

5.1 Инверторный сварочный источник питания постоянного тока марки «Форсаж - 502» с панелью управления с расширенными функциями

Рисунок 16 – Внешний вид инверторного сварочного источника питания марки «Форсаж – 502»
Сварочный аппарат постоянного тока марки «Форсаж-502» промышленного применения предназначен для механизированной и полуавтоматической сварки (режим «MIG/MAG») стальных материалов, деталей и агрегатов.
Внешний вид сварочного инверторного источника питания «Форсаж – 502» представлен на рисунке 16. Технические характеристики аппарата приведены в таблице 3.
Таблица 3 – Технические характеристики сварочного инверторного источника питания марки «Форсаж – 502»
Электропитание, В |
трехфазная сеть 380 В 50 Гц |
Основные характеристики |
|
Основной режим работы |
MIG/MAG |
Дополнительные режимы работы |
MMA, ТIG |
Диапазон регулирования напряжения в режиме MIG/MAG, В |
15-40 |
Диапазон регулирования сварочного тока, А |
|
- режим MIG/MAG |
20-500 |
|
|
- режим ММА |
20-500 |
|
|
- режим TIG |
15-500 |
|
|
Напряжение холостого хода, В |
|
- в активном режиме |
65 |
|
|
- в безопасном режиме |
4 |
|
|
Процент нагрузки, % |
|
- при сварочном токе 400А |
100 |
|
|
- при сварочном токе 500А |
60 |
|
|
Максимальная мощность сети питания, кВА |
27,7 |
Индикация и управление |
|
Цифровая индикация установленных и текущих параметров |
+ |
Дистанционное управление |
+ |
Напряжение питания механизма подачи проволоки, В |
24 |
Массо-габаритные показатели |
|
Габариты, мм |
430х225х435 |
Масса, кг |
25,9 |

Рисунок 17 – Описание лицевой панели и органов управления инверторного источника питания марки «Форсаж-502»
Описание лицевой панели и органов управления инверторного источника питания марки «Форсаж-502» приведено на рисунке 17.
5.2 Механизм подачи электродной проволоки марки «Форсаж – мПм»
К инверторному источнику питания марки «Форсаж-502» подключается механизм подачи электродной проволоки марки «Форсаж – МПм».
Механизм подачи проволоки «Форсаж-МПм» промышленного применения используется в составе источника тока для полуавтоматической сварки деталей и агрегатов из углеродистых и легированных сталей. Сварка материалов производится сварочной проволокой в среде инертных и активных газов и их смесей. «Форсаж-МПм» выполнен на основе четырехроликового привода подачи «Cooptim» (Венгрия) и гарантирует стабильность подачи проволоки различных видов (сплошная, порошковая, самозащитная и др).
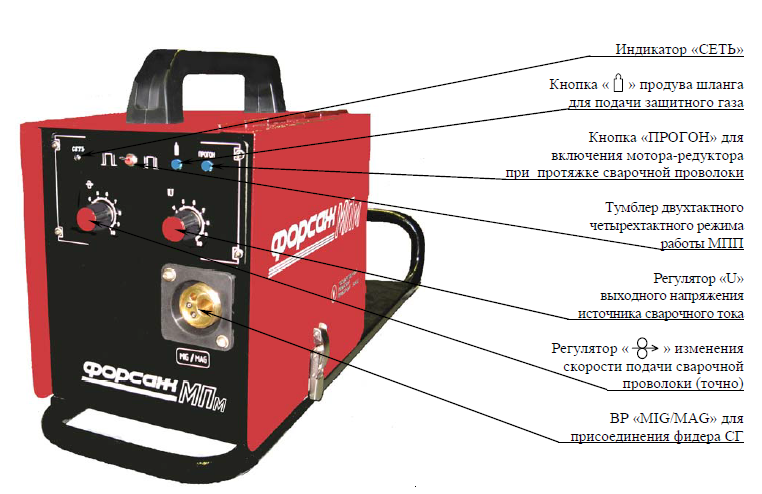
Внешний вид механизма подачи проволоки марки «Форсаж-МПм» представлен на рисунке 18.

Рисунок 18 – Внешний вид механизма подачи проволоки марки «Форсаж-МПм»
Состав подающего механизма и писание назначения органов управления представлено на рисунках 19 а – в.
а)
б)

в)
а – вид спереди; б – вид сбоку; в – вид сзади
Рисунок 19 – Состав подающего механизма «Форсаж-МПм» и писание назначения органов управления
Технические характеристики механизма подачи электродной проволоки «Форсаж-МПм» приведены в таблице 4.
Таблица 4 – Технические характеристики механизма подачи электродной проволоки «Форсаж-МПм»
Параметр |
Значение параметра |
Электропитание, В |
22-30 |
Основные характеристики |
|
Потребляемый ток, А |
5 |
Величина сварочного тока при ПР=100%, А |
400 |
Максимальная потребляемая мощность, кВА |
0,2 |
Мощность мотора редуктора, ВА |
120 |
Диаметр стальной проволоки, мм |
от 0,8 до 1,6 |
Диаметр порошковой проволоки, мм |
от 1,0 до 2,0 |
Диапазон регулирования скорости подачи, м/мин |
от 0,5 до 17,5 |
Время подачи защитного газа перед сваркой, с |
0 |
Время подачи защитного газа после сварки, с |
от 3,0 до 4,0 |
Число роликов механизма подачи, шт |
4 |
Диаметр кассеты для сварочной проволоки, мм |
300 |
Давление на манометре газового редуктора |
(250±50) кПа ((2,5±0,5) атмосфер) |
Двухтактный и четырехтактный режим сварки |
+ |
Массо-габаритные показатели |
|
Габариты, мм |
660х220х315 |
Масса, кг |
10,5 |
Другие характеристики |
|
Рабочий диапазон температуры окружающей среды, °С |
-20... +40 |