

5.3 Сварочная горелка марки rf-36lc производства Abicor Binzel
Сварочная горелка предназначена для осуществления процесса механизированной сварки плавящимся электродом в среде защитного газа: углекислого газа, аргона, или смесей аргона с углекислым газом в различных пропорциях.
Внешний вид горелки приведён на рисунке 20.

Рисунок 20 – Внешний вид сварочной горелки марки RF-36LC производства Abicor Binzel
Технические характеристики горелки марки RF-36LC производства Abicor Binzel приведены в таблице 5.
Таблица 5 – Технические характеристики горелки марки RF-36LC производства Abicor Binzel
Название характеристики |
Параметры характеристики |
Сварочный ток |
315 А |
Среда |
СО2, Ar, Ar + СО2 |
ПВ |
60% |
|
1,0-1,6 мм |
Охлаждение |
воздушное |
Шланговый пакет |
3, 4, 5 м |
Разъем |
евро |
 Проволока
Проволока
5.4 Самоходный портал установки для дуговой сварки в среде защитных газов прямолинейных швов на плоскости
Самоходный портал установки для дуговой сварки в среде защитных газов прямолинейных швов на плоскости обеспечивает механизированное однокоординатное перемещение сварочной горелки. Перемещение вдоль горизонтальной плоскости обеспечивается механизированным электрическим приводом на базе шагового двигателя, чем обеспечивается высокая плавность и стабильность хода сварочной горелки.
3D модель комплектного портала с самоходной кареткой и сварочной головкой входящих в состав установки для дуговой сварки в среде защитных газов с пространственно-параметрическим управлением тепловложения прямолинейных швов на плоскости представлена на рисунке 21.

Рисунок 21 – 3D модель комплектного портала с самоходной кареткой и сварочной головкой
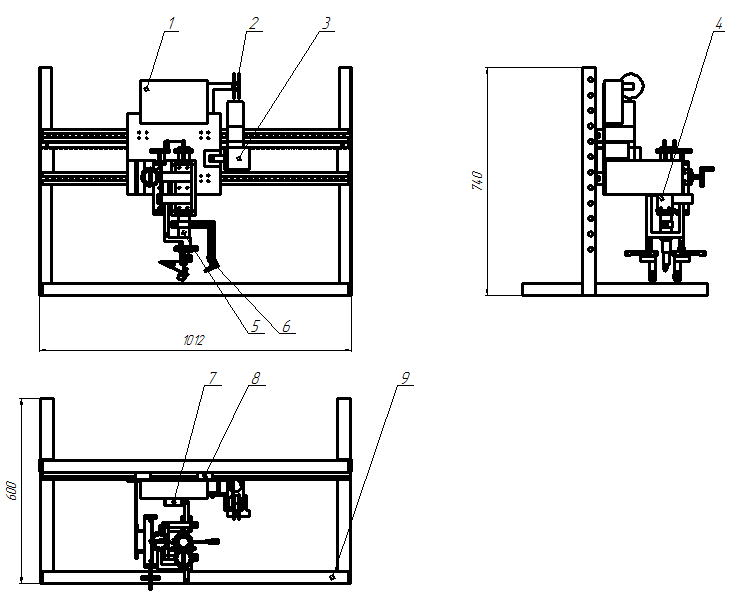
Рисунок 22 – Габаритный чертёж комплектного портала с самоходной кареткой и сварочной головкой
Габаритный чертёж комплектного портала установки для дуговой сварки в среде защитных газов с пространственно-параметрическим управлением тепловложения прямолинейных швов на плоскости представлена на рисунке 22.
В состав комплектного портала входят блок управления приводами портала (1 рис. 22), кассета с присадочной проволокой (2) (при сварке плавящимся электродом не используется), механизм подачи присадочной проволоки на базе мотор-редуктора (3) (при сварке плавящимся электродом не используется), сварочная головка (4) с установленной в ней сварочной горелкой (5) и механизмом направления проволоки в зону сварки (6) (при сварке плавящимся электродом не используется), шаговый двигатель механизма продольного перемещения головки (7), направляющие с шариковыми каретками (8), и непосредственно каркас портала (9).
Фотография внешнего вида готового портала представлена на рисунке 23.

Рисунок 23 – Внешний вид изготовленного комплектного портала установки для дуговой сварки в среде защитных газов с пространственно-параметрическим управлением тепловложения прямолинейных швов на плоскости
Основные технические характеристики самоходного портала установки для дуговой сварки в среде защитных газов с пространственно-параметрическим управлением тепловложения прямолинейных швов на плоскости приведены ниже:
Характеристики самоходного сварочного портала в составе установки:
Количество механизированных осей движения …………………….……...……. 1
Рабочий ход самоходной каретки в горизонтальной плоскости, мм …...…... 1000
Регулировка сварочной головки поперёк шва, мм ………….…………….…... 150
Дискретный ход сварочной головки в вертикальной плоскости, мм …...…... 500
Максимальная скорость перемещения самоходной каретки в горизонтальной плоскости, см/мин …………….………………...…………..………..……….… 100
Пределы регулирования скорости перемещения консоли в горизонтальной плоскости, % от максимальной скорости ……….………. 0 – 100
Точность линейных перемещений, мм ……………………………….…….… ± 0,1
Напряжение питающей сети аппаратуры управления и приводов
установки, В ………………………………………………………………..…… 220
(±10%)
Частота питающей сети, Гц………………………………………...……………...50
(+15; -5)
Габаритные размеры портала (длина×ширина×высота), мм, не более……………………...…………………………………………...1012×600×740
Масса портала (без технологических принадлежностей), кг, не более………………………………………………………..……..…………….… 50
Техническая характеристика электроприводов
Количество шаговых двигателей марки FL86STH65-2808A в установке, шт …..1
Крутящий момент на оси ротора двигателя марки FL86STH65-2808A, кг·см .. 34
Условный шаг двигателя FL86STH65-2808A, град ……………............…….…1,8
Рабочая температура двигателей, 0С ……………………………….. от -20 до +50
Контроллеры, применяемые для управления шаговыми двигателями марки:
FL86STH65-2808A ..………………………… контролер OSM-42RA
Количество мотор-редукторов марки WG3929 в установке, шт ………………..1
Мощность двигателя WG3929, Вт ………………………………………………. 19
Крутящий момент на оси двигателя WG3929 (без редуктора), кг·см …….… 0,45
Напряжение питания, В ……………………………………………………..…… 12
Передаточное число редуктора WG3929 ……………………………………….. 31
Крутящий момент на оси редуктора WG3929, кг·см ………………………..… 8,4
Скорость вращения, об/мин ……………………………………………………… 84