

Влияние геометрических параметров инструмента
на температуру резания
С изменением геометрии инструмента изменяются условия для образования и отвода тепла на зоны резания.
С увеличением переднего угла γ уменьшается сила резания, а следовательно и работа резания, а так же количество теплоты. Однако при этом ухудшаются условия ее отвода, т.к. уменьшается угол заострения β, т.е. массивность головки резца. Поэтому существует некоторый оптимальный угол γ, с увеличением значения которого ухудшаются условия теплоотвода и растет температура в зоне резания.
Аналогичное влияние на температуру резания оказывает главный задний угол α.
С уменьшением главного угла в плане φ увеличивается угол при вершине ε, что приводит к улучшению теплоотвода и, следовательно, к уменьшению температуры. С увеличением радиуса закругления при вершине резца r так же увеличивается теплоотвод, и температура резания уменьшается.
Влияние углов 1, 1, на температуру резания незначительно и имеет только принципиальное значение.
3.2.4. Влияние смазочно-охлаждающей жидкости на температуру резания
С применением СОЖ
уменьшается сила резания
![]() и тепловыделение
и тепловыделение
![]() ,
теплоотвод увеличивается за счет
свойств охлаждающей жидкости, что
приводит к значительному уменьшению
температуры резания.
,
теплоотвод увеличивается за счет
свойств охлаждающей жидкости, что
приводит к значительному уменьшению
температуры резания.
Из многочисленных факторов, изменяющих температуру резания, наиболее значительное влияние оказывает механические свойства обрабатываемого материала, СОЖ, скорость резания.
Уменьшить
температуру резания можно за счет
уменьшения
![]() ,
s,
t,
,
увеличения
,
s,
t,
,
увеличения
![]() и
применения СОЖ.
и
применения СОЖ.
Температурные деформации детали снижают точность обработки. Поэтому важно знать, какие возникают температуры при разных условиях работы. Зависимости для расчёта температуры резания выводятся двумя путями: а) определяются теоретически на основе теории теплопередачи; б) определяются путем непосредственного измерения температуры при изменении условий резания.
3.2.5. Методы измерения температуры резания
Для определения температуры в зоне резания применяют косвенные и непосредственные методы измерения. К косвенным методам относятся такие, как калориметрический, метод термокрасок, метод цветов побежалости, метод измерения микротвердости, фотоэлектрический метод и др.
К непосредственным методам относятся методы измерения температуры при помощи термопар.
3.2.5.1. Метод искусственной термопары
Метод заключается в том, что в резце просверливаются отверстия малого диаметра, не доходящие до какой-либо точки передней или задней поверхности резца примерно на 0,2…0,5 мм, в которые устанавливается изолированная термопара (часто медь-константа). Температура в точке соприкосновения термопары и резца регистрируется включенным в цепь термопары гальванометром.
3.2.5.2. Метод полуискусственной термопары
Одним из элементов термопары служит сам резец, а другим является константовая проволока, протянутая через сквозное отверстие в резце и изолированная от стенок отверстия.
3.2.5.3. Метод естественной термопары
Элементами термопары служат деталь и резец, которые, будучи разнородными металлами, в процессе резания имеют сильно нагретый контакт, являющийся спаем этой термопары. Одна из распространенных схем естественной термопары приведена на рис. 3.4.
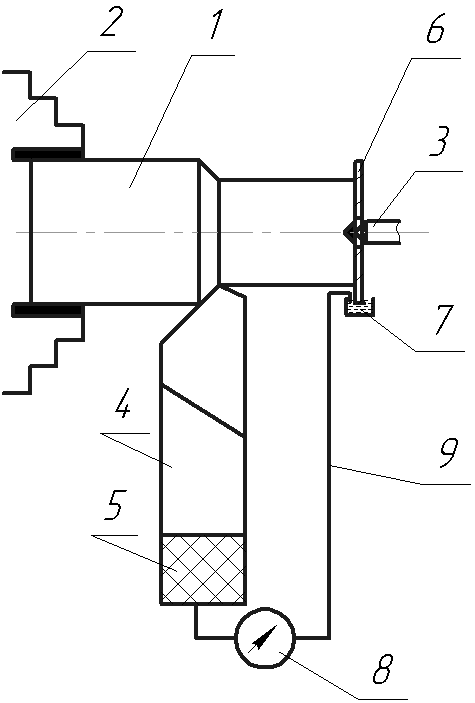
Рис. 3.4. Схема естественной термопары: 1 деталь, 2 резец, 3 прокладка, 4 центр, 5 проволока термопары, 6 милливольтметр
Заготовка 1 изолируется от станка при помощи диэлектрических прокладок. Резец 2 изолируется от резцедержателя станка при помощи прессшпановых и текстолитовых прокладок 3, которые обеспечивают надежное замыкание вращающегося и неподвижного участков цепи. Возникающая в процессе резания термоЭДС регистрируется милливольтметром 6.
Для устранения дополнительных паразитных термопар, возникающих в местах стыка деталей станка с заготовкой, резец и заготовку изолируют от станка. При исследованиях, не требующих высокой точности, установка может быть значительно упрощена. Деталь не изолируют от станка, считается, что роль возникающей дополнительной термопары ничтожна, из-за слабого разогревания заднего центра по сравнению с резцом. В связи с этим провод, ранее присоединяемый к детали, можно присоединить к любой точке станка.
Недостатком метода естественной термопары является сложность и необходимость тарирования при каждом изменении материала детали или инструмента. Естественная термопара измеряет некоторую среднюю температуру, тогда как на площадке контакта стружки и передней грани инструмента в процессе резания развивается различная температура в различных точках контакта. Отношение этой средней температуры и наивысшей непостоянно.