

МИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ РОССИЙСКОЙ ФЕДЕРАЦИИ
ФЕДЕРАЛЬНОЕ ГОСУДАРСТВЕННОЕ АВТОНОМНОЕ ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ ВЫСШЕГО ПРОФЕССИОНАЛЬНОГО ОБРАЗОВАНИЯ
«НАЦИОНАЛЬНЫЙ ИССЛЕДОВАТЕЛЬСКИЙ ТЕХНОЛОГИЧЕСКИЙ УНИВЕРСИТЕТ «МИСиС»

ИНСТИТУТ новых материалов и нанотехнологий
КАФЕДРА функциональных наносистем и высокотемпературных материалов
СПЕЦИАЛЬНОСТЬ 210602
курсовая научно-исследовательская работа
на тему: ФИЗИКО-МЕХАНИЧЕСКИЕ И ЭКСПЛУАТАЦИОННЫЕ СВОЙСТВА НАНОСТРУКТУРИРОВАННЫХ МЕТАЛЛОКЕРАМИЧЕСКИХ ПОКРЫТИЙ ti-NI-N, ПОЛУЧЕННЫХ ИОННО-ПЛАЗМЕННЫМ ВАКУУМНО-ДУГОВЫМ МЕТОДОМ
Выполнил:
Студент В.А. Черезова
Группа НМ-08-1
Научный руководитель работы И.В. Блинков
Оценка __________________
Москва 2012
МИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ РОССИЙСКОЙ ФЕДЕРАЦИИ
ФЕДЕРАЛЬНОЕ ГОСУДАРСТВЕННОЕ АВТОНОМНОЕ ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ ВЫСШЕГО ПРОФЕССИОНАЛЬНОГО ОБРАЗОВАНИЯ
«НАЦИОНАЛЬНЫЙ ИССЛЕДОВАТЕЛЬСКИЙ ТЕХНОЛОГИЧЕСКИЙ УНИВЕРСИТЕТ «МИСиС»
«УТВЕРЖДАЮ»
Институт новых материалов и нанотехнологий
Кафедра ФНСиВТМ Зав. кафедрой ________ Д.В. Кузнецов
Специальность 210602 « __ » _________ 20____ г.
ЗАДАНИЕ
НА ВЫПОЛНЕНИЕ курсовой научно-исследовательской РАБОТЫ
С
(Ф.И.О. полностью)
Тема курсовой научно-исследовательской работы Физико-механические и эксплуатационные свойства наноструктурированных металлокерамических покрытий Ti-Ni-N, полученных ионно-плазменным вакуумно-дуговым методом.
Цели курсовой научно-исследовательской работы Исследование влияния структурных изменений в покрытиях TiN при добавления Ni на физико-механические и эксплуатационные свойства.
Исходные данные образцы режущих инструментов из сплавов ТТ10К8Б и ВК6, катоды ВТ-5, ВТ-5 с никелевой вставкой, катод Ni/Ti (1:1).
Основная литература, в том числе:
Периодическая литература Akbari, J. P. Riviere, C. Templier, E.Bourhis. Structural and mechanical properties of IBAD deposited nanocomposite Ti–Ni–N coatings. Surface and coating technology 200 (2006), 6298-6302; Z. G. Li, S. Miyake, M. Kumagai. Hard nanocomposite Ti-Cu-N films prepared by d.c. reactive magnetron co-sputtering. Surface and coating technology 183 (2004), 62-68; F. Noli, P. Misaelides. Characterisation and corrosion resistance of TiN–Ni nanocomposite coatings using RBS and NRA 269 (2011), 3226-3229.
Справочники и методическая литература (в том числе литература по методам обработки экспериментальных данных) Блинков И.В., Добаткин С.В., Кузнецов Д.В. Процессы получения наночастиц и наноматериалов, нанотехнологии. Лаб. практикум. – М.: Изд. Дом МИСиС, 2010. – 36 с.
Перечень основных этапов исследования и форма промежуточной отчетности по каждому этапу 1 Составление аналитического обзора литературы. 2 Нанесение покрытий на образцы и проведение химического анализа. 3 Выполнение экспериментальной части курсовой научно-исследовательской работы. 4 Анализ полученных результатов. 5 Оформление курсовой научно-исследовательской работы. 6 Оформление презентации.
Аппаратура и методики, которые должны быть использованы в работе: установка ионно-плазменного напыления в вакууме ННВ-6.6-И1; CSM Instruments: Micro-indentation tester, Tribometer, Revetest; оптический микроскоп Axiovert 25, Zeiss; оптический профилометр Wyko NT1100, Veeco.
Использование ЭВМ InstrumX for tribometer, CSM Instruments; статистический анализ данных в Excel и оформление научно-исследовательской работы в программе MS Word.
Р
(Должность, звание, ф.и.о.)
(подпись)
уководитель работы______________________ профессор, д.т.н. И.В. Блинков
Дата выдачи задания
З
(подпись)
Содержание
ИНСТИТУТ новых материалов и нанотехнологий 1
«УТВЕРЖДАЮ» 3
Институт новых материалов и нанотехнологий 3
3 Экспериментальные данные и их обсуждение 23
Список литературы 41
1. Аксенов И.И., Андреев А.А., Брень В.Г. и др // УФЖ. – 1979. – 24, №4. – С. 515 41
3. Блинков И.В., Добаткин С.В., Кузнецов Д.В. Процессы получения наночастиц и наноматериалов, нанотехнологии. Лаб. практикум. – М.: Изд. Дом МИСиС, 2010. – 36 с. 41
9. Akbari, J. P. Riviere, C. Templier, E.Bourhis. Structural and mechanical properties of IBAD deposited nanocomposite Ti–Ni–N coatings, 2005 – 127. 41
16. J.-E. Sundgren. Thin Solid Films, 1985. – 128. 41
Введение
Жесткие керамические покрытия, нанесенные методами СVD и PVD, были успешно использованы для улучшения механических и трибологических свойств режущих инструментов или деталей машин в течение последних десятилетий. Покрытия из нитрида титана, благодаря высокой твердости, высокой химической стойкости и золотистому цвету, очень привлекательны в различных областях применения. Такие качества тонких покрытий TiN как толщина 3-5 мкм и твердость около 20-30 ГПа являются эффективными факторами эксплуатации режущих инструментов.
Параллельно с расширением промышленного применения покрытия TiN были проведены исследования с целью уменьшения температуры осаждения и улучшения свойств покрытий с помощью использования четко определенного состава и структуры, тщательного контроля параметров осаждения.
Дальнейшие улучшения были получены путем добавления надлежащего легирующего элементов, таких как C и Al. Покрытия TiCN [3,4] с высокой твердостью и TiAlN [5-7] с высокой стойкостью к окислению и улучшенной жесткостью доступны в промышленном масштабе.
В последнее время были предложены нанокомпозитные сверхтвердые покрытия MeN /жесткая фаза с однородной структурой более микрометра, содержащие кристаллиты TiN, встроенные в очень тонких слоях аморфной матрицы. В этих покрытиях деформация и такие механизмы, как дислокационная активность, скольжения границ зерен и микротрещины, будут подавляться. Различные нанокомпозитные системы этого типа, в том числе nc-TiN/α-Si3N4 [8], nc-TiC/α-C [9], были изучены с целью получения сверхтвердых и даже ультратвердых (H> 80 ГПа) покрытий.
На основе этих исследований были предложены нанокомпозитные покрытия такие, как nc-TiN/nc-Ni. Для износостойких материалов, кроме высокой твердости, так же необходима высокая прочность, так как повышение твердости покрытий с высокими показателями, сохраняя при этом низкие значения прочности, может привести к хрупкости и низкой износостойкости при практических применениях.
Возрастающий интерес к наноструктурным пленкам связан с их высокой твердостью, коррозионной стойкостью, износостойкостью, термостойкостью и улучшенными антифрикционными свойствами. Срок службы обрабатывающих инструментов и деталей с защитными покрытиями увеличивается в несколько раз. Наноструктурные покрытия с размером нанокристаллов менее 100 нм применяют для создания биосовместимых покрытий на импланты, получения функциональных и оптических покрытий. В настоящее время большое внимание уделяется методам получения сверхмелкозернистых обьемных и дисперсных материалов. Было обнаружено, что уменьшение размера структурных элементов (частиц, кристаллитов, зерен) материалов, ниже некоторой пороговой величины приводит к существенному изменению физико-механических свойств. Такие свойства появляются, когда средний размер зерен у материалов менее 40 нм, и которые, согласно классификации веществ и материалов, принято называть нанокристаллическими. Анализ результатов показывает, что помимо, размеров зерен важную роль в нанокристаллических материалах играют структура и состояние границ разделов зерен. Это влияние особенно для таких материалов, в которых границы разделов зерен находится в неравновесном состоянии, (интерметаллические соединения), что приводит к самопроизвольной релаксации таких границ даже при комнатной температуре, ростом зерен. Необходимо также отметить, что и сами зерна могут содержать различные дефекты (вакансии, дислокации, их комплексы) количество и распределение которых качественно иное, чем в крупных зернах.
Таким образом, основные цели данной работы:
а) определить влияние структурных изменений в покрытии Ti-Ni-N на соответствующие физико-механические и эксплуатационные свойства;
б) провести анализ полученных покрытий на соответствие требованиям.
Для достижения целей исследовали следующие параметры:
а) твердость, модуль Юнга, упругая деформация разрушения, сопротивление материала пластической деформации;
б) коэффициент трения, износ;
в) прочность адгезии, стойкость к царапанию;
г) коррозионная стойкость;
д) стойкость к резанию.
1 Аналитический обзор литературы
Наноструктурированные покрытия
Отличие наноструктурных покрытий от микроструктурных связано с тем, что 1) изменяются свойства самого кристалла и 2) появляется разветвленная структура границ раздела нанокристаллов внутри пленки (рис. 1а). Так как в нанокристаллах (рис. 1б) количество внутренних атомов соизмеримо с количеством атомов, находящихся на его поверхности, в нанокристалле отсутствуют дислокации и внутренние напряжения. Расстояние между нанокристаллами соответствует размеру нескольких монослоев, между нанокристаллами проявляются квантовые эффекты взаимодействия.
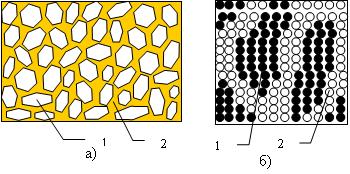
Рисунок 1 – Нанокристаллическое покрытие: а) – нанокристаллическая структура, б) – атомная структура нанокристаллов и границ раздела между ними. 1 – нанокристалл, 2 – промежуточный слой между нанокристаллами.
Сверхвысокой твердостью обладают нанокомпозиты (nc-TiN/a-BN, nc-TiAlN/a-Si3N4), состоящие из нанокристаллов, находящихся внутри аморфной (BN, Si3N4) или металлической (Cu, Ni) матриц (рис. 1а). Размер сверхтвердых нанокристаллов в ячейках матрицы составляет 3-10 нм. Разветвленная граница раздела кристаллов внутри материала является барьером для распространения дислокаций. Нанокомпозитные пленки используются для упрочнения поверхности инструмента и рабочих поверхностей различных деталей. По структуре защитные пленки могут быть однослойные, многослойные, градиентные (рис. 2). В градиентных покрытиях происходит плавный переход элементного состава покрытия от внутренней поверхности пленки к внешней.
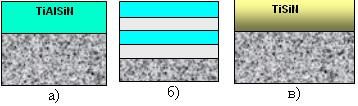
Рисунок 2 – Виды покрытий: а) – однослойные, б) – многослойные, в) – градиентные.
В условиях высоких нагрузок на режущую кромку большие преимущества при производстве режущего инструмента обеспечивают наноструктурированные покрытия. Ультрадисперсные материалы с увеличенной площадью межзеренных границ имеют более сбалансированное соотношение между твердостью, оказывающей определяющее положительное влияние на износостойкость, и прочностными характеристиками материала, в том числе и в условиях действия циклических термомеханических напряжений. Известно, что первопричиной разрушения материалов стандартной (микрометрической) структуры с размерами зерен свыше 1 мкм является формирование трещин, возникающих вследствие концентрации дислокаций у различных дефектов. В наноструктурированных материалах с размерами зерен менее 80-100 нм проявляется иной механизм разрушения. Для подобных материалов превалирующей причиной разрушения являются процессы на межзеренных границах, что связано с меньшим или сравнимым количеством атомов в зернах по сравнению с их количеством на границах. Материал покрытия в наноразмерных зернах практически идеален. Разрушения зерен вследствие дислокаций практически не встречаются, а если они и происходят, то они быстро и эффективно тормозятся на границах зерен. В наноматериалах наблюдается препятствование ветвлению и движению трещин вследствие упрочнения границ зерен [16, 17].
Ведущие разработчики покрытий для режущего инструмента, получаемых методами физического осаждения PVD (Balzers, Cemicon, Metaplas, Leybold, Platit и др.), разработали гамму наноструктурированных покрытий для нанесения на режущие инструменты, которые предлагаются потребителям для широкого применения. Наибольшее распространение на данный момент получили покрытия (Ti,Al)N, где нанослои нитридов титана и алюминия постоянно меняются местами, создавая градиент концентрации составных элементов. Такие покрытия называют наноградиентными.
Фирма Platit (Швейцария) разработала двухфазные наноструктурированные покрытия с размерами зерен до 5 нм, у которых основную функцию по износостойкости выполняют зерна (Al,Cr)N или (Ti,Al)N (основная нанокристаллическая фаза) на границах которых располагается вторая нанокристаллическая (или аморфная) фаза Si3N4, сдерживающая коагуляцию зерен основной фазы как при осаждении покрытия (вакуумно-дуговая технология), так и при эксплуатации инструмента. Аналогичные исследования по разработке наноструктурированных покрытий нового поколения проводят фирмы Balzers, Metaplas, Cimicon и др.
Таким образом, создание покрытий для режущего инструмента нового поколения наиболее эффективно осуществлять при использовании инновационной концепции многослойно-композиционных архитектуры с нанометрической структурой и чередующимися слоями наноразмерной толщины различного композиционного состава и функционального назначения. Одним из направлений совершенствования покрытий PVD является создание комбинаций структур позволяющих использовать концевой и размерный инструмент для работы без смазочно-охлаждающих жидкостей. Для твердосплавных пластин эта задача успешно решается за счет использования покрытий MT-CVD, работающих на высоких скоростях резания далеко за пределом наростообразования. В случае концевого инструмента достижение эффекта невозможно. Поэтому приходится решать задачу иными методами, включая в структуру PVD из аморфных материалов, выполняющих роль смазки.
1.2 Технология нанесения наноструктурированных покрытий
В технологии нанесения покрытий заранее сложно предсказать результат: будет ли получено покрытие с заданными свойствами, необходимой структурой, химическим составом, высокой адгезией. Требуется опыт и экспериментальный подход для разработки технологического процесса: последовательности технологических операций и выбора режимов работы оборудования. Однако можно выделить несколько методов получения наноструктурированных покрытий, которые основаны на ограничении роста кристалла на нано уровне в процессе роста пленки.
1. Осаждение нитридов металлов на подложку совместно с легирующими (5-12%) элементами (Cu, Ni, Al, C, BN, Si, Si3N4), ограничивающими рост зерен на уровне наноразмеров и стимулирующими зарождение новых зерен в процессе нанесения покрытия. Легирующие атомы и химические соединения вытесняются на поверхность растущего нанокристалла, образуя оболочку, препятствующую росту нанокристалла. Легирующие элементы входят в материал катодов (Ti–Al–Si, Ti–Si) плазменных источников.
2. Нанесение многослойных покрытий с различным химическим составом слоев, имеющих толщину до 100 нм.
3. На структуру защитной пленки влияют условия на подложке, при которых происходит осаждение атомов и молекул. К ним относятся температура подложки, а также бомбардировка растущей пленки ионами, ускоренными из плазмы до энергий (30-200 эВ), когда к подложке приложено отрицательное электрическое смещение. Ионы передают энергию атомам растущей пленки, увеличивая их подвижность для более эффективного протекания диффузионных процессов на поверхности.
На рис. 3 показана вакуумная установка, позволяющая реализовать три метода получения наноструктурированных покрытий.
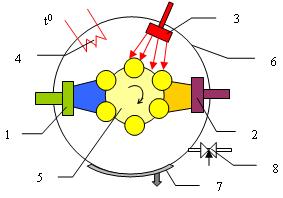
Рисунок 3 – Схема технологической установки для нанесения покрытий. 1, 2 – магнетроны с различными материалами катодов, 3 – ионный источник для предварительной очистки подложки, 4 – резистивный нагреватель, 5 – планетарный механизм вращения подложки, 6 – вакуумная камера, 7 – дверца для загрузки подложек, 8 – натекатель рабочего газа.
В центре цилиндрической или прямоугольной вакуумной камеры расположен планетарный механизм вращения подложек. По периметру вакуумной камеры установлены один или несколько магнетронных или дуговых источников плазмы. Для предварительной очистки и активации поверхности подложки вакуумная камера оснащается ионным источником и нагревательным элементом. При равномерном нагреве вращающихся деталей происходит испарение углеводородных соединений и увеличение подвижности поверхностных атомов и молекул. Для очистки поверхности от оксидной пленки и загрязнений применяется распыление поверхности ионным пучком с энергией частиц 1-1,5 кэВ, выходящим из ионного источника. Предварительная обработка поверхности в вакууме значительно улучшает адгезию защитной пленки. Универсальная вакуумная установка (рис. 3) используется в промышленном производстве для нанесения различных покрытий: износостойких на металлообрабатывающие инструменты, декоративных, функциональных и оптических.
Самым простым методом получения наноструктурированных покрытий с улучшенными свойствами является использование в плазменных источниках катодов, в материал которых входят легирующие добавки, препятствующие росту кристаллов (Ti-Al-Si, Ti-Si). Многокомпонентные катоды получают горячим спеканием порошков или методом высокотемпературного синтеза.
Многослойные покрытия с толщиной слоев 10–100 нм получают в результате многократного прохождения подложки рядом с плазменными источниками при вращении карусельного механизма. Для получения многослойных покрытий, у которых толщина слоев не превышает 100 нм, частота вращения карусельного механизма выбирается в зависимости от скорости напыления.
T=πdh/WL, (1)
где Т – период вращения карусельного механизма, с;
d – диаметр вращающегося барабана, см;
h – толщина одного слоя, нм;
W – скорость напыления, нм/с;
L – ширина зоны напыления, см.
В вакуумной установке, оснащенной магнетроном со скоростью напыления 2 нм/с (7,2 мкм/час) и шириной зоны напыления 10 см на цилиндрическом барабане диаметром 30 см, для нанесения слоя толщиной 10 нм период вращения барабана должен составлять 45 с. Толщина одного слоя регулируется частотой вращения карусельного механизма и скоростью напыления, которая зависит от электрической мощности питания магнетрона. При увеличении расстояния от катода до подложки увеличивается ширина зоны напыления. Оптимальное расстояние между магнетроном и подложкой составляет 40-60 мм. Вращение карусельно-планетарного механизма позволяет получать однородные покрытия на всей поверхности обрабатываемых деталей и уменьшить их нагрев.
Если на подложку будет подано отрицательное электрическое смещение 30–100 В, то осаждение покрытия будет сопровождаться ионной бомбардировкой. При большой энергии бомбардирующих ионов ~1 кэВ процесс распыления будет преобладать над процессом осаждения покрытия.
1.3 Установки для нанесения покрытий
Для нанесения износостойких твердых покрытий TiN, CrN, TiAlN, TiC, TiBN, TiSiN, AlN используются метод химического осаждения пленок из газовой фазы – CVD и метод физического осаждения пленок из паров или плазмы – PVD. Для CVD метода требуется поддержание высокой температуры в процессе нанесения пленок, что не всегда допустимо для обрабатываемых материалов. PVD метод является более универсальным и гибким для получения многокомпонентных наноструктурированных покрытий, которые могут быть получены при более низкой температуре подложки. Ионно-плазменные методы нанесения покрытий включают в себя магнетронное распыление, вакуумно-дуговое испарение (рис. 4) и термическое испарение (рис. 5).
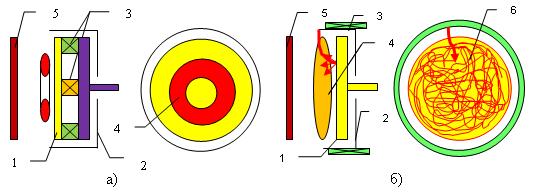
Рисунок 4 – Плазменные источники для нанесения покрытий: а) – магнетрон, б) – вакуумно-дуговой испаритель. 1 – катод, 2 – анод, 3 – магнит, 4 – плазма, 5 – подложка, 6 – траектория движения дуги.
Широкими возможностями для нанесения покрытий обладают магнетроны и вакуумно-дуговые испарители. В дуговых испарителях катодное пятно, перемещаясь по поверхности катода, вызывает локальный нагрев, испарение и ионизацию паров материала катода. Плазменный поток, двигающийся по направлению к обрабатываемой детали, практически полностью ионизован, плазма имеет высокую температуру. Скорость напыления и адгезия пленки к обрабатываемой поверхности являются большими. Однако из катодного пятна вылетают также микрокапли металла размером 1-10 мкм, которые осаждаются на поверхности, снижая качество покрытия. Для уменьшения количества капель используются поворотные магнитные фильтры, в которых происходит разделение плазменного потока и прямолинейного потока микрочастиц, а также вращающиеся цилиндрические катоды для непрерывного перемещения катодного пятна по всей поверхности катода. Из-за высокой температуры плазмы дугового испарителя происходит интенсивный нагрев поверхности обрабатываемой детали в процессе нанесения покрытия.
Магнетроны имеют меньшую скорость осаждения покрытия, чем вакуумно-дуговые испарители, однако их можно использовать для получения покрытий при более низкой температуре обрабатываемой поверхности [1]. Самое большое распространение получили магнетроны с плоскими катодами дисковой или прямоугольной формы. Материал катода может содержать различные химические элементы: от металлов (Ti, Cr, Al, Mo, W) до сложных химических соединений, получаемых спеканием порошковых материалов. Однако катод магнетрона используется на 30% из-за узкой кольцевой зоны интенсивного распыления материала. В промышленном производстве также применяются вращающиеся катоды с магнитной системой внутри катода для повышения до 80% степени использования материала.

Рисунок 5 – Термический испаритель. 1 – электронная пушка, 2 – электронный пучок, 3 – испаряемый металл, 4 – пары металла, 5 – подложка, 6 – тигель.
Термический метод нанесения покрытий характеризуется низкой энергией осаждающихся частиц ~ 0,3 эВ, которая соответствует температуре испаренных частиц. Более высокую энергию ~ 3-5 эВ имеют осаждающиеся частицы при использовании магнетронов и вакуумно-дуговых испарителей. Поэтому покрытия, наносимые термическими испарителями, могут иметь меньшую плотность, низкую адгезию, пористую и шероховатую поверхность.
1.4 Наноструктурные покрытия TiN
Нанокристаллические пленки характеризуются широкими, малоинтенсивными отражениями рентгеновских лучей. Такие пленки формируются в так называемых переходных областях, где сильно изменена структура этих пленок. Существуют три группы переходных состояний:
переход из кристаллической в аморфную фазу;
переход между двумя фазами различных материалов;
переход между основными двумя ориентациями зерен одного и того же материала.
Для улучшения микроструктуры и физико-механических свойств во время нанесения покрытий применяются бомбардировки растущей поверхности энергетическими ионами. Согласно работам, это является следствием комплексного синергического эффекта, включающего уменьшение размеров кристаллитов, уплотнение границ зерен, формирования радиационных дефектов (пар Френкеля и других точечных дефектов), наличия биаксиальных сжимающих напряжений. В зависимости от размеров кристаллитов в данном покрытии эти эффекты могут препятствовать развитию деятельности дислокаций. Приведенные результаты, в этих работах, свидетельствуют, что уменьшение размеров кристаллитов в металлах ниже некоторой пороговой величины приводит к значительному изменению физико-механических свойств материалов [6].
Для получения покрытия TiN с хорошей прочностью сцепления с основой, а также высокой микротвердостью, был разработан специальный технологический процесс осаждения, в основу которого была положена периодическая дополнительная обработка осаждаемого слоя покрытия ТiN (энергия частиц в процессе осаждения Ei = 528 эВ) частицами испаряемого материала при U = –2,2 кB в течение 60мс, каждые 30 сек при давлении РN = 5*10-1Па. Подложка в процессе нанесения охлаждалась.
Полученные покрытия на основе TiN (толщиной 5 мкм), показали хорошее качество сцепления с подложкой. Микротвердость покрытия TiN повысилась до Н = 38 ГПа, что по-видимому, связано с превалированием радиционно- и термически активируемых процессов. Работоспособность режущего инструмента с покрытием TiN, нанесенным по разработанному режиму, оценивали в условиях производства. Испытания показали, что эти пластины обрабатывают в 4,5 раза больше деталей, по сравнению с пластинами ВК6 с покрытием на основе нитрида титана, нанесенным по известной технологии. Другим методом управления размерами и ориентацией зерен, структурой является легирование, добавление одного или несколько элементов в основной материал покрытия, при этом он состоит из основной кристаллической фазы, на границах зерен которой располагается тонкий слой второй нанокристаллической фазы, препятствующий росту зерен основной фазы. Формирование нанокристаллических пленок сильно зависит от типа и количества допинговых (легирующих) элементов, которые добавляют к Ti. При низком содержании допинговых элементов (~10% или ниже) для получения пленок с широкими и низкоинтенсивными рефлексами (что является типичным свойством нанокристаллических пленок) необходима комбинация ионного облучения и эффекта перемешивания, и наоборот, при получении пленок из сплавов с высоким содержанием (выше 10%) допинговых элементов, перемешивание Ti и допинговых элементов является доминирующим процессом, который сам по себе образует многокомпонентные пленки с наноструктурой с очень широкими низкоинтенсивными рефлексами. Особенности свойств нанокристаллических пленок, можно использовать для производства новых материалов. Эффект перемешивания играет ключевую роль не только в производстве нанокристаллических многокомпонентных пленок, но также позволяет формировать низкотемпературные фазы в многокомпонентных пленках, нанесенных при температуре подложки ниже 100 °С, поэтому формирование этих высокотемпературных фаз при относительно низких температурах подложки имеет большое научное и практическое значение.
1.5 Физико-механические свойства покрытий на основе TiN
Одним из наиболее широко применяемых материалов защитных покрытий является нитрид титана из-за его высоких физико-механических, антикоррозионных, теплофизических и других характеристик. При этом титан относительно дешевый по сравнению с другими тугоплавкими металлами и биологически безопасен. Из равновесной фазовой диаграммы системы Ti—N [1] (рис. 6) видно, что возможно существование трех устойчивых твердых фаз: δ-TiN с кубической кристаллической структурой Bl-NaCl, которая остается устойчивой в широкой области гомогенности и может содержать от 37,5 до 52 ат. % азота; гексагональной фазы α-Ti, которая может содержать от 2,4 до 26 ат. % N и фазы β-Ti, содержащей около 1 ат. % N при 1000 °С [2], а также фазы ε-Ti2N, которая кристаллизуется в виде тетрагональной структуры и существует в относительно узком диапазоне (примерно 31,5-33,7 ат. %N при 1000 °С).
В качестве защитных покрытий используются, в основном, только их поликристаллические покрытия стехиометрического и нестехиометрического составов, которые могут применяться как износостойкие, антикоррозионные и биологически индифферентные и др.
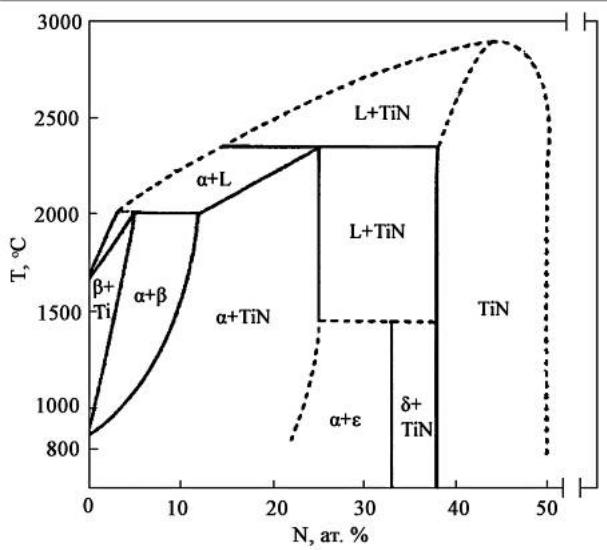
Рисунок 6 – Равновесная фазовая диаграмма системы Ti–N
Монослойные TiN покрытия, использующиеся для этих целей, обычно имеют твердость 24-28 ГПа и внутренние cжимающие напряжения около 2-4 ГПа [3]. Эти напряжения создают в подложке растягивающие напряжения, которые снижают ее усталостную прочность. Также известно, что для уменьшения разупрочняющего воздействия покрытия на подложку (т.е. для снижения сжимающих напряжений в покрытии) и увеличения усталостной прочности изделий с покрытиями применяются многослойные структуры TiN-Ti [4]. В частности, нанесение покрытий TiN-Ti на поршневые кольца двигателя внутреннего сгорания увеличило их срок службы в три раза по сравнению с кольцами без покрытий и в 1,7 раза - по сравнению с кольцами, покрытыми гальваническим хромом. При этом износ цилиндров уменьшился на 30% [5]. Такие многослойные конструкции также увеличивают коррозионное сопротивление покрытия, так как препятствуют росту в нем сквозных столбчатых зерен, облегчающих создание сквозных пор.
Вакуумно-дуговые покрытия на основе нитридов титана обладают высокими физико-механическими характеристиками и процессы их осаждения постоянно совершенствуются. Для оценки их сопротивления износу используются характеристики, полученные при наноидентировании. Одной из основных характеристик материала при наноиндентировании является отношение его твердости Н к модулю упругости (модулю Юнга) Е – Н/Е. Известно
[1, 2], что величина Н/Е характеризует способность материала к изменению его размеров и формы в процессе деформации и может служить качественной сравнительной характеристикой сопротивления материалов деформированию при механическом нагружении, т.е. отражает его структурное состояние. Величина Н/Е также используется для характеристики способности материала к износу при трении. Показано [3], что по этой характеристике все материалы могут быть разделены на три группы, различающиеся структурным состоянием. Первая группа – это крупнокристаллические (Н/Е < 0,04). К этой группе относятся в основном металлы и сплавы. Вторая – мелкокристаллические и наноматериалы (Н/Е ~ 0,05 – 0,09). Это – материалы, подвергнутые высоким степеням деформации, керамики, покрытия. Вакуумно-дуговые покрытия на основе соединений переходных металлов можно отнести к этой группе. Третья группа – материалы в аморфном и аморфнонанокристаллическом состояниях (Н/Е > 0,1).
Качественной сравнительной характеристикой сопротивления пластической деформации также является соотношение Н3/Е*2 [4, 5]. Обычно это соотношение составляет
0,15 ÷ 1,52 ГПа. Для увеличения сопротивления деформации нужно при высокой твердости стремиться к минимально возможному модулю Юнга, что, в частности, имеет место при размерах зерен менее 10 нм. Например, за счет уменьшения размеров зерен в покрытиях стехиометрического нитрида титана их твердость была увеличена от 33 до 56 ГПа, в то время как приведенный модуль Юнга изменился от 402 до 480 ГПа и, таким образом, отношение Н3/Е*2 увеличилось от 0,222 до 0,806 [4].