

3.2 Подъем на зуб и число зубьев протяжки
Величина подъема
на зуб у шпоночных протяжек принимается
постоянной у всех зубьев (табл. 9). Для
этого случая
 =0,08
мм.
=0,08
мм.
Число
 режущих зубьев у протяжек с равномерным
подъемом на зуб определяется по формуле
режущих зубьев у протяжек с равномерным
подъемом на зуб определяется по формуле
 .
.
Второе слагаемое учитывает :
а) первый зуб протяжки не имеет подъёма;
б) последний режущий зуб без стружколомательных канавок не имеет подъёма;
в) для повышения
чистоты протянутой поверхности
добавляется один-два переходных зуба
с подъёмом, приблизительно равным

Таким образом,
Число
 калибрующих зубьев у шпоночных протяжек
рекомендуется принимать равным 4–5. В
примере
калибрующих зубьев у шпоночных протяжек
рекомендуется принимать равным 4–5. В
примере
 . Общее число зубьев протяжки
. Общее число зубьев протяжки
 .
.
3.3 Размеры стружечных канавок и зубьев протяжек
Форма и размеры
зубьев протяжки определяются (рис.4)
глубиной
канавки, шириной
 задней поверхности зуба, радиусом
задней поверхности зуба, радиусом
 скругления дна канавки и шагом
скругления дна канавки и шагом
 .
.
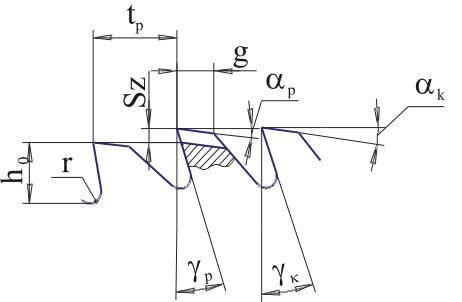
Рис. 4
Рациональные
значения
 и
определяются в зависимости от глубины
канавки:
и
определяются в зависимости от глубины
канавки:
 ;
;
 ;
;
 .
.
Минимальная глубина
 ,
а следовательно, и значения параметров
и
рассчитываются
из условий размещения стружки во впадине
зуба:
,
а следовательно, и значения параметров
и
рассчитываются
из условий размещения стружки во впадине
зуба:

Где
 .-
минимальное значение коэффициента
заполнения канавки стружкой. Значения
указаны в табл.12.
.-
минимальное значение коэффициента
заполнения канавки стружкой. Значения
указаны в табл.12.
При протягивании особо вязких сталей, как, например, сталей марок 15,15X,20,30X, хромо-молибденовой и др.в горячекатаном состоянии или после отжига значение рекомендуется принимать равным 4…5.
При

 и
и
 ;
;
 ;
;
 .
.
Стандартные размеры стружечных канавок приведены в табл.13. Шаг калибрующих зубьев протяжки принимается равным шагу режущих зубьев за исключением протяжек, предназначенных для точных отверстий (2 и 3-ий классы), у которых он делается меньше, а именно:
 ,
,
но не менее 4мм. Во избежание получения недостаточного прочного зуба.
Укороченные шаги зубьев способствуют устойчивому направлению протяжки в отверстии и тем самым обеспечивают получение правильной формы отверстия и высокой точности его размеров.
Размеры стружечной канавки на калибрующей части в данном примере имеют такую же форму, как и на режущей части.
3.4 Геометрические параметры зубьев протяжек
Величина переднего угла режущих зубьев выбирается в зависимости от обрабатываемого материала (табл.15), но не больше 15°, так как при его увеличения возникает "подхватывание" протяжки обрабатываемым материалом. Сущность подхватывания заключается в том, что протяжка вместо того, чтобы отжиматься от металла, втягивается в него. Вследствие этого получается волнистая обработанная поверхность, и протяжка работает неспокойно. Это может привести ее к перегрузке и поломке.
Величину
заднего угла
 у
режущих зубьев шпоночных протяжек
выбирают по табл. 16.
у
режущих зубьев шпоночных протяжек
выбирают по табл. 16.
У
калибрующих зубьев передний угол
принимается таким же, как и у режущих
зубьев протяжки, а задний угол несколько
меньше. Вдоль лезвий калибрующих
зубьев делается ленточка (рис.4), которая
предназначается для сохранения размеров
протяжки при переточках. Ширина f
ленточки
0,2...0,4 мм. Для рассматриваемой протяжки
принимаем

 В
целях уменьшения трения на боковых
(вспомогательных) лезвиях их располагают
под утлом
В
целях уменьшения трения на боковых
(вспомогательных) лезвиях их располагают
под утлом
 (рис.5), а при протягивании очень вязких
сталей
(рис.5), а при протягивании очень вязких
сталей
 При
этом оставляется калибрующая фаска f
=
(0,7... 1) мм.
При
этом оставляется калибрующая фаска f
=
(0,7... 1) мм.
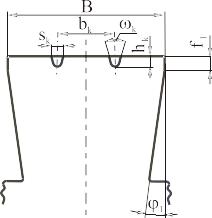
Рис. 5
На протяжках с тонким телом для подвода смазочно-охлаждающей жидкости рекомендуется на боковой поверхности делать проглубление (рис.6) с размерами
to= tp – q – (0,3...0,5);
q = (0,05...0,1) мм,
расположенное на расстоянии Sо = (0,4,,.0,5)h1.
Таким образом (табл.26),
to = 11 – 4 – 0,5 = 6,5 мм;
q = 0,1 мм;
So = 0,5∙40 = 20 мм.
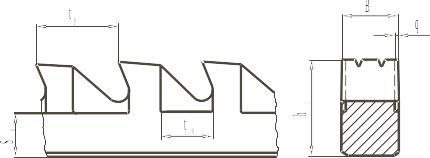
Рис. 6
Канавки для деления стружки (см. раздел 2-й, рис.7) необходимо изготавливать на режущих зубьях при протягивании стали а других пластичных металлов, когда образуется сплошная и очень прочная стружка. При обработке чугуна и других, металлов, дающих сыпучую стружку, принудительное деление стружки необязательно. Канавки располагаются только на режущих зубьях.
Рис. 7
Количество канавок может быть подсчитано по зависимости

где
 – расстояние
между канавками, которое выбирается в
пределах от 5 до 10 мм;
– расстояние
между канавками, которое выбирается в
пределах от 5 до 10 мм;
 – длина режущего
лезвия, соответствующая в данном случае
ширине шпоночной канавки, равной
– длина режущего
лезвия, соответствующая в данном случае
ширине шпоночной канавки, равной
Ширина
 канавки
колеблется в пределах от 0,8 до 1,2 мм, а
глубина канавки
канавки
колеблется в пределах от 0,8 до 1,2 мм, а
глубина канавки
 .
Дно канавки должно быть ограничено
радиусом
.
Дно канавки должно быть ограничено
радиусом
 .
Угол
.
Угол
 канавки 45…60°.
Рекомендуемые количества канавок, а
также их размеры приведены в табл.18.
канавки 45…60°.
Рекомендуемые количества канавок, а
также их размеры приведены в табл.18.
У протяжек шириной до 10 мм делают по одной стружкоделительной канавке, а у протяжек шириной В менее 6 мм канавок не делают. При протягивании сталей с высокими пластическими свойствами желательно делать по две канавки и на лезвиях малой длины.
Расстояние
 должно быть не менее 2...2,5 мм, так как
короткий и ослабленный участок режущего
лезвия будет интенсивно изнашиваться.
Направление канавки должно быть
параллельно направлению движения
протяжки. Дно канавки следует располагать
параллельно задней поверхности (см.
раздел 2-й, рис.7).
должно быть не менее 2...2,5 мм, так как
короткий и ослабленный участок режущего
лезвия будет интенсивно изнашиваться.
Направление канавки должно быть
параллельно направлению движения
протяжки. Дно канавки следует располагать
параллельно задней поверхности (см.
раздел 2-й, рис.7).
Стружкоделительные канавки на зубьях протяжки располагаются в шахматном порядке.
В примере:
 ,
,
 .
.