занадто часто теоретики управління схилялися до розробки загальних теорій і внаслідок цього втратили зв´язок з реальністю дійсної роботи з управління. Як видно з приведених міркувань, «ситуаційний підхід» починав ставати домінуючою тенденцією в американській теорії організації та управління.
Через ситуаційний підхід реалізується принцип адаптивності, що є основним принципом стратегічного управління. Його суть полягає в тому, що всі внутрішньоорганізаційні побудови (культура організації, оргструктура, система планування тощо) є реакцією організації на відповідні зміни в зовнішньому оточенні і деякі зміни у внутрішньому середовищі.
Наприклад, якщо зовнішнє середовище відносно стабільне, керівництво організації прагне до більшої централізації управління, створенню твердої організаційної структури управління, орієнтованої на управлінський контроль у всьому технологічному ланцюжку. Коли зовнішнє оточення нестабільне й у ньому відбуваються постійні зміни, що містять у собі небезпеку і несуть нові можливості для організації, - керівництво змушене більше піклуватися про проблему виживання організації, більшу гнучкість системи управління. Організаційні структури стають більш децентралізованими, гнучкими, що дозволяють швидко й адекватно реагувати на зміни, що відбуваються.
33
Головним розділом плану господарської діяльності і розвитку підприємства є його виробнича програма (план виробництва продукції), тобто конкретна сукупність завдань за обсягом виробництва продукції, певної номенклатури і асортименту, а також належна якість за певний календарний період (місяць, квартал, рік).
Оскільки продукція завжди відтворюється в натуральній і вартісній формах, виробнича програма підприємства має дві складові: перша – обсяг виробництва в натуральних вимірниках; друга – вартість обсягу виробництва. Для наочності зобразимо формування виробничої програми підприємства у вигляді схеми.
Кожне підприємство розробляє свою виробничу програму самостійно, використовуючи: початкові дані про виявлений в процесі вивчення ринку попит; портфель замовлень на продукцію інших споживачів; які відображає його постійні прямі господарські зв'язки; державні контракти, замовлення, які передбачають не тільки конкретну їхню величину, а і гарантоване державне забезпечення оплати поставок і необхідних бюджетних асигнувань.
Номенклатура продукції – це склад продукції, що виготовляється, за її видами (найменуванням). Асортимент характеризує склад даного виду продукції за типами, марками, профілями, рівнями якості, зокрема, ґатунками.
Важливим етапом розробки виробничої програми підприємства є обґрунтування планованих обсягів випуску продукції виробничою потужністю. В процесі обґрунтування порівнюється плановий і максимально можливий обсяг випуску продукції кожного найменування, виявляються внутрішньовиробничі диспропорції в завантаженні устаткування. На основі цього намічаються заходи щодо поліпшення використання устаткування, розширення спеціалізації і кооперації виробництва.
Плановий обсяг випуску за кожним виробом розподіляється по календарних періодах року (кварталах, місяцях). При цьому керується такими вимогами:
дотримання встановлених термінів поставки продукції відповідно до укладених договорів;
рівномірне використання виробничої потужності підприємства з урахуванням заходів щодо її збільшення і рівномірне завантаження всіх виробничих підрозділів;
підвищення масовості виробництва в окремі календарні періоди шляхом укрупнення серій і обмеження номенклатури виробів, що одночасно виготовляються.
При розподілі виробництва продукції відповідно до цих вимог враховуються кількість робочих днів в кожному плановому періоді, змінність роботи, планована зупинка агрегатів і верстатів на ремонт, стан технічної підготовки виробництва й ін.
Останніми роками істотно була підвищена відповідальність підприємств за виконання зобов'язань по поставках продукції. Тому важливе значення має розробка в тісному зв'язку з планом виробництва календарних планів поставок на рік, квартал, місяць по кожному найменуванню продукції і по споживачах. В межах місяця обсяг поставок розподіляється з урахуванням першочергового заповнення недопостачання в минулому періоді, забезпечення рівномірного відвантаження продукції крупним споживачам, поставки на експорт і т.д. Надалі завдання зводиться до чіткого оперативного управління виготовленням і відвантаженням продукції відповідно до укладених договорів і плану поставки.
На підставі плану випуску продукції підприємства розробляються річні, квартальні і місячні виробничі програми цехів. Виробнича програма цеху містить завдання з номенклатури і загального обсягу продукції.
В завданні з номенклатури указується кількість окремих видів продукції в натуральному виразі, що підлягають виготовленню, планово-облікові одиниці (номенклатурні позиції), в яких встановлюється завдання цехам щодо номенклатури, мають різний ступінь деталізації для різних цехів і типів виробництва.
Для випускаючих (термінових) цехів програма складається за найменуванням і кількістю готових виробів відповідно до плану виробництва підприємства. В одиничному і серійному виробництві для заготовчих і оброблювальних цехів номенклатурне завдання встановлюється звичайно в комплектах на замовлення, виріб, вузол.
В умовах масового виробництва цим цехам планується випуск заготовок і деталей за окремими найменуваннями.
З метою строгого взаємозв'язку виробничі програми основних цехів складаються в порядку, зворотному послідовності технологічного процесу, тобто розробка плану йде по ланцюжку "випускаючі – оброблювальні – заготовчі цехи". Оброблювальні цехи мають виготовити таку кількість деталей, які потрібні для запланованого випуску готових виробів поставки на сторону як запасні частини і підтримки заділу на нормативному рівні. Заготовчі цехи, у свою чергу, забезпечують заготовками оброблювальні цехи.
Необхідною умовою ритмічної роботи всіх виробничих підрозділів підприємства, випуску і поставки продукції згідно з договорами є своєчасне забезпечення складальних процесів потрібними наборами деталей, тобто виготовлення деталей на всіх стадіях технологічного процесу має бути комплектним. Для забезпечення цієї вимоги важливе значення має організація планування й обліку виготовлення продукції на такому організаційному рівні, як бригада за умов бригадної форми організації праці.
Для того щоб продукція виготовлялась бригадами комплектно, слід обґрунтовано вибирати планово-облікові одиниці для бригади. Такими номенклатурними позиціями можуть бути бригадокомплекти.
Бригадокомплект – це набір заготовок, деталей, складальних одиниць, що входять у певний виріб (машину, прилад тощо) і виготовляються конкретною бригадою. Кількість найменувань бригадокомплектів, закріплених за бригадою, відповідає здебільшого кількості найменувань готових виробів, деталі для яких виготовляє бригада. Завдання з виготовлення продукції бригаді встановлюється в певній кількості бригадокомплектів кожного найменування.
Комплект вважається готовим, якщо здані всі деталі, що в нього входять. Деталі і складальні одиниці, що не ввійшли в бригадокомплект, не вважаються готовою продукцією бригади і не оплачуються. За таких умов бригада сама стежить за своєчасним запуском деталей в обробку, забезпеченням комплектного їхнього виготовлення, що сприяє своєчасному випуску продукції і скороченню незавершеного виробництва.
Планування й оцінка роботи бригад за бригадокомплектами потребує певної організаційної підготовки. Слід організовувати бригади так, щоб кожна з них виконувала закінчений технологічний цикл робіт. При цьому треба намагатись об'єднувати в бригадокомплекти деталі, що є спорідненими (подібними) щодо конструкції і технології їхньої обробки, ураховуються також інші чинники, наприклад, величини партій запуску деталей у виробництво і відповідно періодичність їхньої обробки, тривалість виробничого циклу тощо.
Основним показником обсягу продукції підрозділу є його кінцева (готова) продукція, куди входять вироби, складальні одиниці, комплекти деталей (роботи, послуги), які пройшли виробничий процес у даному підрозділі, відповідають стандартам чи технічним умовам і надходять в інші підрозділи або на склад готової продукції.
У підрозділах з тривалим виробничим циклом виготовлення продукції її обсяг за певний період виражається більш загальним показником обсягу виробництва, який на практиці ще називають валовою продукцією.
Якщо виготовляються складні вироби з тривалим виробничим циклом за індивідуальним замовленням, то в такому разі обсяг виробництва обчислюється за ступенем їхньої готовності на кінець розрахункового періоду, тобто ціна (планова собівартість) множиться на коефіцієнт готовності, визначений експертним способом, і віднімається обсяг виконаної роботи (за ступенем готовності) на початок періоду.
Загальний обсяг продукції підрозділів обчислюється в різних вимірниках залежно від конкретних умов виробництва і діючої системи планування, обліку й оцінки їхньої діяльності.
Для визначення динаміки обсягу продукції, продуктивності, фонду зарплати й деяких інших показників найбільш доречним є натуральний вимірник. Але він можливий лише в однономенклатурному вузькоспеціалізованому виробництві, яке має обмежену сферу застосування. У багатономенклатурному виробництві потрібні універсальні вимірники, здатні зробити порівняльними різні вироби і звести їх у загальний обсяг.
Універсальним, загальним вимірником обсягу продукції є ціни. Досить часто вони й використовуються для визначення обсягу продукції підрозділів підприємства: у підрозділах, що виробляють готову продукцію на ринок, – ринкові ціни, у внутрішньокоопераційних підрозділах – трансфертні (планово-розрахункові).
На практиці досить широко обсяг продукції (виконаної роботи) вимірюється у нормованому часі на її виготовлення – у стабільних (у межах року) нормо-годинах. Нормований час як вимірник обсягу продукції застосовується передусім у внутрішньокоопераційних цехах технологічної спеціалізації, а також на виробничих дільницях і в бригадах.
Позитивна сторона цього вимірника – його простота і доступність. На всі деталі, комплекти, вироби є норми часу, і якихось спеціальних обчислень не треба.
Динаміка обсягу виробництва тут відповідає динаміці трудомісткості продукції, що спрощує формування фонду оплати праці. Разом з тим, вимірювання обсягу виробництва в нормо-годинах має недоліки. Основні з них такі: по-перше, у разі застосування цього вимірника не видно залежності обсягу виробництва від складності праці; по-друге, за існуючого методу нормування враховуються, як правило, затрати праці лише основних виробничих робітників, переважно на відрядній оплаті праці, частка яких понижується внаслідок механізації та автоматизації виробництва; по-третє, можуть бути спотворення у динаміці обсягу виробництва за різної напруженості.
Виробнича програма кожного цеху розробляється на основі розрахунку виробничої потужності окремих груп устаткування зіставленням їхньої сумарної корисності фонду роботи і завантаження в машино-годинах. Такі розрахунки дозволяють виявити вузькі місця в цехах і вжити заходів до усунення диспропорцій в завантаженні устаткування.
На основі виробничих програм основних цехів складаються плани виробництва для допоміжних і обслуговуючих підрозділів підприємства: ремонтних, інструментальних, енергетичних цехів, транспортного господарства й ін. Виробничі програми допоміжних цехів розробляються відділами заводоуправління відповідно до встановленої потреби в їхній продукції і послугах.
Виходячи з планів цехів, розробляються виробничі завдання для дільниць. Заключним етапом планування виробництва є доведення завдань з виконання окремих виробничих процесів і виготовлення продукції безпосередньо до бригад і робочих місць.
34
Залежно від способів організації виробничого процесу розрізняють окремі цого типи. Під „ТИПОМ” виробничого процесу розуміють таку його організаційно-технічну характеристику, яка грунтується на спеціалізації, повторюваності, характері технологічних операцій, особливостях технологічних процесів. За сукупністю цих ознак розрізняють одиничне, серійне, масове виробництво, неперервне виробництво.
Одиничне виробництво характеризується:
— виготовлення виробу в одиничних екземплярах (до 100 одиниць);
— широка номенклатура виробу;
— застосування універсального устаткування та оснащення;
— групування робочих місць за принципом технологічно однорідних операцій;
— висока кваліфікація працівників, відсутність закріплення певних операцій за працівниками;
— відсутність детально розробленого технологічного процесу;
— об’єктом планування, нормування і обліку є весь виріб, або окремі його частини.
Такий тип виробничого процесу використовується на підприємствах важкого енергетичного машинобудування, суднобудування, на дослідних підприємствах.
Серійне. Виготовлення серіями, партіями, які періодично повторюються (100 – 5000 одиниць на 1 місяць). Характеристика серійного виробництва:
— обмежена номенклатура виробів;
— застосування універсально застосованого обладнання;
— групування робочих місць за змішаним принципом;
— закріплення за одним робочим місцем обмеженої кількості операцій;
— середній рівень кваліфікації працівників;
— детальна розробка технологічного процесу;
— об’єктом планування, нормування і обліку є вузли і деталі.
Серійне виробництво характерне для літакобудування, верстатозаводів, сільськогосподарської техніки та інші.
Коефіцієнт закріплення операцій Кз.о.=240.
Відповідно до класифікації серійного типу виробництва коефіцієнт закріплення операцій приймається в межах:
– для великосерійного виробництва Кз.о.=210;
– для середньосерійного - Кз.о.=1120;
– для дрібносерійного - Кз.о.=2140.
Особливістю серійного виробництва є те, що великосерійне за своїми характеристиками наближається до масового, а дрібносерійне - до одиничного.
Відмітні характеристики серійного виробництва :
– робота здійснюється партіями запуску (випуску) при регулярній повторюваності робіт на робочих місцях в планованому періоді;
– устаткування застосовується універсальне, частково спеціальне, розташовується по ходу технологічного процесу, або по групах однотипних верстатів;
– технологія маршрутна і операційна, нормативи менш точні, оснащення спеціальне і універсальне;
– застосовуються багатопредметні потокові лінії і предметно-замкнуті ділянки, а в умовах дрібносерійного виробництва можуть застосовуватися ділянки технологічної спеціалізації;
– кваліфікація робітників - середня;
– техніко-економічні показники - середні.
Масове. Вироби виготовляються у великій кількості (5000-20000 одиниць на 1 місяць). Характеристика масового виробництва:
— вузька номенклатура (1 тип);
— застосовується спеціальне устаткування і оснащення;
— робочі місця розташовуються за ходом технологічного процесу, кожне робоче місце спеціалізується на окремій технологічній операції;
— технологічний процес розробляється детально;
— робітники можуть мати невисоку кваліфікацію;
— об’єктом є деталі і операції.
Даний тип характерний для підприємств, що виробляють вироби широкого вжитку (телевізори, побутова техніка, одяг, продукти харчування).
Неперервний процес не має чітко виражених числових обмежень, сталого об’єму, форми і розміру (шипучі, рідкі, газоподібні речовини).
Методика визначення типу виробництва
Класифікаційною характеристикою типу виробництва є рівень спеціалізації, який визначається за:
— коефіцієнтом закріплення операції
Кз.о. =∑О/∑N, де
∑О – сума операцій на даному підрозділі за 1 місяць;
∑N – кількість робочих місць на даному підрозділі.
Кз.о. =1 (масовий випуск)
Кз.о.= від 2-10 (багатосерійний випуск)
Кз.о.= від 11-20 (середньосерійний випуск)
Кз.о.= від 21-40 (дрібносерійний випуск)
Кз.о.= більше 40 (одиничний)
Порівняльна характеристика типів виробництва
Ознака, характеристика |
Одиничне |
Серійне |
Масове |
Широта номенклатури |
Необмежена |
Обмежана |
1 тип |
Постійність виготовлення |
Не повторюється |
Періодично повторюється |
Постійно випускається |
Спеціалізація робочих місць |
Кз.о.=>40 |
Кз.о.=2-40 |
Кз.о.=1 |
Рівень спеціаліза- ції устаткування |
Універсальне |
Універсально-спеціалізоване |
Спеціалізрване |
Принцип розташування робочих місць |
Технологічний |
Предметно-технологічний |
Предметний |
Рівень кваліфікації працівників |
Високий |
Середній |
Не високий |
35
Складовою частиною діяльності, що стосується технічного регулювання, стали системи сертифікації (від лат. sertifico - підтверджую, засвідчую; certus - безсумнівний і facio - робити, діяти, тобто "зроблено правильно"; від франц. certificate; англ. - certification) продукції та акредитації випробувальних центрів та лабораторій.
Сертифікація (рис. 2.1.1.) - визнаний у світі спосіб незалежної оцінки відповідності продукції, процесів і послуг встановленим вимогам. Застосування сертифікації створює передумови для успішного розв'язання низки важливих соціальних й економічних проблем і завдань. Мета сертифікації представлена на рис. 2.1.2.
Стандартизація та процедура оцінення відповідності тісно пов'язані між собою. Остання може про водитись лише за наявності нормативних документів, на відповідність якому оцінюється продукція, процес чи послуга. Мають бути застандартизовані методи контролю та випробування, а також сама процедура оцінення відповідності, що забезпечує достовірність, повторюваність та відтворюваність результатів.
Рис. 2.1.1.
Визначення поняття "сертифікація"
У багатьох випадках, особливо для потенційно небезпечної продукції, держава та споживач мають бути впевнені, що її вироблено відповідно до вимог нормативних документів і з прийнятним на сучасному етапі світової практики рівнем безпеки. Для цього встановлюють процедуру оцінення відповідності, яка у загальному випадку передбачає визначення характеристик продукції, встановлення відповідності і запевнення у ній (сертифікація, декларація про відповідність), реєстрацію, акредитацію та інспектування.

ОБОВ'ЯЗКОВІ УМОВИ СЕРТИФІКАЦІЇ
Атестація виробництва.
Проведення повного і глибокого випробування продукції, процесів, послуг. Наявність акредитованих випробувальних лабораторій.
Здійснення постійного нагляду за якістю продукції, процесів, послуг.
Сертифікація служить основою державного регулювання безпеки товарів та послуг. Її основною функцією є захист людини, її майна і природного середовища від негативних наслідків сучасного науково-технічного розвитку, від несумлінних виробників і продавців, а також створення умов для чесної конкурентної боротьби.
Складовими системи регулювання безпеки й якості товарів і послуг є: система видачі дозволів (ліцензій) на право ведення підприємницької діяльності, нормативи безпеки і якості, стандартизація, метрологія, методи випробування виробів, процедура оцінки і підтвердження відповідності виробу, технології або послуги вимогам нормативних документів.
Ефект від проведення сертифікації, передусім, має соціально-економічний характер. У соціальній сфері, як уже зазначалося, сертифікація забезпечує захист здоров'я і життя населення, є важливим елементом систем охорони навколишнього середовища, підвищення стандартів якості життя населення. Так, у "Білій книзі" Комісії ЄС (1985 р.), яка присвячена програмним питанням стратегії створення єдиного європейського ринку, підкреслювалося, що гармонізація законодавства країн Європейського економічного союзу (ЄЕС) повинна бути націлена на установлення вимог стосовно охорони здоров'я і безпеки, захисту інтересів споживачів і навколишнього середовища.
Сертифікація може мати обов'язковий і добровільний характер. Останнім часом обов'язкова сертифікація часто називається сертифікацією в законодавчо регульованій сфері, а добровільна сертифікація - в законодавчо нерегульованій сфері (табл. 2.3.1).
Таблиця 2.3.1
Відмінні ознаки обов'язкової та добровільної сертифікації
Ознаки |
ВИДИ СЕРТИФІКАЦІЇ |
|
Обов'язкова сертифікація |
Добровільна сертифікація |
|
Мета сертифікації |
Запобігання реалізації продукції, небезпечної для життя, здоров'я та майна громадян і навколишнього природного середовища |
Сприяння споживачеві в компетентному виборі продукції; підвищення конкурентоспроможності продукції на товарному ринку |
Хто здійснює сертифікацію |
Проводиться виключно в державній системі сертифікації |
Проводиться органами, що акредитовані в державній системі сертифікації, а також підприємствами, організаціями, іншими юридичними особами, які взяли на себе функції органу з добровільної сертифікації |
Хто є заявником сертифікації |
Виробники, постачальники продукції |
Виробники, продавці, споживачі продукції, органи державної виконавчої влади, громадські організації та окремі громадяни |
Хто визначає схему сертифікації |
Орган з сертифікації |
Заявник за погодженням з органом з сертифікації |
Які параметри перевіряються |
Віднесені нормативними документами до обов'язкових для виконання |
Не віднесені актами законодавства та нормативними документами до обов'язкових (за вибором заявника) |
Об'єкт сертифікації |
Головним національним органом з оцінки відповідності |
Визначається заявником сертифікації |
Переваги підприємств у результаті сертифікації
o покращання менеджменту управління;
o поглиблення знань щодо процедурних питань, що сприяє прискоренню усунення процедурних проблем;
o підвищення ступеня задоволення потреб споживачів;
o додаткові конкурентні переваги продукції порівняно з несертифікованими товарами-конкурентами;
o розширення частки ринку
Обов'язкову сертифікацію проводять на відповідність щодо вимог чинних національних законодавчих актів та обов'язкових вимог нормативних документів, міжнародних і національних стандартів інших держав. Перелік продукції, яка підлягає обов'язковій сертифікації, затверджується Головним національним органом з оцінки відповідності.
Роботи з обов'язкової сертифікації здійснюються органами з сертифікації та випробувальними лабораторіями, акредитованими в установленому порядку в рамках діючих систем обов'язкової сертифікації.
Законодавчо закріплені вимоги до товарів повинні виконуватись усіма виробниками на внутрішньому ринку та імпортерами при ввезенні їх на територію України. Номенклатура товарів і послуг, що підлягають обов'язковій сертифікації в Україні, визначається Держспоживстандартом України.
У країнах Європейської Співдружності (ЄС) завдання сертифікації в законодавчо регульованій сфері такі самі, як і в Україні. Відмінність полягає лише в порядку здійснення сертифікації: випробування і наступна оцінка продукції здійснюються на відповідність гармонізованим для країн ЄС вимогам Директив (законодавчих актів) з безпеки. Перелік видів цієї продукції закріплений в європейських Директивах "нового підходу" (див. рис. 2.3.1) і є обов'язковим для країн, що входять до ЄС. Комісія ЄС прийняла рішення стосовно системи оцінки відповідності для різноманітних сімей (груп) продукції.
Як видно, новий підхід зосереджує головну увагу на формулюванні гармонізованих вимог для забезпечення вільного руху товарів через встановлення ключових норм охорони здоров'я і безпеки щодо товарів, які є досить небезпечними і вимагати відповідного контролю з боку держави. Для таких товарів (щоб уникнути ризику встановлення несумісних вимог урядами окремих країн) прийнято "гармонізовані норми", які є чинними в усіх країнах встановлюють суттєві технічні вимоги (норми) і процедури оцінки відповідності для кожної категорії продукції. Відповідність цим директивам слугує гарантією, що продукція/послуг відповідають вимогам охорони здоров'я і безпеки.
Гармонізовані стандарти (ІБО/ІЕС та інші), на які є посилання у директивах, - лише можливий спосіб забезпечення відповідності продукції, виробники не зобов'язані їх використовувати хоча більшість із них обирає цей шлях. Продукція, вироблена на базі цих стандартів, має презумпцію відповідності, але при цьому виробники завжди мають змогу скористатись іншим підходом для доведення відповідності.
В ЄС процеси стандартизації служать як державним, так і приватним інтересам. Виробників, які дотримуються добровільних стандартів ЄС або ШО, вважають такими, що дотримуються основоположних вимог директив нового підходу. Сертифікація, що основується на цих стандартах, також допомагає виробникам провадити експортну діяльність, а прийняття стандартів сприяє поширенню практики ефективного виробництва і нових технологій.
Отже, новий підхід до технічного регулювання - це метод, за яким на законодавчому рівні встановлюють обов'язкові основні вимоги до продукції для забезпечення високого рівня захисту населення, тоді як технічне розв'язання цих завдань - це безпосередня відповідальність виробника. Стандарти, здебільшого розроблені учасниками приватного сектора, є способом допомогти виробникам дотримати цих вимог, при цьому виробники не зобов'язані їх використовувати. Крім того, для більшості товарів, за винятком найризикованіших, відповідність вимогам перевіряють самі виробники, і застосовують самосертифікування.
Переваги такого підходу полягають в його гнучкості, сприянні інноваціям і, тим самим, підвищенні конкурентоспроможності економіки.
Директиви "нового підходу" встановлюють єдину систему маркування, відому як "маркування знаком "СЕ".
Маркування знаком "СЕ" - це заява з боку виробника стосовно того, що продукція відповідає всім чинним законодавчим положенням на виконання певних директив ЄС. Маркування знаком "СЕ" дає змогу компаніям легше отримувати доступ на європейський ринок і продавати свою продукцію без адаптації чи необхідності проходити додаткові перевірки. Маркування знаком "СЕ" застосовується лише до продукції, що підпадає під дію Директив нового чи старого глобального підходів. "Синя книга" Європейської Комісії (Інструкції щодо виконання Директив нового підходу та глобального підходу) містить перелік директив, де застосовується маркування знаком "СЕ". Цей перелік можна отримати на веб-сайті Комісії61.
Національні вимоги з безпеки продукції деяких країн-членів ЄС можуть бути суворішими, ніж у зазначених Директивах ЄС.
Добровільну сертифікацію проводять на відповідність до вимог, які не віднесені до обов'язкових, тобто в тих випадках, коли суворе дотримання вимог стандартів або іншої нормативної документації на продукцію, процеси або послуги державою не передбачено, тобто коли стандарти або норми не стосуються вимог безпеки і мають добровільний характер для товаровиробника. Якщо для зазначеної продукції встановлені обов'язкові вимоги, то їх завжди включають до вимог добровільної сертифікації.
Добровільну сертифікацію мають право проводити підприємства, організації, інші юридичні особи, що взяли на себе функції органу з добровільної сертифікації, а також органи, що акредитовані в державній системі сертифікації.
Сертифікація в законодавчо нерегульованій сфері проводиться на добровільних засадах у порядку, визначеному договором між замовником (виробником, постачальником) та органом із сертифікації в системах добровільної сертифікації. Допускається проведення добровільної сертифікації в системах обов'язкової сертифікації органами з обов'язкової сертифікації. Нормативний документ, на відповідність якому проводяться випробування при добровільній сертифікації, вибирається заявником. Заявником може бути виробник, постачальник, продавець, споживач продукції.
На відміну від обов'язкової сертифікації, об'єкти якої і підтвердження їх відповідності пов'язані з законодавством, добровільна сертифікація стосується видів продукції (процесів, робіт, послуг), що не увійшли до обов'язкового переліку і визначаються замовником.
Добровільна сертифікація обмежує доступ на ринок неякісних товарів за рахунок перевірки таких показників, як надійність, естетичність, економічність тощо. Рішення про добровільну сертифікацію пов'язане з проблемами конкурентоспроможності товару, просуванням товарів на ринок (особливо зарубіжний), перевагами покупців, які все більше орієнтуються у своєму виборі на сертифіковані товари.
Серед причини, що спонукають підприємства здійснювати добровільну сертифікацію, важливо відзначити:
o забезпечення задоволення потреб та надання гарантій споживачам;
o тиск з боку споживача;
o забезпечення конкурентоспроможності товарів;
o необхідність збільшення своєї частки ринку;
o полегшення просування товарів на ринки збуту;
o застосування новітніх технологій, що формують безпеку та якість продукції;
o підвищення якості продукції;
o підвищення ефективності виробництва;
o зниження витрат виробництва
Сертифікація, зазвичай, проводиться за встановленими в системі сертифікації схемам стосовно до конкретної продукції, технологічного процесу чи послуги, на який поширюються ті ж самі стандарти і правила. Схеми (моделі), що використовуються під час обов'язкової сертифікації продукції, визначає орган з сертифікації.
Згідно з рішенням Ради Європейського Співтовариства від 12.12.90 (90/683/ЕЕС) країни-учасниці ЄС використовують для сертифікації 8 схем (моделей) сертифікації, кожна з яких є різною сукупністю певних типових процедур. Можливість чи необхідність використання того чи іншого модуля під час оцінки відповідності конкретного виду продукції Європейській Директиві встановлюється у самій Директиві.
При виборі схем повинні враховуватись особливості виробництва, випробувань, поставки і використання конкретної продукції, необхідний рівень доказовості, можливі витрати заявника. Схема сертифікації повинна забезпечувати необхідну доказовість останньої. Для цього рекомендується використовувати загальновизнані схеми, в тому числі й в міжнародній практиці. При цьому враховуються особливості виробництва, випробувань, поставки і використання конкретної продукції, можливі витрати заявника. Схеми мають бути зазначені у документі, який встановлює порядок проведення сертифікації конкретної продукції.
Засоби і методи сертифікації представлені на рис. 2.3.2, 2.3.3.

Протягом останніх років Україна активно впроваджує у практику міжнародні нормативно-правові документи (Правила ЄЕК ООН та Директиви ЄС), які регламентують методики проведення випробувань, вимоги до випробувального обладнання, вимоги до оціночних показників тощо. У сфері випробувань на основі міжнародного документу прийнято національний стандарт ДСТУ ІБО/ІЕС 17025:2001 "Загальні вимоги до компетентності випробувальних та калібрувальних лабораторій", який встановлює вимоги до компетентності лабораторій у провадженні випробування. Вимоги щодо представлення результатів випробувань регламентує національний документ у сфері метрології - Закон України "Про метрологію та метрологічну діяльність" від 11.02.98 р. № 113/98-ВР (в редакції від 15.06.2004 р. № 1765-ГУ). Закон, зокрема, визначає правові основи забезпечення єдності вимірювань в Україні, регулює відносини у сфері метрологічної діяльності та спрямований на захист громадян і національної економіки від наслідків недостовірних результатів вимірювань.
У ході вибору та реалізації методів і методик вимірювання чи випробування слід додержуватися принципів, які б допомагали досягненню головних завдань випробувань:
o забезпечення придатності метода для використання за призначенням та для забезпечення потреб замовника;
o реалізація повторного застосування метода у випадках, коли змінюються або оновлюються ті чи інші структурні елементи метода вимірювань, а також сам об'єкт дослідження;
o отримання надійних результатів вимірювань фізичних величин в обсягах, що передбачено методиками вимірювання, які входять до складу методики випробувань продукції, на основі додержання правил забезпечення єдності вимірювань;
o оцінювання характеристик точності результатів вимірювань, які за формою і змістом відповідали б встановленим вихідним вимогам щодо характеристик якості продукції, а також були б придатними для оцінювання збіжності та відтворюваності результатів вимірювання.
Методики випробувань, побудовані на зазначених засадах, дозволяють організувати:
o вимірювання технічних характеристик продукції на усіх стадіях її життєвого циклу (проектування, виготовлення, випробування та експлуатація);
o порівняння оцінок певної характеристики об'єкта, отриманих у різний період, різними методами вимірювання та випробування, за різними робочими методиками вимірювання та випробування, із застосуванням різних засобів вимірювальної техніки, випробувального обладнання та різними виконавцями робіт;
o міжлабораторні зіставлення (порівняння) результатів вимірювання характеристик об'єкта випробувань з метою підтвердження його характеристик якості чи перевірки спроможності випробувальних лабораторій;
o вхідний контроль якості продукції чи окремих її складових;
o підтвердження відповідності виготовленої продукції вимогам, встановленим чинними нормативними документами.
Робочі методики випробувань є основною, проте не єдиною складовою СУЯ продукції, одна з них - метрологічна кваліфікація фахівців (операторів), які проводять випробування продукції, оцінюють результати вимірювань її характеристик і приймають відповідні рішення. Під час уповноваження чи атестації вимірювальних, калібрувальних, випробувальних лабораторій рекомендації щодо методик випробувань та метрологічної підготовки операторів - згідно з положенням ДСТУ ІБО/ІЕС 17025:2001 - належать до найголовніших критеріїв, за якими визначається технічна компетентність цих лабораторій. На жаль, в окремих уповноважених чи атестованих лабораторіях під час випробувань продукції (навіть з метою її сертифікації) допускаються суттєві помилки у методиках випробувань продукції, грубі порушення правил забезпечення єдності вимірювань під час оброблення результатів спостережень і подання результатів вимірювання. На деяких із них ми зупинимось детальніше.
Поширеним недоліком методик випробувань продукції стала відсутність у них вказівок та відповідних алгоритмів щодо оцінювання такої характеристики похибки результату вимірювання, як середнє квадратичне відхилення. Відсутність цієї характеристики похибки результату вимірювання у протоколі випробувань продукції не дозволяє порівнювати між собою щойно отримані результати і результати раніше проведених вимірювань певного параметра об'єкта (наприклад, для перевірки легітимності висновків попередніх випробувань).
Отже, запровадження оптимальних схем, засобів, методів і методик здійснення сертифікації пов'язане з наданням споживачеві гарантій щодо відповідності товарів, які купуються, вимогам конкретних стандартів. З розвитком сертифікації став очевидним її позитивний вплив на торговельні зв'язки між країнами; терміни одержання дозволу на ввезення значно скорочувались для сертифікованого товару; не вимагалися повторні випробування в країні, якщо вона визнавала сертифікат постачальника.
36
Система якості - сукупність взаємопов'язаних та взаємодіючих елементів організаційної структури, визначених механізмів відповідальності, повноважень та процедур організації, а також процесів та ресурсів, які забезпечують здійснення загального керівництва якістю та її відповідність встановленим вимогам.
До елементів системи якості належать документально оформлені вимоги ринку (або конкретних замовників чи споживачів), функції системи, її організаційна структура, документація, методи, правила та технологія виконання функції, ресурси, зокрема фінансові, інформаційна система.
Нижче стисло сформульовано загальні вимоги до цих елементів.
1. Вхідна інформація, що надходить внаслідок вивчення ринку, повинна застосуватися для створення нової продукції та удосконалення тієї, що вже випускається, а також для удосконалення системи якості.
Керівництво організації несе повну відповідальність за визначення політики у сфері якості та прийняття рішень щодо створення, розроблення, впровадження та забезпечення функціонування системи якості.
2. Повинні бути визначені і документально зафіксовані всі види діяльності, що прямо пов¢язані з якістю або опосередковано впливають на неї. При цьому необхідне:
§ чітке визначення загальних та конкретних обов¢язків персоналу в діяльності, прямо пов¢язаній з забезпеченням якості;
§ чітке встановлення обов¢язків та повноважень персоналу в кожному виді діяльності, що впливає на якість, а також передбачення таких обов¢язків, організаційної свободи та повноважень, які були б достатніми для досягнення заданих вимог до якості з необхідним рівнем ефективності;
§ визначення заходів щодо управління різноманітними суміжними видами діяльності та їх координації;
§ зосередження уваги на визначенні потенційних або фактичних проблем якості і здійснення запобіжних та коригувальних заходів;
3. Функції управління та адміністративного керування, пов¢язані з системою якості, повинні бути чітко узгоджені з загальною структурою функцій організації. В організаційній структурі повинна бути визначена ієрархія повноважень персоналу та взаємозв¢язки між ними.
4. Керівництво повинно визначати потребу в ресурсах і в належному обсязі забезпечити відповідними ресурсами проведення політики у сфері якості та досягнення встановлених показників якості. До таких ресурсів можуть, наприклад, належати:
ü кадрові ресурси (персонал), зокрема фахівці певних професій;
ü обладнання для проектно-конструкторських робіт;
ü виробниче обладнання;
ü обладнання для контролю, випробовувань та вимірювань;
ü програмне забезпечення контрольно-вимірювальних пристроїв та комп¢ютерів.
Керівництво повинно визначити обсяг знань, досвід та рівень підготовки персоналу, які необхідні для виконання функцій системи.
Для раціонального (з погляду виконання завдань системи) і своєчасного розподілу ресурсів керівництво має визначити пріоритетні чинники якості, що впливають на ринкові позиції організації, а також завдання стосовно продукції, процесів та пов¢язаного з ними обслуговування.
Плани та графіки використання цих ресурсів та їх розподіл повинні бути узгоджені з загальними завданнями організації.
5. Функціонування системи якості повинно бути організоване так, щоб здійснювалося адекватне та постійне управління всіма видами діяльності, що впливають на якість.
Система якості повинна бути орієнтована на проведення запобіжніх дій, що виключають виникнення проблем, але у разі виникнення недоліків вона має своєчасно реагувати та усувати їх.
Для реалізації політики та завдань у сфері якості повинні бути розроблені, видані та введені в дію документально оформлені методики виконання функцій,
особливо тих, що координують різні види діяльності з погляду ефективності системи якості. У цих методиках повинні бути викладені завдання та характеристики (показники) різних видів діяльності, що впливають на якість.
Усі методики повинні містити прості, однозначні та зрозумілі формулювання і встановлювати методи та критерії оцінювання результатів роботи. 6. До складу системи якості повинні входити документально оформлені методики управління складом, значеннями та структурою функціональних та фізичних характеристик продукції, як встановленими в технічній документації, так і реально досягнутими в продукції (так зване управління конфігурацією). Цей вид управління починається ще на етапі проектування і здійснюється протягом всього життєвого циклу продукції. Він дозволяє поліпшити проектування, розроблення, виробництво і експлуатацію продукції та управління цими етапами, а також дає змогу керівництву наочно бачити стан документації та продукції протягом життєвого циклу.
Управління конфігурацією може охоплювати визначенння конфігурації, регулювання конфігурації, облік стану та перевірку якості конфігурації. Воно стосується видів діяльності, що описані в цьому розділі.
7. Усі прийняті в організації елементи якості, а також відповідні вимоги та положення повинні бути документально оформлені у вигляді заяви (декларації) про політику, а також методик, викладених зрозуміло, систематизовано і в певній послідовності. При цьому номенклатура та обсяг документації мають обмежуватися лише необхідними документами.
У системі якості повинні бути регламентовані процедури ідентифікації, розсилання, комплектування та підтримання в робочому стані всіх документів з якості.
Типовим видом документа, який використовують для загального опису системи якості, є настанова з якості.
Головним призначенням настанови з якості є визначення всієї структури системи якості, правил її впровадження та організації функціонування.
Для актуалізації настанов повинна бути впроваджена документально оформлена методика внесення змін та поправок до них, їх перегляду та включення доповнень.
Разом із настановами з якості застосовують допоміжні документально оформлені методики, що стосуються елементів системи якості (наприклад, стандарти підприємства, робочі інструкції з проектування, закупівлі або з побудови процесу). Форма та назва цих документально оформлених методик є довільною і залежить від:
ü масштабу організації;
ü конкретного характеру діяльності;
ü структури та вимог настанови з якості.
Керівництво повинно забезпечити підготовку та підтримання в робочому стані документально оформлених програм якості на будь-яку продукцію чи процес. Програми повинні бути узгоджені зі всіма загальними вимогами системи якості, що діє в організації, і мають забезпечувати виконання вимог, встановлених до конкретної продукції у відповідному проекті або контракті. Програма якості може входити до складу більшої за обсягом загальної програми.
Програма якості особливо важлива при організації виробництва нової продукції чи впровадженні нового процесу, а також, у разі необхідності, значної модернізації виготовлюваної продукції або існуючого процесу,
У програмах якості повинні бути зазначені:
ü завдання у сфері якості (наприклад, характеристика чи технічні дані, ритмічність, ефективність, естетика, тривалість циклу, витрати, природні ресурси, утилізація, обсяг виробництва та надійність);
ü поетапне розбиття процесів відповідно до прийнятих в організації методів праці (для ілюстрації елементів процесу можуть використовуватися діаграми, таблиці-матриці чи інші аналогічні схеми);
ü конкретний розподіл обов¢язків, повноважень, відповідальності та ресурсів на різних етапах роботи над проектом;
ü необхідні спеціальні документально оформлені методики та інструкції;
ü відповідні програми випробувань, контролю, огляду та перевірки якості на різних етапах (наприклад, під час проектування та розроблення);
ü документально оформлена методика внесення до програми якості змін і поправок під час роботи над проектом;
ü метод визначення досягнутих показників якості;
ü інші заходи, що забезпечують виконання поставлених завдань.
З метою раціональнішого виконання завдань, поставлених у програмі якості, необхідно користуватися документально оформленими методами управління процесами (операціями).
Для оперативного інформаційного забезпечення функціонування системи якості застосовують протоколи якості, зокрема карти, що стосуються проектування, контролю, випробувань, огляду та перевірки якості, аналізу або їх відповідних результатів. Протоколи якості повинні вестися як важливий засіб для доведення відповідності встановленим вимогам і ефективності системи якості.
8. Для підтримки належного рівня ефективності функціонування системи якості необхідно проводити регулярні перевірки і якості продукції та процесів, і самої системи якості.
Перевірки якості повинні плануватися та виконуватися для визначення відповідності заходів у межах системи якості, що діє в організації, та їх результатів запланованим показникам, а також для визначення невідповідностей (недоліків) системи якості. Всі елементи системи підлягають регулярній внутрішній перевірці та оцінюванню залежно від статусу та важливості перевірюваного виду діяльності. Для цього керівництвом організації повинна бути розроблена та впроваджена відповідна програма перевірки якості.
Програма проведення перевірки якості повинна передбачати:
ü підготовку планів та графіків перевірки конкретних видів діяльності та ланок організаційної структури;
ü призначення персоналу, що має відповідну кваліфікацію для проведення перевірок якості;
ü підготовку документально оформлених методик проведення перевірок якості, що передбачають реєстрацію даних та складання звітів за результатами перевірки якості і узгоджене проведення своєчасних коригувальних дій для усунення недоліків, виявлених під час перевірки.
Крім запланованих та регулярних, можна впровадити перевірки якості ще й в інших випадках, наприклад, після організаційних змін, отримання нових даних про попит на ринку, звітів та повідомлень про невідповідність продукції або процесів тощо.
Об¢єктивне оцінювання функціонування системи якості, що його проводить компатентний персонал, повинно охоплювати такі елементи системи та види діяльності:
ü структуру організації;
ü адміністративні та робочі методики, а також методики системи якості;
ü персонал, обладнання та матеріальні ресурси;
ü робочі дільниці, операції та процеси;
ü виготовлювану продукцію (з метою визначення ступеня її відповідності стандартам та технічним умовам);
ü ведення документації, звітності та реєстрації даних.
Персонал, що проводить перевірку елементів системи якості, не повинен бути підпорядкований особам, які безпосередньо відповідають за конкретні ділянки чи види діяльності, що перевіряються. Повинна бути розроблена та документально оформлена програма перевірки якості.
Зауваження за результатами перевірки, відповідні висновки та узгоджені плани проведення коригувальних дій повинні реєструватися та передаватися керівництву, що відповідає за перевірену ділянку, для вживання відповідних заходів, а також доводитися до відома вищого керівництва, що несе головну відповідальність за якість.
Звіт за результатами перевірки повинен містити:
§ усі випадки невідповідностей або недоліків;
§ пропозиції щодо проведення своєчасних коригувальних дій.
Повинні бути оцінені і документально оформлені дані про проведення і ефективність коригувальних дій за результатами попередніх перевірок.
9. Керівництво організації повинно забезпечити незалежне та регулярне проведення аналізу системи якості. Аналіз політики та основних завдань у сфері якості має проводитися вищим керівництвом, а аналіз видів діяльності – керівництвом , що несе головну відповідальність за якість конкретної продукції, та іншими особами з керівного складу із залученням, за рішенням вищого керівництва, компатентного незалежного персоналу.
На сьогоднішній день, в нашій державі відбувається зріст економічного розвитку, формуються цивілізовані взаємовідносини між товаровиробниками і споживачами. Зростає конкуренція на світових ринках, які потребують якісну та конкурентно спроможну продукцію та послуги. Споживачі бажають мати впевненість в якості, яку може забезпечити підприємство з результативною системою управління якістю.
Практика зарубіжних і провідних вітчизняних підприємств свідчить, що задоволення вимог міжнародних стандартів ISO серії 9000 дозволяє забезпечити необхідний рівень якості і конкурентоспроможності продукції і послуг.
Підприємства-виробники складної продукції починають вимагати наявність сертифікованих систем якості у своїх постачальників, звільняючи себе від витрат на вхідний контроль і з'ясування відносин по незадовільних постачаннях.
Зрозуміло, що управляти якістю повинні всі, хто хоче зберегти конкурентоспроможність на ринку. Навряд хтось стане заперечувати важливість підвищення якості для успіху на ринку. Інша справа – дорога процедура сертифікації.
Сертифікація за стандартами ISO 9000 припускає відповідність системи якості підприємства ряду як формальних так і не формальних вимог. Процес приведення системи якості у відповідність цим вимогам може бути дуже трудомістким і, як правило, займає багато часу. Тому, перш ніж ухвалити рішення про підготовку системи якості до сертифікації по ISO 9000, керівництво підприємства повинне ретельно зважити всі "за і проти", а також ясно визначити навіщо компанії потрібен сертифікат на систему якості.
Якщо справа торкається українських підприємств, то мова про сертифікацію по ISO 9000 повинна вестися в тому випадку, якщо компанія працює на зарубіжних ринках або має намір виходити на них, або ж якщо клієнти компанії вимагають наявності у неї сертифікованої системи якості.
Сертифікація систем управлінея якістю потрібна для:
Підвищення іміджу організації в регіоні і галузі.
Можливості співпраці в спільних роботах і проектах з іноземними організаціями.
Отримання державного або будь-якого іншого замовлення, яке фінансується з бюджету країни або міста.
Отримання переваги перед конкурентами при участі в тендерних торгах.
Спрощення процесу отримання ліцензій або дозволів.
Залучення українських та іноземних інвесторів.
Полегшення управління всією діяльністю підприємства.
Зменшення непродуктивні витрати.
Підвищення якості продукції та послуг.
Удосконалення системи управління і підвищення її ефективності.
Філософія ISO 9000 грунтується на економічно ефективному застосуванні "правила довіри", яке дозволяє раціонально використовувати ресурси як кожного підприємства окремо, так і економіки в цілому. Можна вважати, що стандарти систем якості ISO 9000 були впровадженні саме для того, щоб дати підприємствам велику впевненість в постачальниках, дати їм можливість точніше оцінити постачальника.
Важливо чітко розділяти два поняття - управління якістю і сертифікація систем управління якості. Управління якістю - одна з функцій управління підприємством, яка дозволяє реально забезпечувати високий рівень якості продукції і послуг за рахунок уважного і розумного управління виробництвом і обслуговуванням. Система управління якістю організовується відповідно до специфіки і задач конкретного підприємства. Стандарти ISO 9000 пропонують методику побудови такої системи, яка може бути офіційно сертифікована.
Стандарти ISO 9000 визнані в багатьох країнах. В той же час сертифікація по ISO 9000 не є обов'язковою вимогою до виробників. Проте, наявність сертифікату ISO 9000, часто є ключовим чинником успіху на багатьох ринках або навіть виходу на них. Воно свідчить про належність компанії до цивілізованого ділового світу. Крім того, системи управління якості багатьох компаній вимагають наявності сертифікованих систем управління якості у їх постачальників.
Впровадження системи управління якістю згідно вимог державних стандартів серії ДСТУ ISO 9000 дає підприємству:
|
Вигоди зацікавлених сторін Споживачі отримують продукцію, яка:
Співробітники організації отримують вигоди від:
Bласники і інвестори отримають вигоди від:
Постачальники і партнери отримують вигоди за рахунок:
Суспільство отримує вигоду від:
|
Перш за все необхідно усвідомити, що система якості, заснована на стандартах ІSО серії 9000, не припускає створення на підприємстві абсолютно нової системи. Будь-яке діюче підприємство має певні процедури управленія- оформлення документально або роботи, що склалися за непісанним правилами і традиціями, відповідно до яких персонал виконує необхідні дії, реєструє і аналізує їх результати, вживає заходи по усуненню збоїв в роботі. І на більшості малих підприємств фактично виконуються окремі процедури управління якістю, вказані стандартами ІSО серії 9000, проте вони можуть бути не завжди оформлені належним чином або в чомусь відрізняються від встановлених вимог.
Тому почати вдосконалення діючої системи якості, а саме в її вдосконаленні полягає основна змістовна частина роботи - доцільно з ретельного аналізу всієї діючої на підприємстві документації і форм реєстрації даних, зіставивши їх зміст з вимогами стандартів і з роз'ясненнями та рекомендаціями, висловленими в цих документах. Природно, при цьому треба проаналізувати і те, як виконуються ті або інші процедури і положення на практиці.
Чим раніше підприємство почне роботи із створення сучасної системи управління якістю, тим більше вірогідний її успіх в конкурентному середовищі.
На сьогодні в Україні діє національний стандарт ДСТУ ISO 9001-2001 „Система управління якістю. Вимоги”, який відповідає міжнародному стандарту ISO 9001:2000.
У зв’язку з посиленням тенденцій глобалізації ринку та з підготовкою України до вступу до Світової організації торгівлі виникає нагальна потреба в побудові таких систем управління вітчизняними підприємствами, які б сприяли підвищенню конкурентоспроможності української продукції та національної економіки в цілому до світового рівня. Чільне місце в таких системах управління підприємствами, на думку багатьох вітчизняних та зарубіжних спеціалістів, має належати системі управління якістю (СУЯ), яка ґрунтується на ідеях TQM.
Створення СУЯ на підприємстві – це не можливість виробляти найкращу та найбільш конкурентоспроможну продукцію, а можливість дати гарантію, що якість виготовленої продукції є стабільною та зорієнтованою на споживача. Наявність сертифікованої на відповідність стандарту ISO 9000 (або ін., залежно від специфіки галузі) СУЯ дає організації стабільність і мінімум можливостей для виживання в умовах сучасного ринку. Стандарти статичні, хоча і можуть удосконалюватись, змінюючись відповідно до зростаючих вимог до конкурентоспроможної якості. Отже, для того, щоб залишитись на ринку, виробник змушений випереджати вимоги стандартів, і у цьому йому допомагає робота за принципами TQM.
Важливим елементом у системах керування якістю є
стандартизація – нормотворча діяльність, що знаходить найбільш раціональні норми, а потім закріплює їх у нормативних документах типу стандарту, інструкції, методики й вимог до розроблення, тобто це комплекс коштів, що встановлюють відповідність стандартам.
Стандартизація є одним із найважливіших елементів сучасного механізму керування якістю продукції (робіт, послуг). За визначенню Міжнародної організації зі стандартизації (ІСО) стандартизація – встановлення й застосування правил з метою впорядкування діяльності в певних галузях на користь і за участі всіх зацікавлених сторін, зокрема для досягнення загальної оптимальної економії при дотриманні функціональних умов і вимог техніки безпеки.
Об'єктами стандартизації можуть бути продукція, послуги й процеси, що мають перспективу багаторазового відтворення й (або) використання.
Загальною метою стандартизації є захист інтересів споживачів і держави з питань якості продукції, процесів, послуг, забезпечуючи:
реалізацію єдиної технічної політики у сфері стандартизації, метрології та сертифікації продукції;
безпеку продукції, робіт і послуг для навколишнього середовища, життя, здоров'я й майна;
безпеку суб'єктів господарювання з урахуванням ризику виникнення природних і техногенних катастроф та інших надзвичайних ситуацій;
якість продукції, робіт і послуг відповідно до рівня науки, техніки й технології;
економію всіх видів ресурсів.
Сучасна стандартизація базується на таких принципах: системності; повторюваності; варіантності; взаємозамінності; обов’язковості.
Принцип системності визначає стандарт як елемент системи й забезпечує створення систем стандартів, взаємозалежних між собою сутністю конкретних об'єктів стандартизації. Системність – одна з вимог до діяльності за стандартизації, що припускає забезпечення
взаємної погодженості, несуперечності, уніфікації й виключення дублювання вимог стандартів.
Принцип повторюваності означає визначення кола об'єктів, до яких застосовні речі, процеси, відносини, що володіють однією загальною властивістю – повторюваністю в часі або просторі.
Принцип варіантності в стандартизації означає створення раціонального різноманіття (забезпечення мінімуму раціональних різновидів) стандартних елементів, що входять у об'єкт, що стандартизується.
Принцип взаємозамінності передбачає (стосовно до техніки) можливість складання або заміни однакових деталей, виготовлених у різний час і в різних місцях.
Принцип обов’язковості передбачає визначення законодавчого характеру стандартизації.
На основі даних принципів були впроваджені такі методи стандартизації:
метод симплікації – зменшення кількості типів та інших різновидів виробів до числа, достатнього, щоб задовольними існуючі в даний час потреби в них;
метод уніфікації – об’єднання двох і більше документів у одному з таким розрахунком, щоб регламентовані цим документом вироби можна було взаємозамінювати під експлуатації;
метод типізації – розроблення типових конструкцій або технологічних процесів повинна проводитися на основі загальних для ряду виробів технічних характеристик;
метод специфікації – складання одного з основних документів, конструкторської та технологічної документації;
метод агрегатування – компонування машин та механізмів проводити із стандартних та уніфікованих агрегатів.
Залежно від стадій та етапів розроблення нових виробів розрізняють поняття прогресивної та комплексної стандартизації.
Прогресивна стандартизація заклечається у встановленні підвищених стосовно до вже досягнутого на практиці рівня норм, вимог до об’єктів стандартизації, які згідно з прогнозам будуть
оптимальними в подальшому . Прогресивна стандартизація базується на правильному відборі сировини та матеріалів, техоснастки та техпроцесів, раціональних методів організації виробництва, способів упакування, транспортування та збереження.
Зміст комплексної стандартизації полягає в системному підході при визначенні вимог до всіх елементів, які входять у стандартизований виріб і знаходяться на різних етапах виробничого процесу стосовно до готового виробу.
Механізм дій стандартизації складається із чотирьох етапів:
відбору об'єкта стандартизації (систематичні, повторювані об'єкти);
моделювання об'єкта стандартизації (абстрактна модель реального об'єкта);
оптимізації моделі (оптимальна модель об'єкта, що стандартизується);
стандартизації моделі (розроблення нормативного документа на базі уніфікованої моделі).
Безпосереднім результатом стандартизації є насамперед нормативний документ (НД). Нормативний документ – документ, що встановлює правила, загальні принципи або характеристики, що стосуються різних видів діяльності або їхніх результатів. Термін «нормативний документ» є родовим, що охоплює такі поняття, як стандарти й інші НД зі стандартизації – правила, рекомендації, кодекси сталої практики, регламенти, загальноукраїнські класифікатори. Застосування НД – спосіб упорядкування в певній галузі, тому нормативний документ – спосіб стандартизації.
Стандарти поєднують технічні, економічні й правові вимоги.
Технічні вимоги полягають у тому, що стандарти регламентують науково-технічну підготовку, технологію, організацію та процес праці.
Економічні вимоги:
стандарти є нормативом і масштабом виміру якості послуги;
стандарти є коштами організації, а також керують її діяльністю;
стандарти забезпечують взаємозв'язок між різними ланками народного господарства;
стандарти мінімізують витрати на роботи, тому що однотипні роботи обходяться завжди дешевше.
Правові вимоги: стандарт – нормативний акт, який затверджується державними органами у встановленому законом порядку, містить виклад норм, обов'язкових для дотримання. За порушення стандартів установлені санкції в цивільному, трудовому, карному й адміністративному законодавстві.
Об’єктами стандартизації є продукція, послуги, процеси, системи, правила та функції.
Залежно від об'єкта стандартизації, положень, які містить документ, та процедур надання йому чинності, розрізняють такі нормативні документи:
стандарти;
технічні умови.
Стандарт – це нормативно-технічний документ зі стандартизації, що встановлює комплекс правил, норм, вимог до об'єкта стандартизації й затверджений компетентним органом. Стандарти подаються у вигляді документів, що містять певні вимоги, правила або норми, обов'язкові до виконання.
Технічні умови – документи, які встановлюють вимоги до конкретних виробів.
Законодавством України встановлено такі суб’єкти стандартизації:
центральний орган виконавчої влади у сфері стандартизації;
рада стандартизації;
технічні комітети стандартизації;
інші суб'єкти, що займаються стандартизацією.
Замовниками робіт зі стандартизації за кошти Державного бюджету України є центральні органи виконавчої влади, на які законодавством покладено відповідальність за технічне регулювання у визначених сферах діяльності.
Центральний орган виконавчої влади у сфері стандартизації у межах своїх повноважень:
забезпечує реалізацію державної політики у сфері стандартизації;
вживає заходів щодо гармонізації розроблюваних національних стандартів з відповідними міжнародними (регіональними) стандартами;
бере участь у розробленні й узгодженні технічних регламентів та інших нормативно-правових актів з питань стандартизації;
встановлює правила розроблення, схвалення, прийняття, перегляду, зміни та втрати чинності національних стандартів, їх позначення, класифікації за видами та іншими ознаками, кодування та реєстрації;
вживає заходів щодо виконання зобов'язань, зумовлених участю в міжнародних (регіональних) організаціях стандартизації;
співпрацює у сфері стандартизації з відповідними органами інших держав;
формує програму робіт зі стандартизації та координує її реалізацію;
приймає рішення щодо створення та припинення діяльності технічних комітетів стандартизації, визначає їх повноваження та порядок створення;
організовує створення і ведення Національного фонду нормативних документів та Національного центру міжнародної інформаційної мережі ISONET WTO;
організовує надання інформаційних послуг з питань стандартизації.
Залежно від сфери дії змісту та рівня затвердження стандарти поділяються на категорії та види. За категоріями розрізняють державні стандарти, галузеві стандарти та стандарти підприємств.
Державні стандарти розробляються на групи однорідної продукції, що характеризується загальністю функціонального призначення, сфери використання та номенклатурою показників якості, а також на конкретну продукцію, що має важливе народногосподарське значення.
Дія ДСТів поширюється по всій території держави, на всі підприємства незалежно від форм власності.
Галузеві стандарти – стандарти, що встановлюються на продукцію виробничо-технічного призначення, її запчастини, а також на технологічну оснастку, інструмент, типові технологічні процеси галузевого використання та на деякі види товарів народного споживання. Порядок розроблення, розгляду та затвердження галузевих ГаСТів встановлюється відповідними міністерствами. Галузеві стандарти є обов’язковими для всіх підприємств, що випускають дану продукцію, незалежно від їх галузевої підпорядкованості.
Стандарти підприємств – стандарти, сфера дії яких поширюється тільки на сферу діяльності підприємства, тому розробляються і затверджуються вони на самому підприємстві.
Стандарти поділяються на такі види:
а) стандарти на продукцію;
б) стандарти на правила;
в) загальнотехнічні стандарти;
г) організаційно-методичні стандарти.
Щоб організувати й координувати розроблення стандартів та підготування їх до впровадження установлено такі етапи робіт:
організація розроблення НД;
розроблення першої редакції проекту;
розроблення другої редакції проекту;
розроблення остаточної редакції проекту та підготовлення справи НД;
державна експертиза проекту;
прийняття та надання чинності НД;
державна реєстрація та видання НД.
В обґрунтованих випадках дозволено перші чотири етапи об'єднувати або вводити додаткові.
Стандарти, замовником яких є Держспоживстандарт України, розробляють на підставі договорів, правила укладання яких установлюють ці органи відповідно до чинного законодавства.
До переліку організацій, з якими проект НД треба погодити, у загальному випадку вносять:
замовника (або за його дорученням науково-дослідну організацію) і (або) основного користувача НД;
центральний орган виконавчої влади, сфери діяльності якого стосуються НД;
науково-дослідну організацію Держспоживстандарту України чи Держбуду України;
органи державного нагляду, якщо положення НД стосуються сфери їх діяльності згідно з чинними технічними регламентами, законодавством та положеннями про ці органи.
До переліку організацій (підприємств), яким проект НД надсилають на відгук, залежно від об'єкта стандартизації та виду НД, вносять:
організації, з якими проект НД потрібно погодити;
технічний комітет суміжних сфер діяльності;
підприємства, що надають послуги чи виконують процеси, які визначено об'єктом стандартизації, за умови, якщо вони не є розробниками проекту НД.
37