

Термічні:
1) Ручна дугова зварка електродами з товстим покриттям - металевий електрод покритий спеціальним покриттям яке забезпечує захист майбутнього шва при зварці від окиснення і азотування, стабілізує горіння дуги і легує матеріал шва. Для такого зварювання використовують змінний або постійний струм (для зварки при постійному струмі розрізняють пряму (+ на виріб, - на електрод) і обернену (навпаки) полярність.
2) Ручна дугова зварка вугільним електродом – при зварці тонких листів вуглецевої сталі та деяких кольорових металів постійним струмом прямої полярності з використанням присадного прута (пряма дія). Також можлива зварка без використання присадного прута (побічна дія), в цьому випадку шов утворюється із розплаву кромок виробів.
3) Напівавтоматична і автоматична зварка під флюсом - зварювання проходить під шаром (40-60 мм) флюсу що дозволяє збільшити густину струму без розбризкування розплаву металу. Метод дозволяє ефективно зварювати масиві деталі, вуглецеві і низьколеговані сталі. При такій зварці деталі повинні бути горизонтально розміщеними (+/- 7 градусів) інакше розплав буде розтікатися.
4) Аргон-дугова зварка вольфрамовим електродом – зварку проводять спеціальним пальником з соплом через яке подається інертний газ аргон, що дозволяє створити інертну атмосферу навколо деталей, а якщо конфігурація виробів не дозволяє створити атмосфери інертного газу то зварку проводять в камерах через герметичні рукави, або в населених камерах, куди зварювальник заходить через шлюз в спец скафандрі.
5) Плазмова зварка – різновид аргонної зварки де дуга стискується інертним газом що забезпечує високу температуру (14 – 24 тис градусів
6) Газова зварка – висока температура створюється окисненням ацетилену який отримується із карбіду кальцію
Механічні: методи основані на зближені зварних поверхонь на відстань достатню для утворення єдиного енергетичного поля між атомами кристалічних ґраток деталей.
1) Точкова зварка – деталі під пресом стискуються в одній точці.
2) Стикова зварка – використовується для стрічок та стрижнів.
3) Лазерна зварка.
Термомеханічні:
Електрична контактна – через стик пропускають струм для нагріву з подальшою осадкою металу
Ультразвукова зварка – для зварки надтонких деталей
Дифузійна зварка
Зварка тертям
Індукційна зварка
€ 32. Які технології створення антидифузійних шарів в ТЕ ви знаєте. – 127
Зазвичай в якості матеріалу антидифузійного шару використовують нікель або кобальт. В технології відомі такі основні методи нанесення антидифузійних шарів для покращення показників надійності ТЕ модулів:
Технологія плазменного нанесення антидифузійних шарів – також використовується для нанесення комутаційних шарів. Здійснюється розпиленням у плазмі порошків які осідаючи на поверхню утворюють міцно зчеплений шар до основного матеріалу модуля. Товщина напиленого шару регулюється режимами роботи установки.
Термічне напилення антидифузійних шарів дозволяє автоматизувати процес і є високотехнологічним методом але для реалізації методу необхідне дороге та складне обладнання.
Хімічний і гальванічний методи мають перевагу що процес може протікати при значно нижчих температурах. Цей метод простий у застосуванні і економічно вигідніший за рахунок простоти обладнання. Також є можливість регулювання товщини осадженого шару.
€ 33. Охарактеризуйте технологічні процеси створення ТЕ модулів.
Перший етап:
Вирощування необхідних матеріалів для ТЕ модуля
Покриття злитків нікелем для їх механічного зміцненя під час нарізки на шайби
Нарізка ТЕ матеріалу на шайби.
Нарізка шайб на термоелементи.
Другий етап:
Виготовлення теплопереходів
Третій етап:
Відбір термоелементів за зовнішнім виглядом та типом провідності
Набивка матриць почергово елементами н і п типу
Паяння модуля за допомогою спеціального устаткування – комутація по холодній стороні
Комутація по гарячій стороні
Відмивка модулів, припаювання електричних виводів живлення
Вимірювання параметрів модуля, спочатку електричний опір а потім інших електричних і теплових параметрів згідно обраної методики вимірювання параметрів ТЕ модуля.
Герметизація модулів у капсули.
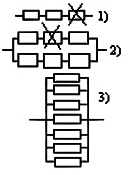
☺34. Схеми комутації модуля, способи створення теплового контакту в ТЕ модулях. Правильний вибір електричної схеми комутації визначає надійність роботи термогенератора. Кращий спосіб з’єднання- послідовний(рис 1)) дозволяє отримати більшу напругу,однак існує велика вірогідність виходу з ладу генератора за рахунок розриву ланцюга. Більш надійне паралельне з’єднання(рис 3)), однак застосовується рідко через низьку напругу.Тому використовують паралельно-послідовне з’єднання. З’єднання гілок p- і n- типів в один електричний ланцюг, зазвичай здійснюється металевими пластинами з міді, нікелю, заліза, кобальту, товщина яких залежить від сили струму.Методи комутації: паяння, сумісне пресування термоелектричних гілок і комутаційного матеріалу, напилення комутаційних матеріалів у вакуумі, гальванічне або хімічне нанесення комутаційного матеріалу.Тепловий контакт між елементами конструкції створюється двома способами: 1.Органічне з’єднання всіх елементів один із одним: припаювання, дифузійне зварювання й пресовка різних шарів один до одного. 2.Одночасна компенсація термічних розширень і вибірка нерівностей поверхонь за допомогою пружинного притискання механізму на холодній стороні.У цьому випадку практично виключається швидке руйнування термобатереї за рахкнок механічних напружень але значно збільшуються теплові втрати.
 ☺35.
Охарактеризуйте методи герметизації
модулів.
Герметизація здійснюється з метою
захисту модулів від дії зовнішнього
середовища та мінімізації теплових
втрат. Методи герметизації: 1.Найпоширеніший.
Нанесення тонкого шару еластичного
компаунда (смола,силіконовий герметик)
на зовнішні поверхні периферійних
термоелементів, розташованих між двома
теплопровідними керамічними пластинками
модуля. 2.Передбачає використання
ущільнюючого елемента (гумова манжета),
який розташований по периметру модуля
й затискається між двома теплопровідними
металевими пластинами (холодна і гаряча)
механічним способом.(1,2 переважно
використовується для герметизації
холодильних
модулів).
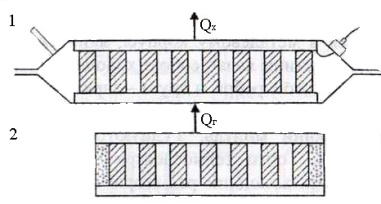
Герметизація
генераторних модулів
фірми «Hi-Z» та «Біапос» здійснюється в
контейнерах стільникової структури з
термостійкого ізоляційного матеріалу.
На рис. 1- у тонкостінному металевому
корпусі(є найефективнішою, за таких
умов суттєво зменшується вплив
навколишнього середовища, сповільнюються
процеси деградації модулів); 2- за
допомогою ущільнюючого еластичного
матеріалу.
☺35.
Охарактеризуйте методи герметизації
модулів.
Герметизація здійснюється з метою
захисту модулів від дії зовнішнього
середовища та мінімізації теплових
втрат. Методи герметизації: 1.Найпоширеніший.
Нанесення тонкого шару еластичного
компаунда (смола,силіконовий герметик)
на зовнішні поверхні периферійних
термоелементів, розташованих між двома
теплопровідними керамічними пластинками
модуля. 2.Передбачає використання
ущільнюючого елемента (гумова манжета),
який розташований по периметру модуля
й затискається між двома теплопровідними
металевими пластинами (холодна і гаряча)
механічним способом.(1,2 переважно
використовується для герметизації
холодильних
модулів).
Герметизація
генераторних модулів
фірми «Hi-Z» та «Біапос» здійснюється в
контейнерах стільникової структури з
термостійкого ізоляційного матеріалу.
На рис. 1- у тонкостінному металевому
корпусі(є найефективнішою, за таких
умов суттєво зменшується вплив
навколишнього середовища, сповільнюються
процеси деградації модулів); 2- за
допомогою ущільнюючого еластичного
матеріалу.