

2.3 Основные отличия процессов дуговой сварки в защитном газе неплавящимся и плавящимся электродом
С точки зрения возможностей управления пространственным положением сварочной дуги за счёт изменения параметров её собственного магнитного поля, наиболее подходящим процессом является процесс сварки неплавящимся электродом. При сварке неплавящимся электродом длина дугового промежутка (т.е. длина дуги) составляет 3 – 5 мм, длина дуги в процессе сварки не изменяется, а также не изменяется и величина сварочного тока, протекающего через дугу. Изменения этих параметров могут наблюдаться только под действием возмущений.
Сварка же плавящимся электродом, в отношении удобства управления пространственным положением дуги, имеет ряд существенны отличий от сварки неплавящимся электродом. Основные из этих отличий следующие:
Меньшая длина сварочной дуги;
Циклические изменения длины сварочной дуги;
Циклические изменения силы сварочного тока, протекающего по сварочной цепи.
В подавляющем большинстве случаев, для стандартно применяемых при сварке плавящимся электродом токов до 250 – 300А, сварка плавящимся электродом характеризуется длиной дуги не превышающей 1,5 – 2 диаметров электродной проволоки. Для наиболее распространённых проволок диаметром 0,8 – 1,2 мм, этот параметр составляет 1,2 – 2,5 мм, что в среднем в 2 – 3 раза меньше, чем при сварке неплавящимся электродом. Как следует из выражения (2) сила Ампера, действующая на сварочную дугу будет прямо пропорциональна её длине, что напрямую приводит к зависимости эффективности управления положением сварочной дуги от её длины.
При сварке плавящимся электродом расплавленный электродный металл переноситься через сварочную дугу, чего не наблюдается при сварке неплавящимся электродом. В большинстве случаев, при сварке на стандартных токах до 300А, переход капли с торца электродной проволоки в сварочную ванну вызывает уменьшение длины сварочной дуги либо до полного её исчезновения при коротком замыкании (см. рисунок 8 (а)), либо на определённую величину при сварке с крупнокапельным или мелкокапельным переносом (см. рисунок 8 (б)). Такое изменение длины дуги, порождает циклическое и непрерывное изменение величины силы Ампера, действующей на сварочную дугу. Изменения длины дуги могут отсутствовать только при достижении процессом состояния струйного переноса металла через дугу (см. рисунок 8 (в)). Однако для большинства практически применяемых технологий такая величина сварочного тока не применяется.
Периодические изменения длины сварочной дуги порождают периодические изменения силы сварочного тока и напряжения сварочной дуги (см. рисунок 8). Наибольшие изменения наблюдаются для процесса крупнокапельного переноса металла (рисунок 8а), наименьшие для процесса со струйным переносом металла (рисунок 8в).
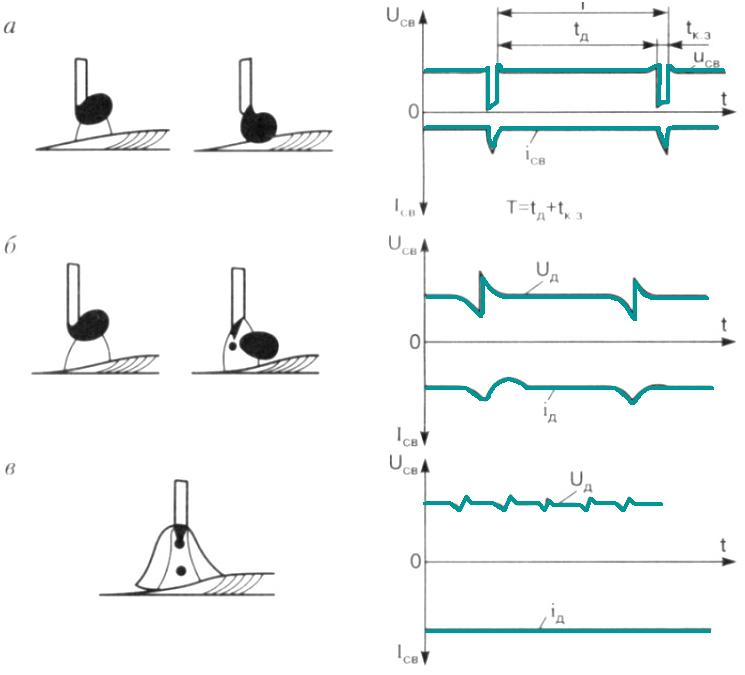
Рисунок 8 – Внешний вид разрядного промежутка и осциллограммы напряжения и силы тока при процессе с естественными короткими замыканиями (а), с непрерывным горением дуги и капельным переносом металла (б) и при струйном процессе (в): Т — длительность цикла; tд — длительность горения дуги; tк.з — длительность короткого замыкания; tд — сила тока дуги [10]
Из выражений 2 – 7 вытекает, что с изменением силы сварочного тока, протекающего через дугу, будет изменяться и сила Ампера, действующая на дугу.
Указанные выше особенности, говоря о том, что при сварке плавящимся электродом в среде защитного газа эффективность применения принципа управления пространственным положением сварочной дуги, за чёт изменения параметров её собственного магнитного поля, может быть существенно ниже, чем при сварке неплавящимся вольфрамовым электродом. Однако для подтверждения высказанных предположений необходимо провести ряд натурных и вычислительных экспериментов.