

3.2. Что такое глубина провара, .Длина дуги, катет шва. Как учитывается глубина провара и катет при расчете сварных швов.
Источников тепла является электрическая дуга - длительный электрический разряд, происходящий в газовом промежутке между электродом и изделием. Вольтамперные характеристики дуги приведены на рис. 1.1 а.
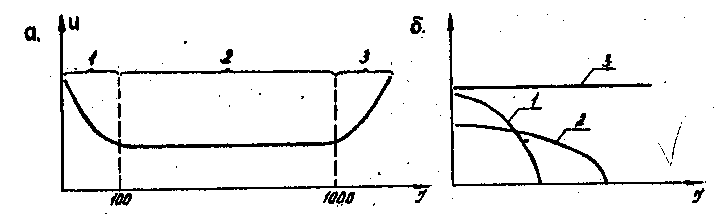
Рис. 1.1. Вольтамперные характеристики: а) дуги; б) источника питания; 1 - крутопадающая; 2 - пологопадающая; 3 - жесткая
График "напряженно - сила тока" построен при постоянной длине дуги. На графике можно выделить три участка. Первый участок характеризуется падением напряжения дуги при увеличении сварочного тока. Такая характеристика является следствием опережающего роста электропроводности дуги по отношению к росту силы тока. На втором участке рост электропроводности прямо пропорционален росту силы тока и поэтому на этом участке напряжение остается постоянным. На третьем участке электропроводность не увеличивается, что вызывает рост напряжения дуги при увеличении сварочного тока.
Катет углового шва- кратчайшее расстояние от поверхности одной из свариваемых частей до границы углового шва на поверхности второй свариваемой части .
Увеличение глубины провара повышает прочность сварного соединения впритык не только за счет развития площади рабочего сечения по швам и снижения в них местных напряжений, но оно снижает одновременно и местные напряжения в сечении по основному металлу, расположенному у швов, которое является наиболее важным для определения наибольшей несущей способности всего соединения в целом. Даже при полном проваре по всей толщине присоединяемых элементов местные напряжения в этом сечении по основному металлу продолжают оставаться еще значительными и хотя предел выносливости при этом несколько повышается, разрушение происходит еще именно в этом месте. Дальнейшего повышения прочности соединения впритык можно достигнуть созданием плавных переходов от швов к основному металлу.
Влияние плотности тока на форму шва. Увеличение глубины провара достигается е только повышением силы тока. В некоторых случаях достаточно увеличить плотность тока в электроде. Для этого следует уменьшить диаметр сварочной проволоки.
Для увеличения глубины провара сварка с обратной стороны выполняется одним электродом.
С точки зрения увеличения глубины провара, производительности сварочных работ и равномерности загрузки всех трех фаз силовой сети выгодно, чтобы ток в свариваемом изделии был такой же, как и в каждом электроде.
На рис. 1.8 приведены схемы указанных приемов. Выбор того или иного приема зависит от длины шва и его толщины. Первые три приема, используются для выполнения швов небольшой толщины (при высоте катета шва не более 8 мм).
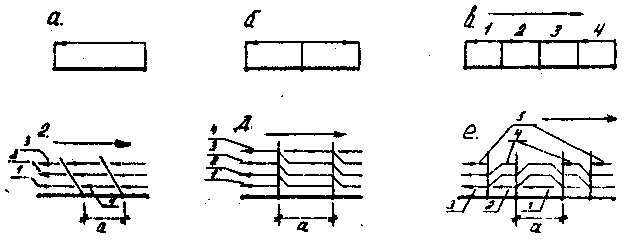
Рис. 1.8. Схема выполнения сварных: швов: а - напроход; б - от середины ; в – обратноступенчато; г - блоками; д - каскадами ; е - горкой
3.3.Состав и функции электродного покрытия
В состав покрытия электрода, кроме шлакообразующих, входят также компоненты, которые образуют газовую защиту дуги и расплавленного металла, легируют и рафинируют металл шва, поддерживают стабильное горение дуги.
Покрытие электродов должно обеспечивать следующие функции:
устойчивое горение дуги;
защиту расплавленного металла шва от воздействия кислорода и азота воздуха;
раскисление образующихся в металле шва оксидов и удаление невосстанавливаемых оксидов в шлак;
изменение состава наплавленного металла вводом в него легирующих примесей;
удаление серы и фосфора из расплавленного металла шва;
образование шлаковой корки над металлом шва, замедляя его охлаждение и тем самым способствуя выходу газов и неметаллических включений на поверхность металла шва.
Для выполнения перечисленных выше функций электродное покрытие должно содержать следующие компоненты.
Ионизирующие вещества для снижения эффективного потенциала ионизации - это обеспечивает стабильное горение дуги. В качестве ионизирующих компонентов в покрытие вводят мел, мрамор, поташ, полевой шпат и т. п.
Газообразующие вещества, которые при сварке разлагаются или сгорают, выделяя большое количество газов, создающих в зоне дуги газовую оболочку, которая предохраняет металл шва от воздействия атмосферного кислорода и азота. В качестве газообразующих компонентов в покрытие вводят крахмал, древесную муку, целлюлозу и т. п.
Раскисляющие вещества вступают в реакцию с оксидами железа и поэтому восстанавливают металл шва. В качестве раскислителей применяются ферросплавы, алюминий, графит и т. п.
Шлакообразующие вещества создают шлаковую защиту расплавленного металла шва, а также капель электродного металла, проходящих через дуговой промежуток. Кроме того, шлаки активно участвуют в металлургических процессах при сварке и способствуют получению качественного шва. В качестве шлакообразующих веществ применяется полевой шпат (K2O Al2O3 6SiO2), кварц (SiO2), мрамор, рутил, марганцевая руда и т. п.
Легирующие вещества в процессе сварки переходят из покрытия в металл шва и легируют его для придания тех или иных физико-механических свойств. В качестве легирующих веществ применяется ферромарганец, ферросилиций, феррохром, ферротитан.Значительно реже применяют различные оксиды металлов (меди,хромаит. .).
Связывающие вещества являются основой для получения вязкой пасты из компонентов покрытия, а также для связывания пасты со стержнем электрода и придания определенной прочности после высыхания покрытия, В качестве связывающего вещества применяется в основном жидкое стекло.