

Дефекты сварных швов и их контроль
Дефектами сварных соединений и швов принято называть любые отклонения от норм, предусмотрены ГОСТом и технологическими условиями на сварные соединения. Дефекты ухудшают прочность сварных швов и могут привести к разрушению сварных соединений. Основными причинами образование дефектов является нарушения технологии сборки и сварки, применения несоответствующих сварных материалов, неправильный выбор режима сварки, низкая квалификация сварщика.
Дефекты делятся
на внешние
и внутренние
( наплывы,
подрезы, прожоги, не заваренные кратера,
не провары, шлаковые включения, трещины,
пористость, пережог )
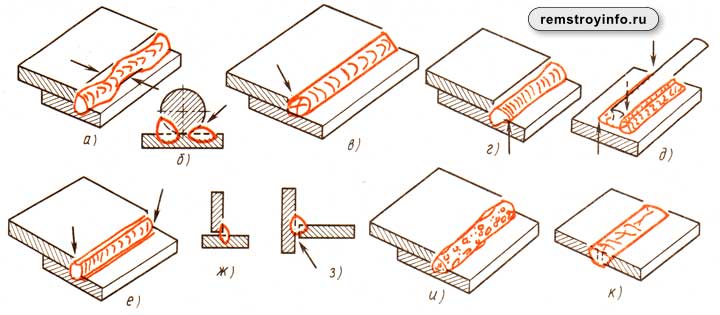
.
Контроль качества сварных соединений и швов производится согласно ГОСТ 3242-69 с целью выявления наружных и внутренних дефектов.
Методы контроля сварных соединений.
Внешний осмотр – можно выявить наружные дефекты
На проницаемость – выполняется после внешнего осмотра, контроль производится с помощью керосина, аммиака, и газоэлектрическим течеискателям.
Контроль рентгеновским и гама – излучателями – позволяет выявить внутренние дефекты.
Ультразвуковой метод основан на воздействии интенсивных ультразвуковых колебаний проникающих в контролируемое изделие, с помощью чего выявляет дефекты.
Источник питания дуги.
Сварочный пост – это рабочее место сварщика оборудованное всем необходимым для выполнения сварочных работ. Они делятся на стационарные и передвижные сварочные посты.
Стационарный сварочный пост – это открытые сверху кабины для сваривания небольших изделий.
Передвижные сварочные посты – используются при сваривании больших изделий непосредственно на производственных участках.
К источникам питания дуги относятся: трансформаторы, выпрямители, генераторы, преобразователи, агрегаты, установки.
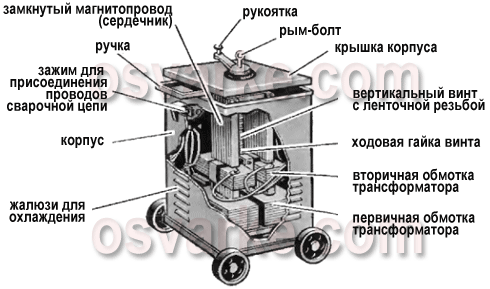
Сварочный трансформатор – статическая машина предназначена для снижения напряжения с 220 и 380 В. до безопасного напряжения, но достаточной для лёгкого зажигания и стойкого горения дуги ( не более 80 ).
Сварочные выпрямители служат для преобразования переменного тока в постоянный, и для питания ним сварочной дуги.
Сварочный генератор является составляющей частью сварочных преобразователей, и предназначен для преобразования механической энергии в электрическую.
Сварочный преобразователь – статическая машина, которая предназначена для преобразования переменного тока в постоянный сварочный ток.
Сварочные агрегаты – преобразуют механическую энергию в электрическую с напряжением и диапазоном токов, необходимых для сваривания.
Технология газовой сварки
Газовая сварка относится к сварке плавлением. Источником нагрева при газовой сварке, служит сварочное пламя сварочной горелки, получаемой сжиганием горючего газа в смеси с техническим чистым кислородом. Газовая сварка осуществляется как с применением присадочной поволоки, так и без неё, если формирование шва возможна за счёт расплавления кромок основного металла ( сварка в торец, с отбортовкой ).
Этим способом можно сваривать почти все металлы, такие металлы и сплавы, как чугун, медь, свинец, латунь, легче поддаются газовой сварке, чем дуговой.
Недостатками газовой сварки являются понижение производительности с увеличением толщины свариваемого материала и большая зона нагрева.
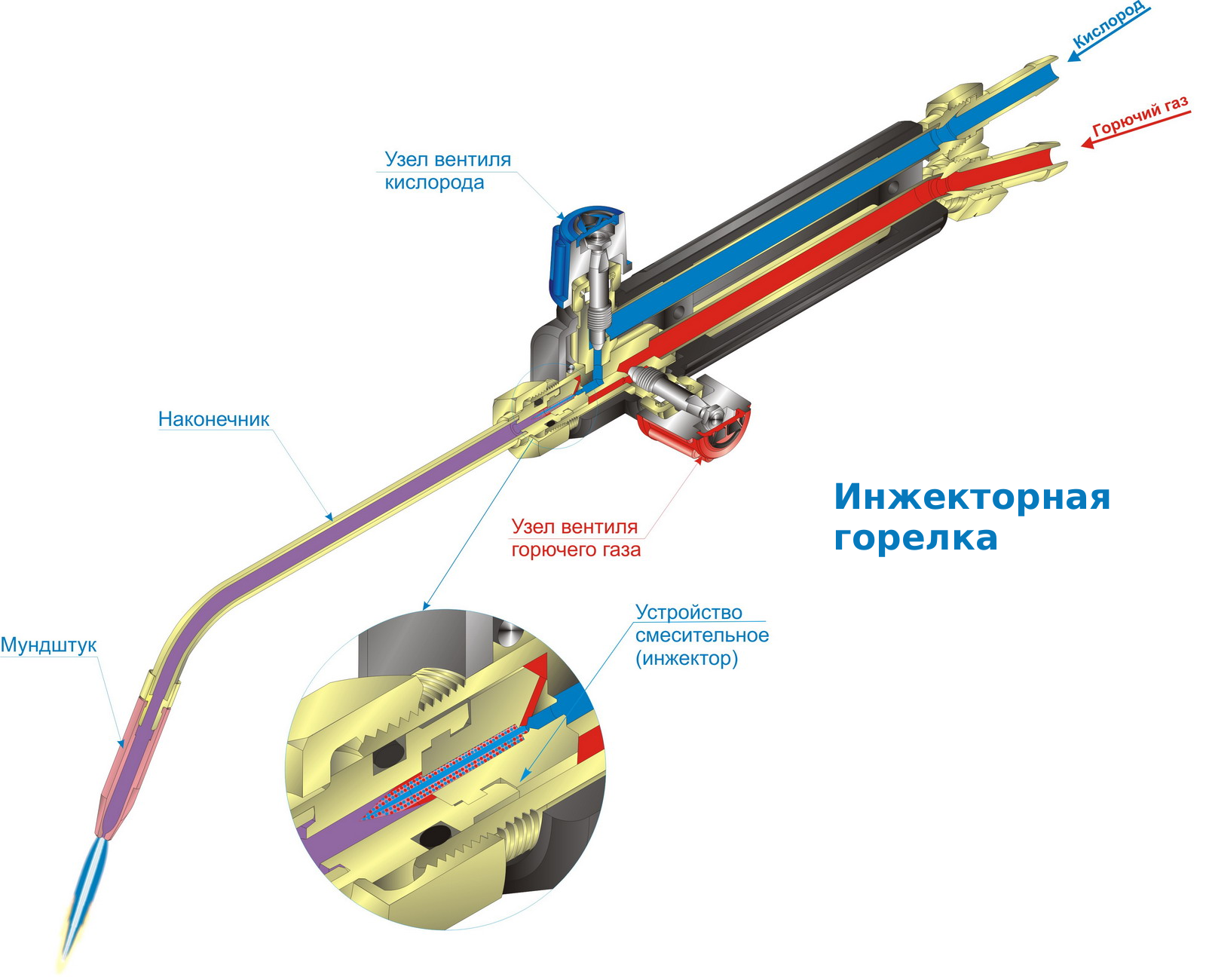
Для газосварочных работ необходимы: ацетиленовый генератор для получения ацетилена из карбида кальция или ацетиленовый баллон с редуктором; резиновые рукава для подачи кислорода и ацетилена в горелку или резак; сварочные горелки с набором наконечников, для резки – резаки с комплектом мундштуков и приспособлениями для резки; присадочная проволока для сварки и наплавки.

Пайкой называется процесс получения неразъёмного соединения металлических деталей, находящиеся в твёрдом состоянии, при помощи расплавленного присадочного металла или сплава.
Сущность процесса резки металлов.
Процесс кислородной резки металлов основан на способности металла, сгорать в струе технически чистого кислорода и удаления этой струёй образующихся продуктов горения.
Резка начинается с нагрева металла в начале реза подогревающим пламенем резака до температуры воспламенения металла в струе кислорода.
Различают поверхностную, разделительную и копьевую кислородную резку.
Оборудование и аппаратура для газовой сварки
Ацетиленовый генератором называется аппарат, служащий для получения ацетилена разложением карбида кальция водой. Они классифицируются по следующим признакам: по производительности; по способу применения; по давлению вырабатываемого ацетилена; по способу взаимодействия карбида кальция с водой.
Предохранительные затворы
Предохранительные затворы – устройство, предохраняющее ацетиленовые генераторы и газопроводы от попадания в них взрывной волны при обратных ударах пламени из сварочной горелки или резака.
Обратным ударом называется воспламенение горючей смеси в каналах горелки или резака и распространении пламени по рукаву горючего. Обратный удар характеризируется резким хлопкам и гашением пламени. Горящая смесь газов устремляются по ацетиленовому каналу горелки и резака в рукав, а при отсутствии предохранительного затвора – в ацетиленовый генератор, что может привести к взрыву ацетиленового генератора и вызвать серьёзные разрушения и травмы.
Предохранительные затворы подразделяются на: жидкостной затвор низкого давления, предохранительный затвор среднего давления, водяной предохранительный затвор, затвор сухого типа.
Баллоны представляют собой стальные цилиндрические сосуды, в горловине которых имеется конусные отверстия с резьбой, куда ввёртывается запорный вентиль.
Вентиль – это запорное устройство, служащие для наполнения баллонов газов, подачи газа в горелку или резак и позволяющее сохранять в баллоне сжатые и сжиженные газы.

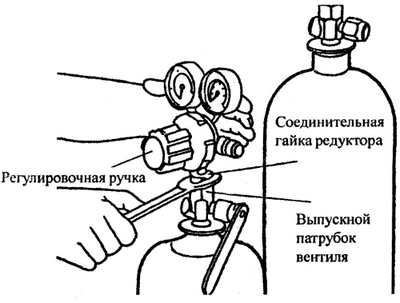
Редуктором называется прибор, служащий для понижения давления газа, отбираемого из баллона до рабочего и для автоматического поддержания этого давления постоянным, независимо от изменения давления газа в газопроводе.
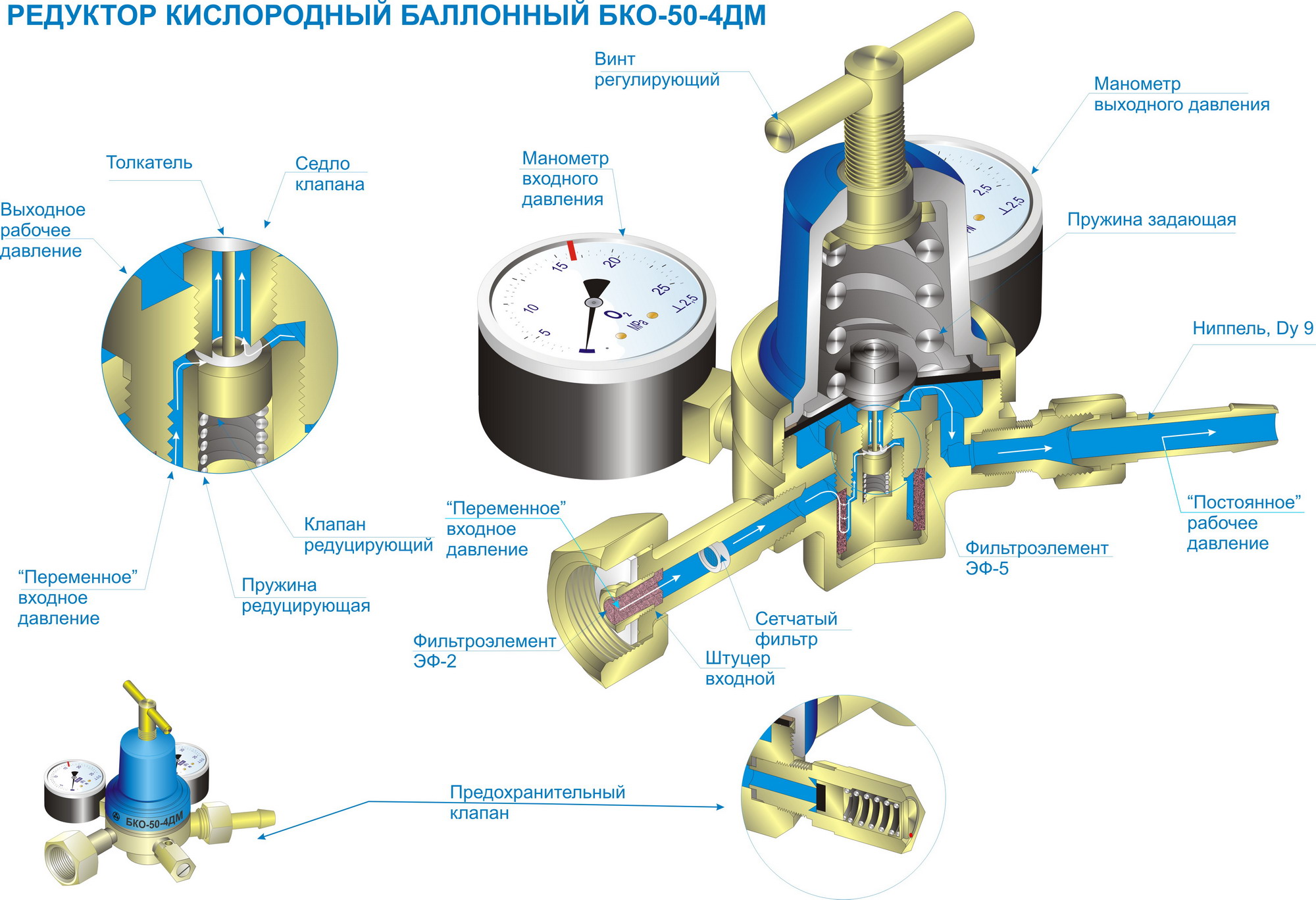
Существует множество разновидностей редукторов, например: кислородные редукторы, рамповые редукторы, ацетиленовые редукторы и пропан – бутановые редукторы, а также одноступенчатые, двухступенчатые, редукторы прямого действия и редукторы обратного действия.
Сварочное пламя образуется при сгорании горючего газа или паров горючей жидкости в кислороде. Пламя нагревает и расплавляет основной и присадочный металл в месте сварки. Наибольшее применение при газовой сварки нашло кислородно – ацетиленовое пламя т. к. оно имеет высокую температуру плавления (3150С) и обеспечивает концентрированный нагрев.
Изменяя состав горючей смеси, сварщик тем самым изменяет основные параметры сварочного пламени. Для получения нормального пламени отношение кислорода к горючему газу должно быть для ацетилена 1,1 – 1,2, природного газа 1,5 – 1,6, пропана 3,5.
Метод газовой сварки прост, не требует сложного оборудования и источника электрической энергии
В практике различают два способа – правый и левый,
Левый способ газовой сварки – это способ, при котором сварка производится справа налево, сварочное пламя направляется не ещё не сваренные кромки. При этом способе сварщик хорошо видит свариваемость швов, поэтому внешний вид шва лучше, чем при правом способе.
Правый способ сварки – такой способ, когда сварка производится слева направо, сварочное пламя направляется на свариваемый участок шва, а при присадочная проволока перемещается в след за горелкой. Качество шва при правом способе выше, чем при левом. Правый способ экономичнее левого,производительность сварки при правом способе на 20 – 25% выше, а расход газов на 15 – 20% меньше, чем при левом