

5.5 Сварочная головка с тремя степенями подвижности и разделённым двухплечевым токоподводом
Сварочная головка функционально предназначена для закрепления в ней сварочной горелки и обеспечение ей необходимых степеней свободы, требуемых перемещений и возможности выполнения различных регулировок.
Сварочная головка обеспечивает следующие виды и величины перемещений:
перемещение сварочной горелки поперек шва не величину не менее 100 мм;
перемещение сварочной горелки по высоте на величину не менее 100 мм;
перемещение разделённого токоподвода по высоте на величину не менее 100 мм.
Сварочная головка должна содержит в своём составе разделённый токоподвод, обеспечивающий подвод тока к поверхности изделия в двух точках.
Сварочная головка обеспечивает возможность независимого перемещения по высоте сварочной горелки и разделённого токоподвода.
Разделённый токоподвод сварочной головки обеспечивает:
надёжную электрическую изоляцию друг от друга двух плеч токоподвода, к которым подсоединяются контакты источника питания;
возможность независимого перемещения каждого контакта токоподвода поперёк стыка на расстояние не менее 80 мм;
надёжное поджатие контактов токоподвода к поверхности изделия (с отсутствием пригаров), и одновременно с этим развитие не высокого сопротивление движению головки по поверхности изделия.
Требование по обеспечению необходимых видов и величин перемещений обеспечивается наличием в сварочной головки трёх независимых винтовых модулей линейного перемещения.
Чтобы обеспечить возможность поперечного перемещения сварочной горелки, а также независимого перемещения вверх-вниз сварочной горелки и разделённого токоподвода, в конструкции головки используется три винтовых модуля линейных перемещений.
Принципиальная схема разделённого токоподвода с двумя токоподводящими контактами приведена на рисунке 24.

Рисунок 24 – Принципиальная схема разделённого токоподвода с двумя токоподводящими контактами
В используемой конструкции токоподвода для поджатия контактов к поверхности изделия применяется «клавишный прижим». Основным отличием клавишной конструкции, от прямых пружинных прижимов, является то, что клавишные прижимы контактов токоподвода имеют пружинный блок, который расположен вне зоны, по которой проходит сварочный ток (см. рис. 53). Это позволяет избежать нагрева пружин под действием сварочного тока и избежать их быстрого выхода из строя.
Для того чтобы обеспечивать возможность независимого перемещения каждого контакта токоподвода поперёк стыка на расстояние не менее 50 мм, каждый клавишный прижим с контактом токоподвода крепится на отдельной винтовой направляющей, обеспечивающий необходимый ход контакта токоподвода. Также для надёжной электрической изоляции друг от друга двух плеч токоподвода, к которым подсоединяются контакты источника питания, конструкция состоящая из клавишного прижима, соединённого с винтовой направляющей крепится к общему каркасу токоподвода через изолятор.
Для реализации принципиальной схемы токоподвода, изображённой на рисунке 23, была применяется конструкция плеча токоподвода приведённая на рисунке 24, а состав и габаритные размеры приведены на рисунке 25.

Рисунок 25 – Внешний вид конструкции одного плеча разделённого токоподвода
Конструкция представленного на рисунке 25 и 26 плеча состоит из клавишного прижима (6), который через специальный профильный переходник соединяется с винтовой направляющей (1). Винтовая направляющая обеспечивает перемещение гайки, к которой крепится клавишный прижим, на расстояние до 80 мм. В нижней части клавишного прижима имеется отверстие, через которое вставляется, и с помощью гайки крепится, контакт токоподвода.
Чтобы обеспечить изоляцию двух плеч токоподвода друг от друга применяется специальная конструкция изолятора, представляющего из себя «сэндвич» состоящий из нижней (2) и верхней (4) изолирующей вставки из текстолита толщиной 8 мм. Для обеспечения жёсткого соединения вставок между собой и с общим корпусом токоподвода, в конструкции изолятора применяются две стальные пластины разных размеров.

Рисунок 26 – Конструкция и габаритные размеры одного плеча разделённого токоподвода
Конструкция сварочной головки в сборе показана на рисунке 27.
Первая винтовая пара неподвижно крепиться на каретку сварочного портала с помощью угловых креплений (поз. 2 рис. 27), и обеспечивает поперечное перемещение сварочной головки (влево или вправо).
Непосредственно к первой винтовой паре крепится вторая винтовая пара, отвечающая за позиционирование медно-графитовых контактов токоподвода относительно оси неплавящегося электрода горелки.
Ко второй винтовой паре крепится кронштейн для крепления токоподводов (поз. 5 рис. 27).

Рисунок 27 – Конструкция сварочной головки
К кронштейну токоподвода крепятся две направляющих для перемещения контактов токоподводов в направлении перпендикулярном продольной оси шва (поз. 6 рис. 27). К направляющим крепятся пружинные поджимы, на концах которых установлены узлы крепления медно-графитовых токоподводов со шпильками для фиксации клемм кабелей от источника питания (поз. 7 рис. 27).
К узлам крепления медно-графитовых токоподводов, с помощью поджимного винта, крепятся медно-графитовые контакты (поз. 8 рис. 27).
Третья винтовая пара сварочной головки крепится ко второй с помощью приварного крепления (поз. 4 рис. 27).
На третьей винтовой пате располагают узел для крепления сварочной горелки (поз. 3 рис. 27). Крепление сварочной горелки выполняют с помощью двух полухомутов, надёжно поджимающих горелку к опорной площадке механизма крепления горелки.
6 Результаты исследований эффективности применения принципа пространственно-параметрического управления тепловложением для процесса дуговой сварки в защитном газе плавящимся металлическим электродом и их анализ.
|
|
|
№ режима: 1 № состояния системы: 1 |
№ режима: 1 № состояния системы: 2 |
№ режима: 2 № состояния системы: 1 |
а) |
б) |
в) |
|
|
|
№ режима: 1 № состояния системы: 2 |
№ режима: 1 № состояния системы: 1 |
№ режима: 2 № состояния системы: 2 |
г) |
д) |
е) |






Рисунок 28 – Внешний вид сварочной дуги при традиционном процессе сварки (с расположением токоподвода вдали от места сварки), горящей на различных режимах, соответствующих режимам и состояниям системы, указанным в таблице 6.
В соответствии с планом эксперимента, изложенным в таблице 2, были проведены экспериментальные наплавки на плоскость. Результаты экспериментальных исследований, в виде углов отклонения сварочной дуги, определённых по кадрам скоростной фотосъёмки, приведены в таблице 6.
|
|
|
№ режима: 1 № состояния системы: 1 |
№ режима: 1 № состояния системы: 2 |
№ режима: 2 № состояния системы: 1 |
а) |
б) |
в) |
|
|
|
№ режима: 1 № состояния системы: 2 |
№ режима: 1 № состояния системы: 1 |
№ режима: 2 № состояния системы: 2 |
г) |
д) |
е) |

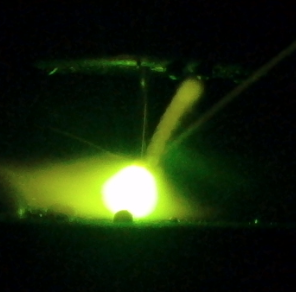




Рисунок 29 – Внешний вид сварочной дуги при процессе сварки с токоподводом, находящимся на расстоянии 25 мм от оси электрода, горящей на различных режимах, соответствующих режимам и состояниям системы, указанным в таблице 6.
Наиболее характерные кадры процесса, соответствующие различным режимам сварки и состояниям системы при традиционном процессе сварки (с расположением токоподвода вдали от места сварки) приведены на рисунке 28.
Таблица 6 – Результаты эксперимента по выявлению влияния токоподвода на характер горения сварочной дуги
№ п/п |
Номер режима |
Сила сварочного тока, А |
Напряжение дуги, В |
Скорость сварки, усл.ед. |
Диаметр проволоки, мм |
Расстояние от проволоки до токоподвода, мм |
Состояние системы |
Угол отклонения дуги, град |
1 |
1 |
36-40 |
18,8 |
662 |
1,0 |
0 |
1 |
0 |
2 |
1 |
36-40 |
18,8 |
1000 |
1,0 |
0 |
2 |
0 |
3 |
2 |
138 |
25 |
940 |
1,0 |
0 |
1 |
0 |
4 |
2 |
138 |
25 |
1150 |
1,0 |
0 |
2 |
0 |
5 |
3 |
245 |
30,1 |
1200 |
1,0 |
0 |
1 |
0 |
6 |
3 |
245 |
30,1 |
1300 |
1,0 |
0 |
2 |
0 |
7 |
1 |
36-40 |
18,8 |
662 |
1,0 |
25 |
1 |
27 |
8 |
1 |
36-40 |
18,8 |
1000 |
1,0 |
25 |
2 |
29 |
9 |
2 |
138 |
25 |
940 |
1,0 |
25 |
1 |
33 |
10 |
2 |
138 |
25 |
1150 |
1,0 |
25 |
2 |
30 |
11 |
3 |
245 |
30,1 |
1200 |
1,0 |
25 |
1 |
43 |
12 |
3 |
245 |
30,1 |
1300 |
1,0 |
25 |
2 |
35 |
Наиболее характерные кадры процесса, соответствующие различным режимам сварки и состояниям системы при процессе сварки с токоподводом, находящимся на расстоянии 25 мм от оси электрода, приведены на рисунке 29.
Взаимное положение конца электродной проволоки и сварочной ванны удалось запечатлеть только для режимов сварки с короткими замыканиями дугового промежутка (режим 1), как раз в моменты начала короткого замыкания.
|
|
а) |
б) |


Рисунок 30 – Момент начала короткого замыкания капли на сварочную ванну при традиционном процессе (а) (режим 1) и процессе сварки с токоподводом, находящимся на расстоянии 25 м от оси электрода (б) (режим 1)
Типичные картины взаимное положение конца электродной проволоки и сварочной ванны в момент начала короткого замыкания капли на сварочную ванну при традиционном процессе и процессе сварки с токоподводом, находящимся на расстоянии 25 мм от оси электрода, представлены на рисунке 30.
Анализ фотографий традиционного процесса сварки (с расположением токоподвода вдали от места сварки), приведенных на рисунке 28, позволяет сказать, что потоки плазмы сварочной дуги в этом случае распределены симметрично относительно конца плавящегося электрода. Сварочная дуга имеет классическую «колоколообразную» форму. Нарушений формы сварочной дуги не наблюдается. Подобная картина характерная для всех трёх исследованных типов переноса электродного металла через дугу (с короткими замыканиями, крупнокапельный с постоянно горящей дугой и мелкокапельный) и двух крайних состояний сварочной системы по отношению к положению сварочной дуги на поверхности ванны.
При анализе фотографий процесса сварки с токоподводом, находящимся на поверхности изделия на расстоянии 25 мм от оси электрода, установлено, что во всех экспериментальных случаях визуально наблюдается эффект отклонения сварочной дуги от оси электрода в сторону от токоподвода. Анализ углов отклонения по методике, изложенной в п. 1.3. настоящего отчёта, позволил установить количественные значения углов отклонения. Результаты этого анализа приведены в таблице 6.
Данные таблицы 6 показывают, что при увеличении сварочного тока наблюдается незначительный рост угла отклонения сварочной дуги. Так при сварочном токе 40А средний угол отклонения дуги составил 28 град, при токе 138А средний угол составил 31,5 град, а при токе 245А средняя величина угла отклонения составляет 39 град. Графически зависимость среднего угла отклонения сварочной дуги от величины сварочного тока при сварке плавящимся электродом представлена на рисунке 31.

Рисунок 31 – Зависимость среднего угла отклонения сварочной дуги от величины сварочного тока при сварке плавящимся электродом в среде углекислого газа, при расстоянии от контакта токоподвода до оси электрода 25 мм
Установленные закономерности указывают на то, что при сварке плавящимся электродом применение принципа отклонения сварочной дуги за счёт изменения параметров её собственного магнитного поля приводит к изменению пространственного положения сварочной дуги аналогично тому, как это происходит при сварке неплавящимся вольфрамовым электродом. Величины зафиксированных углов отклонения сварочной дуги достаточно близки по своим значениям к величинам углов отклонения дуги при сварке неплавящимся электродом. Установленные факты говорят о применимости к процессу сварки плавящимся электродом в среде углекислого газа теории управления пространственным положением сварочной дуги, изложенной в п. 1.2 настоящего отчёта.
Величина непосредственно наблюдаемого визуально смещения активного пятна дуги на поверхности изделия оказалась меньше, чем при сварке неплавящимся электродом. Однако, в сочетании с описанными выше результатами, этот факт не говорит об уменьшении эффективности применения принципа отклонения дуги при сварке плавящимся электродом. Вероятнее всего уменьшения величины смещения активного пятна дуги на поверхности сварочной ванны вызвано тем, что длина дуги при сварке плавящимся электродом может быть до 2 – 3 раз меньше, чем при сварке плавящимся электродом. Поэтому, несмотря на то, что величина угла отклонения сварочной дуги соизмерима с аналогичным углом при варке неплавящимся электродом, но за счёт сокращения длины сварочной дуги величина непосредственного смещения активного пятна дуги на поверхности сварочной ванны оказывается меньше.
Существенным отличием процесса сварки плавящимся электродом от процесса сварки неплавящимся электродом является наличие большой сварочной ванны, состоящей из электродного металла. Как показали проведённые поисковые эксперименты, отклонение сварочной дуги будет вызывать и некоторое отклонения в пространстве капель расплавленного металла, при переходе их через сварочную дугу. Так, например, анализ фотографий на рисунке 31 наглядно показывает, что если при традиционном процесс сварки конец электрода при коротком замыкании попадает практически в центр расплавленного металла сварочной ванны (см. рисунок 31а), то на том же самом режиме сварке при наличии отклонения сварочной дуги расплавленный металл попадает на поверхность изделия со смещением от оси электрода. Как показывают кадры процесс на рисунке 31б, конец проволоки при коротком замыкании смещён относительно центра сварочной ванны практически на 1/4 длины сварочной ванны. При наличии постоянно горящей дуги снять на фотоаппарат взаимное расположение сварочной ванны и конца электрода не удалось, из-за высокого уровня светимости дуги. Однако визуальное наблюдение процесса сварки свидетельствует о том, что во всех экспериментальных случаях при сварке с расположением токоподвода вблизи сварочной дуги, происходит смещение центра сварочной ванны в сторону от токоподвода.
7 Методика исследований области применения принципа пространственно-параметрического управления тепловложением для процесса дуговой сварки в защитном газе плавящимся металлическим электродом, в отношении диапазона варьирования основных параметров режима технологического процесса сварки
Необходимо провести экспериментальные исследования, которые позволят установить область эффективного применения принципа управления пространственным положением сварочной дуги за счёт изменения параметров её собственного магнитного поля, применительно к процессу дуговой сварки плавящимся электродом в среде углекислого газа проволокой диаметром 1,0 мм.
Объект исследования: процесс сварки плавящимся электродом в среде углекислого газа стальной проволокой диаметром 1,0 мм, осуществляемый по схеме процесса сварки с управляемым тепловложением.
Предмет исследования: наличие и величина отклонения сварочной дуги от оси электрода при подводе тока через контакт расположенный на поверхности изделия в непосредственной близости со сварочной горелкой, при изменении параметров процесса дуговой сварки.
Цель эксперимента: определить область применения способа изменения пространственного положения дуги за счёт изменения параметров её магнитного поля, применительно к процессу дуговой сварки плавящимся электродом в среде углекислого газа проволокой диаметром 1,0 мм.
Задачи эксперимента:
Определить максимальное расстояние от оси электрода до контакта подвода тока к изделию, при котором наблюдается эффект отклонения дуги для случая сварки проволокой диаметром 1,0 мм в среде углекислого газа
Определить зависимость между величиной сварочного тока и расстоянием от оси электрода до контакта токоподвода, при котором наблюдается исчезновение эффекта отклонения сварочной дуги;
Определить максимально возможную частоту коммутации тока между отдельными каналами подвода тока к изделию, при которой наблюдается эффект отклонения дуги.
Краткое описание объекта исследований и условий проведения опытов
Способ сварки – автоматическая сварка плавящимся стальным электродом диаметром 1,0 мм в среде углекислого газа, выполняемая с подводом тока через скользящий контакт расположенный на поверхности изделия в непосредственной близости со сварочной горелкой.
Исследование проводится в виде серии из трёх экспериментов. Каждая серия экспериментов направлена на решение одной из задач исследования.
Эксперименты выполняются для случая наплавки валика на плоский стальной образец. Образец представляет собой стальную пластину размером 1504008 мм (см. рисунок 13). Материал пластины – сталь Ст3сп. В процессе проведения каждого опыта экспериментов сварочная горелка перемещается вдоль пластины по прямолинейной траектории. Наплавку валиков рекомендуется выполнять в области, расположенной ближе к центральной оси пластины. Для каждой серии экспериментов применяются отдельные пластины. Расстояние между соседними валиками, выполненными в каждом опыте должно находится в пределах 10 – 15 мм.
Пространственное положение при сварке – нижнее. Используемые сварочные материалы – сварочная проволока марки Св-08Г2С диаметром 1,0 мм, защитный газ – углекислый газ технический по ГОСТ 8050.
Перед выполнением наплавочных валиков стальной образец жёстко закреплён по четырём углам пластины (см. рисунок 13).
Описание условий осуществления эксперимента
Эксперимент проводится в сухом отапливаемом помещении: экспериментально-испытательный участок расположенный в пристрое к корпусу А Тольяттинского государственного университета. В процессе проведения эксперимента фиксируется температура воздуха и начальная температура образца.
Первичная питающая сеть источника питания сварочной дуги в ходе проведения эксперимента должна быть свободна: т.е. на всей питающей линии должен быть подключен только один источник питания.
Применяемое оборудование и компьютерные программы
Для сварки используется следующие оборудование:
установка для сварки в среде защитных газов с пространственно-параметрическим управлением тепловложения прямолинейных швов на плоскости в составе:
источник питания – инверторный сварочный источник питания постоянного тока марки «Форсаж - 502»;
механизм подачи электродной проволоки марки «Форсаж – МП»;
инверторный коммутатор сварочного тока марки СМТ-К1;
сварочная горелка марки RF-36LC производства Abicor Binzel
самоходный портал установки для дуговой сварки в среде защитных газов прямолинейных швов на плоскости
сварочная головка с тремя степенями подвижности и разделённым двухплечевым токоподводом;
Для регистрации пространственного положения сварочной дуги:
фотоаппарат цифровой Casio Exilim EX-FH25 со съёмкой в режиме скоростной фотосъёмки со скоростью 30 кадров/сек и в режиме скоростной видеосъемки со скоростью 120 кадров/сек.
Упрощённая схема поста для проведения эксперимента приведена на
рисунке 32.

Рисунок 32 – Принципиальная схема поста для экспериментальных исследований положения дуги на поверхности изделия (съёмка камерой производиться с фронта изображения)
Перечень контролируемых, но специально не изменяемых в ходе всех экспериментов параметров.
Размеры стальных пластин и марка их стали;
Используемые сварочные материалы и их размеры;
Температура окружающего воздуха, равная 23 оС;
Используемое оборудование, приспособление и оснастка;
Расход защитного газа, равный 10 л/мин;
Критерии определения значимости отклонения сварочной дуги
Для проведения эксперимента важно определиться, какой угол отклонения сварочной дуги от оси электрода считать значимым, и учитывать его как угол отклонения дуги под действием изменения параметров собственного поля дуги. Для ответа на данный вопрос была выполнена съёмка со скоростью 100 кадров в секунду традиционного процесса сварки как на плоскости. После съёмки проводили оценку пространственного положения сварочной дуги по кадрам. По результатам анализа установлено, что при традиционной сварке под действием различных возмущающих внешний факторов дуга может хаотично отклоняться на угол в пределах 3 – 4 градусов. Поэтому отклонение на данный угол нельзя считать отклонением вызванным действием управляющего воздействия, и при наличии отклонения дуги на величину до 4 градусов в рамках наших экспериментов будем считать, что отклонение дуги под действием изменения собственного магнитного поля дуги отсутствует.
Описание средств и схем измерения
Для измерения расстояния от оси электрода до ближней к электроду поверхности контакта токоподвода использовать стальную измерительную линейку с ценной деления 1 мм по ГОСТ 427-75.
Для определения угла отклонения сварочной дуги использовать графический метод анализа изображения сварочной дуги. При этом первоначально при покадровом просмотре кадров скоростной съёмки необходимо отобрать кадры, на которых дуга принимает крайние значения отклонения. Затем используя графический метод, находят центр видимого пятна нагрева дуги, и через него проводят линию к оси электрода. Затем по аналогии со схемой на рисунке 15 (для неплавящегося электрода) определяют угол отклонения сварочной дуги от оси электрода.
7.1 Эксперимент по определению максимального расстояния от оси электрода до контакта подвода тока к изделию, при котором наблюдается эффект отклонения дуги для случая сварки проволокой диаметром 1,0 мм в среде углекислого газа
Задача эксперимента: определить максимальное расстояние от оси электрода до токоподвода на котором наблюдается отклонение дуги в зависимости от силы тока.
Дополнительный перечень контролируемых, но специально не изменяемых в ходе эксперимента параметров:
сварочный ток (за счёт скорости подачи проволоки);
напряжение на сварочной дуге.
Перечень параметров, которые в ходе эксперимента варьируются по определённому плану:
скорость сварки;
расстояние от оси электрода до ближней к электроду поверхности контакта токоподвода.
Перечень измеряемых параметров, характеризующих состояние объекта исследования
Наличие отклонения сварочной дуги от оси плавящегося электрода, град.
Методы первичной обработки информации
Для каждого опыта визуально анализируя кадры фото-видеосъёмки и определяют наличие отклонения сварочной дуги.
План проведения экспериментов
При проведении эксперимента по определению максимального расстояния от оси электрода до контакта подвода тока к изделию, при котором будет наблюдаться эффект отклонения дуги, установить максимальную силу сварочного тока и напряжение дуги для изучаемого диаметра проволоки. В нашем случае это сила равная 245А и напряжение на дуге 30,1В, т.к. это максимальная величина сварочного тока для стальной проволоки диаметром 1,0 мм, при которой в условиях сварки в среде углекислого газа наблюдается мелкокапельный перенос металла с постоянно горящей дугой.
Во время проведения экспериментов дискретно изменять расстояние от оси электрода до центра скользящего контакта токоподвода. Для улучшения условий визуального наблюдения за дугой, для каждого из плеч токоподвода принять одинаковые расстояния. Расстояния изменять от минимально возможного из технологических соображений (25 мм), далее 30 мм и потом с шагом в 10 мм. Для каждого значения расстояния, сила сварочного тока составляет 245А а напряжение дуги 30,1 В. Каждый опыт проводится дважды, для двух возможных состояний сварочной системы по отношению к положению сварочной дуги на поверхности сварочной ванны.
Каждая серия опытов должна быть проведена для следующих характеристических состояний процесса сварки:
Мелкокапельный или струйный перенос в состоянии системы, когда сварочная дуга находится в верхней точке сварочной ванны;
Мелкокапельный или струйный перенос в состоянии системы, когда сварочная дуга находится в нижней точке сварочной ванны – т.е. не границе ванны и твердого основного металла.
Первоначально были подобраны режимы сварки, которые обеспечивали переход сварочного процесса в два указанных характеристических состояния процесса. Режимы подбирались экспериментально при пробной сварке. Для удобства обозначения состояний системы в отношении положения дуги на поверхности сварочной ванны, эти состояния условно называют «Состояние 1» и «Состояние 2»:
Состояние 1: когда сварочная дуга находится в верхней точке сварочной ванны;
Состояние 2: когда сварочная дуга находится в нижней точке сварочной ванны т.е. не границе ванны и твердого основного металла.
Подобранные режимы представлены в таблице 7.
Для проведения эксперимента составляем план эксперимента, приведённый в таблице 8.
Факторы: 1) h –расстояние от оси электрода до токоподвода, мм
2) Характеристическое состояние процесса
Функция отклика: наличие отклонения сварочной дуги от оси электрода.
Таблица 7 – Режим сварки обеспечивающий переход сварочного процесса в характеристические состояния для проволоки диметром 1,0 мм.
№ режима |
Скорость подачи проволоки, усл.ед. |
Сила сварочного тока, А |
Напряжение дуги, В |
Состав защитной среды |
Расход защитного газа, л/мин |
Скорость сварки (усл.ед.) при состоянии системы |
|
1 |
2 |
||||||
1 |
10 |
245 |
30,1 |
100% CO2 |
10 |
1200 |
1300 |
Таблица 8 – План проведения эксперимента по определению максимального расстояния от оси электрода до контакта подвода тока к изделию
№ опыта |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
14 |
h, мм |
25 |
30 |
40 |
50 |
60 |
70 |
80 |
|||||||
№ состояние системы |
1 |
2 |
1 |
2 |
1 |
2 |
1 |
2 |
1 |
2 |
1 |
2 |
1 |
2 |
Наличие эффекта отклонения дуги (да/нет) |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Каждый опыт выполняется в виде серии из трёх параллельных опытов.
7.2 Эксперимент по определению зависимости между величиной сварочного тока и расстоянием от оси электрода до контакта токоподвода, при котором наблюдается исчезновение эффекта отклонения сварочной дуги
Задача эксперимента: определить максимальное расстояние от оси электрода до токоподвода на котором, на заданной величине сварочного тока, наблюдается отклонение дуги.
Перечень параметров, которые в ходе эксперимента варьируются по определённому плану:
сварочный ток (за счёт скорости подачи проволоки);
напряжение на сварочной дуге;
скорость сварки;
расстояние от оси электрода до ближней к электроду поверхности контакта токоподвода.
Перечень измеряемых параметров, характеризующих состояние объекта исследования
Наличие отклонения сварочной дуги от оси плавящегося электрода, град.
Методы первичной обработки информации
Для каждого опыта визуально анализируя кадры фото-видеосъёмки и определяют наличие отклонения сварочной дуги.
План проведения экспериментов
Эксперимент должен быть проведен для следующих характеристических состояний процесса сварки:
Крупнокапельный перенос метала с короткими замыканиями в состоянии системы, когда сварочная дуга находится в верхней точке сварочной ванны;
Крупнокапельный перенос метала с короткими замыканиями в состоянии системы, когда сварочная дуга находится в нижней точке сварочной ванны – т.е. не границе ванны и твердого основного металла;
Капельный перенос при постоянном горении сварочной дуги в состоянии системы, когда сварочная дуга находится в верхней точке сварочной ванны;
Капельный перенос при постоянном горении сварочной дуги в состоянии системы, когда сварочная дуга находится в нижней точке сварочной ванны – т.е. не границе ванны и твердого основного металла;
Мелкокапельный или струйный перенос в состоянии системы, когда сварочная дуга находится в верхней точке сварочной ванны;
Мелкокапельный или струйный перенос в состоянии системы, когда сварочная дуга находится в нижней точке сварочной ванны – т.е. не границе ванны и твердого основного металла.
Первоначально были подобраны режимы сварки, которые обеспечивали переход сварочного процесса во все шесть характеристических состояний процесса. Режимы подбирались экспериментально при пробной сварке. Для удобства обозначения состояний системы в отношении положения дуги на поверхности сварочной ванны, эти состояния условно называют «Состояние 1» и «Состояние 2»:
Состояние 1: когда сварочная дуга находится в верхней точке сварочной ванны
Состояние 2: когда сварочная дуга находится в нижней точке сварочной ванны т.е. не границе ванны и твердого основного.
Подобранные режимы представлены в таблице 1.
План проведения эксперимента представлен в таблице 9.
Таблица 9 – План проведения эксперимента по выявлению влияния токоподвода на характер горения сварочной дуги
№ п/п |
Номер режима |
Сила сварочного тока, А |
Напряжение дуги, В |
Скорость сварки, усл.ед. |
Диаметр проволоки, мм |
Расстояние от проволоки до токоподвода, мм |
Состояние системы |
Наличие отклонения дуги (Да/нет) |
1 |
1 |
36-40 |
18,8 |
662 |
1,0 |
25 |
1 |
|
2 |
1 |
36-40 |
18,8 |
1000 |
1,0 |
25 |
2 |
|
3 |
2 |
138 |
25 |
940 |
1,0 |
25 |
1 |
|
4 |
2 |
138 |
25 |
1150 |
1,0 |
25 |
2 |
|
5 |
3 |
245 |
30,1 |
1200 |
1,0 |
25 |
1 |
|
6 |
3 |
245 |
30,1 |
1300 |
1,0 |
25 |
2 |
|
7 |
1 |
36-40 |
18,8 |
662 |
1,0 |
30 |
1 |
|
8 |
1 |
36-40 |
18,8 |
1000 |
1,0 |
30 |
2 |
|
9 |
2 |
138 |
25 |
940 |
1,0 |
30 |
1 |
|
10 |
2 |
138 |
25 |
1150 |
1,0 |
30 |
2 |
|
11 |
3 |
245 |
30,1 |
1200 |
1,0 |
30 |
1 |
|
12 |
3 |
245 |
30,1 |
1300 |
1,0 |
30 |
2 |
|
13 |
1 |
36-40 |
18,8 |
662 |
1,0 |
40 |
1 |
|
14 |
1 |
36-40 |
18,8 |
1000 |
1,0 |
40 |
2 |
|
15 |
2 |
138 |
25 |
940 |
1,0 |
40 |
1 |
|
16 |
2 |
138 |
25 |
1150 |
1,0 |
40 |
2 |
|
17 |
3 |
245 |
30,1 |
1200 |
1,0 |
40 |
1 |
|
18 |
3 |
245 |
30,1 |
1300 |
1,0 |
40 |
2 |
|
19 |
1 |
36-40 |
18,8 |
662 |
1,0 |
50 |
1 |
|
20 |
1 |
36-40 |
18,8 |
1000 |
1,0 |
50 |
2 |
|
21 |
2 |
138 |
25 |
940 |
1,0 |
50 |
1 |
|
22 |
2 |
138 |
25 |
1150 |
1,0 |
50 |
2 |
|
23 |
3 |
245 |
30,1 |
1200 |
1,0 |
50 |
1 |
|
24 |
3 |
245 |
30,1 |
1300 |
1,0 |
50 |
2 |
|
25 |
1 |
36-40 |
18,8 |
662 |
1,0 |
60 |
1 |
|
26 |
1 |
36-40 |
18,8 |
1000 |
1,0 |
60 |
2 |
|
27 |
2 |
138 |
25 |
940 |
1,0 |
60 |
1 |
|
28 |
2 |
138 |
25 |
1150 |
1,0 |
60 |
2 |
|
29 |
3 |
245 |
30,1 |
1200 |
1,0 |
60 |
1 |
|
30 |
3 |
245 |
30,1 |
1300 |
1,0 |
60 |
2 |
|
31 |
1 |
36-40 |
18,8 |
662 |
1,0 |
70 |
1 |
|
32 |
1 |
36-40 |
18,8 |
1000 |
1,0 |
70 |
2 |
|
33 |
2 |
138 |
25 |
940 |
1,0 |
70 |
1 |
|
34 |
2 |
138 |
25 |
1150 |
1,0 |
70 |
2 |
|
35 |
3 |
245 |
30,1 |
1200 |
1,0 |
70 |
1 |
|
36 |
3 |
245 |
30,1 |
1300 |
1,0 |
70 |
2 |
|
37 |
1 |
36-40 |
18,8 |
662 |
1,0 |
80 |
1 |
|
38 |
1 |
36-40 |
18,8 |
1000 |
1,0 |
80 |
2 |
|
39 |
2 |
138 |
25 |
940 |
1,0 |
80 |
1 |
|
40 |
2 |
138 |
25 |
1150 |
1,0 |
80 |
2 |
|
41 |
|
245 |
30,1 |
1200 |
1,0 |
80 |
1 |
|
42 |
3 |
245 |
30,1 |
1300 |
1,0 |
80 |
2 |
|
 3
3