

9. Визначення ексцентриситету горизонтального кола
Ексцентриситет горизонтального кола теодолітів типів Т5 визначають по зміні горизонтального кута, близького до 1800, що задається
установками φ та φ+1800 алідади при відліку φ по кругу.
Положення алідади теодоліта фіксують двома коліматорами,
встановленими на одній прямій з теодолітом.
10. Перевірка зсуву візирної вісі при перефокусуванні.
Для перевірки зсуву візирної вісі при перефокусуванні зорову трубу
теодоліта, відфокусовану на нескінченність, наводять на сітку коліматора.
При перефокусуванні труби обертанням головки фокусуючого пристрою по
ходу та проти ходу годинникової стрілки спостерігають за положенням
зображення сітки.
Зсув зображення сітки не повинно перевищувати подвійної товщини
штриха сітки зорової труби.
В польових умовах замість коліматора допускається в якості об’єкта
спостережень використовувати лінійку з міліметровими поділами, яку
встановлюють горизонтально на відстані 10-30 м від теодоліта. Похибка за
хитавицю фокусуючого пристрою одержують за формулою:
фок =(а2-а1)*P
2S
де а1, а2 – відліки за шкалою відносно вертикальної нитки сітки при
перефокусуванні труби;
S – відстань від теодоліта до шкали;
ρ=206265''.
Похибку за перефокусування труби, пов’язану зі зміною відстані
візування, необхідно визначати по коливаннях С або МО, які отримують при
спостереженні марок, встановлених на різних відстанях від пристрою.
Марка (або інші об’єкти спостережень) для визначення значень С (або
МО) повинні по можливості розташовуватися в одному створі та на одному
горизонті (відхилення не більше 30).
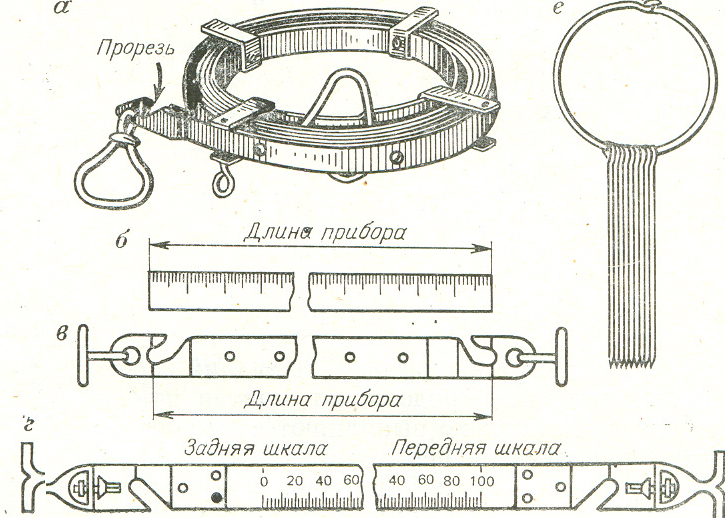
Мірна стрічка
Мірна стрічка (мал. )являє собою сталеву смужку, довжиною 20 метрів (рідко 24 метри), шириною 15-20мм і товщиною 0,4-0,6мм.
Будь який робочій мірний прилад перед застосуванням компарують, тобто довжину робочої стрічки перевіряють порівнянням з перевіреною стрічкою, дійсна довжина якої відома. Для цього контрольну і робочу стрічки укладають поряд на рівній площадці, суміщаючи нулеві поділки і закріплюють цвяхами в скошених виразах стрічок. Після чого стрічки натягуються динамометром з однаковим зусиллям в 10 кгс. Міліметровою лінійкою вимірюють різність між нульовими поділками стрічок.
Якщо довжина перевіряємої робочої стрічки відрізняється від контрольної на величину більшу ніж ±2 мм – вводять
поправку за компарування, по формулі:
 Мал.5
Мірна стрічка
Мал.5
Мірна стрічка
∆ Lk = Lp – Lo (1.1)
де, ∆ Lk – поправка компарування;
Lp – довжина перевіряємої робочої стрічки;
Lo – довжина контрольної стрічки;
Довжину робочої стрічки визначають за формулою:
Lp = Lo – ∆ Lk (1.2)
де, Lp – довжина перевіряємої робочої стрічки;
Lo – довжина контрольної стрічки;
ᐃ Lk — поправка компарування.