

Замер излома оси патрубков с помощью штангенциркуля с упорами.
1 - штангенциркуль; 2 - упор; 3 - разделка сварного стыка.
6.4.12 Окончательная центровка парогенератора допускает следующие отклонения по излому оси:
1) в вертикальной плоскости 0.2 мм/м;
2) в горизонтальной плоскости 0.8 мм/м.
6.4.13 Сварку патрубков производить ручной дуговой сваркой на подкладном кольце.
6.4.14 Для сварки патрубков применять электроды ЭА400/10У диаметром 3 мм.
6.4.15 Сварку производить ступенчатым способом узкими валиками шириной не более трех диаметров электрода.
6.4.16 Сварной шов испытать гидравлическим давлением, гаммографированием.
6.4.17 После проверки контрольных образцов в лаборатории и при получении положительных результатов контроля за качеством выполнения сварки,, монтажные динамометры снять и заменить их на штатные пружинные амортизаторы (рис.6.4.3.), на которых окончательно закрепить парогенератор.
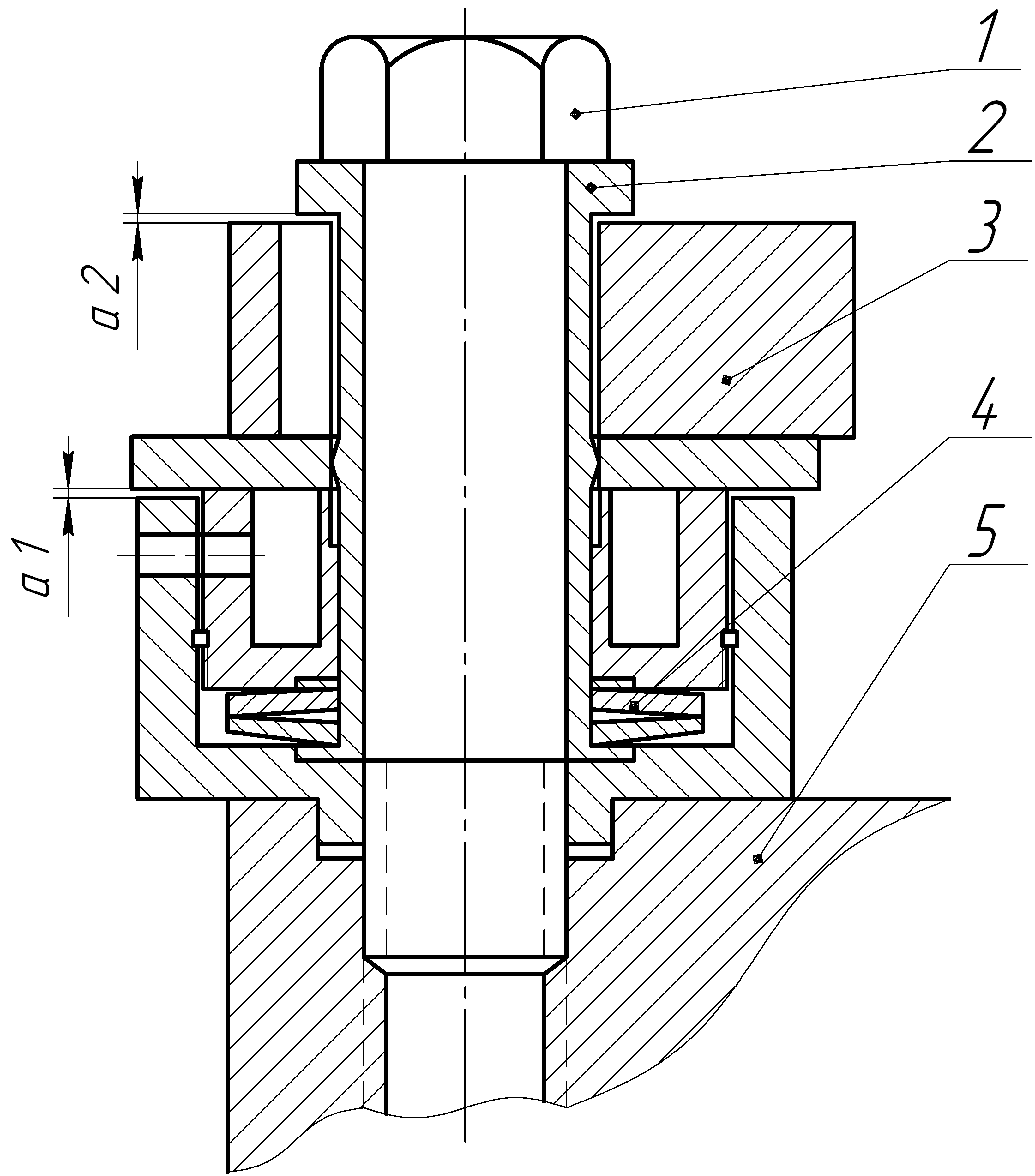
Рис. 6.4.3. Конструкция пружинного амортизатора.
1-болт; 2-втулка амортизатора; 3-отверстие в опоре парогенератора; 4-пружинный амортизатор; 5-фундамент.
6.4.18 Монтажные динамометры снимать поочередно, путем переложения нагрузки на упорные винты, ввинчиваемые в отверстия на опорах парогенератора.
6.4.19 Пружинные амортизаторы закрепить в фундаменте с помощью болтов.
6.5. Требования безопасности
6.5.1 При выполнении работ по монтажу изделий могут возникнуть следующие опасные и вредные производственные факторы:
1) движущиеся грузоподъемные механизмы и машины, подвижные части производственного и грузоподъемного оборудования, передвигающиеся изделия и оборудование при проведении погрузочных- разгрузочных и такелажных работ;
2) повышенная яркость света и уровень электромагнитных излучений при сварке;
3) повышенное значение напряжения в электрической цепи, замыкание которой может произойти через тело человека;
4) повышенная температура поверхности изделия при сварке;
5) повышенная загазованность и запыленность воздуха рабочей зоны;
6) повышенный уровень вибрации и шума при работе с пневмоинструментом;
7) пары органических веществ ЛВЖ (уайт-спирита), действующих на рабочих наркотически и раздражающе через дыхательные пути при проведении работ.
6.5.2 Уайт-спирит легковоспламеняющийся продукт II категории по степени воздействия на организм человека относится к веществам 4 класса опасности ПДК паров в воздухе рабочей зоны 300 мг/м .
6.5.3 К выполнению погрузочно-разгрузочных и такелажных работ допускаются лица не моложе 18 лет, не имеющие медицинских противопоказаний, прошедшие специальное обучение, аттестованные соответствующей комиссией и получившие удостоверение на право обслуживания объектов данной категории, прошедшие инструктаж по технике безопасности, пожарной безопасности и промсанитарии.
6.5.4 Производственный персонал должен быть обеспечен специальной одеждой, специальной обувью и средствами индивидуальной защиты в соответствии с "Типовыми отраслевыми нормами бесплатной выдачи специальной одежды, предохранительных приспособлений и других средств индивидуальной защиты рабочих и служащих".
6.5.5 До начала проведения работ производственному мастеру необходимо произвести инструктаж по безопасному выполнению работ в объеме необходимых инструкций, действующих на предприятии, производящем монтаж изделий.
6.5.6 При организации и проведении работ по монтажу изделий руководствоваться следующими нормативными документами:
1)"Общими правилами техники безопасности и производственной санитарии для предприятий машиностроения",утвержденными ЦК профсоюзов рабочих машиностроения;
2) "Типовыми правилами пожарной безопасности для промышленных предприятий";
4)"Правилами техники безопасности и производственной санитарии при холодной обработке металлов".
6.5.7 Работы по очистке следует проводить на специально оборудованных участках при постоянно работающей приточно-вытяжной вентиляции. Вентиляция должна быть выполнена в соответствии с требованиями СНиП 2.04.05.
Участки должны быть оснащены системами и средствами пожаротушения.
6.5.8 При осмотре изделий применять переносные источники освещения напряжение не выше 12 В во взрывобезопасном исполнении.
6.5.9 При выполнении работ с уайт-спиритом и другими ЛВЖ применять следующие средства индивидуальной защиты:
1) для защиты органов дыхания - СИЗОД-ФР310, респиратор фильтрующий газопылезащитный РУ-60МА;
2) для защиты рук- перчатки резиновые технические, тип 1, рукавицы.
6.5.10 Проведение электросварочных работ разрешается при наличии эффективной вентиляции.
6.5.11 При выполнении электросварочных работ соблюдать меры безопасности в соответствии с требованиями РД5. 9823 и применять следующие средства защиты:
1) спецодежду;
2) обувь специальную;
3) каску строительную;
4) щитки защитные лицевые для электросварщиков со светофильтром;
5) СИЗОД -ФП- 110, респиратор ШБ-1 "Лепесток-200" ГОСТ
12.4.028 или респиратор противопылевой "КАМА-200"-в аварийных случаях при малой эффективности общеобменной местной вентиляции.
6.5.12 Сварочное оборудование должно быть заземлено.