

6.3. Монтаж реактора.
6.3.1 Погрузку производить цеховым краном на микроходу.
6.3.2 Снять защитный чехол с изделия. Произвести наружный осмотр изделия, уплотнения . Протереть медаполамовой салфеткой, смоченной спиртом, наружную поверхность реактора.
6.3.3 Застропить реактор на гак крана за патрубки (одновременно должны быть накинуты стропы не менее чем на три патрубка)
6.3.4 Осторожно приподнять реактор в подставе, выровнять вгоризонт с точностью до 3 мм по линейке и квадранту, устанавливаемый на кожух крышки.
6.3.5 После проверки вертикальности положения осторожно опустить в кессон бака ЖВЗ.
6.3.6 Опоры реактора опустить на подвижные башмаки и с помощью приспособления для горизонтальных перемещений отцентрировать реактор в кессоне бака ЖВЗ.
6.3.7 Правильную ориентацию реактора при установке в бак ЖВЗ на фундамент определяет контрольная риска с указанием "корма" нанесенная на патрубке.
6.3.8 При окончательной выверке положения реактора перед сваркой башмаков с его фундаментом на баке ЖВЗ допускается несоосность корпуса реактора и кессона и несовпадение контрольной риски с ДП бака ЖВЗ 0.1-0.5 мм.
6.3.9 Зазор между корпусом реактора и стенкой кессона должен быть в пределах 1.5-2 мм.
6.3.10 Проверить зазор между корпусом реактора и стенкой кессона щупами с индикаторами часового типа или шаблонами
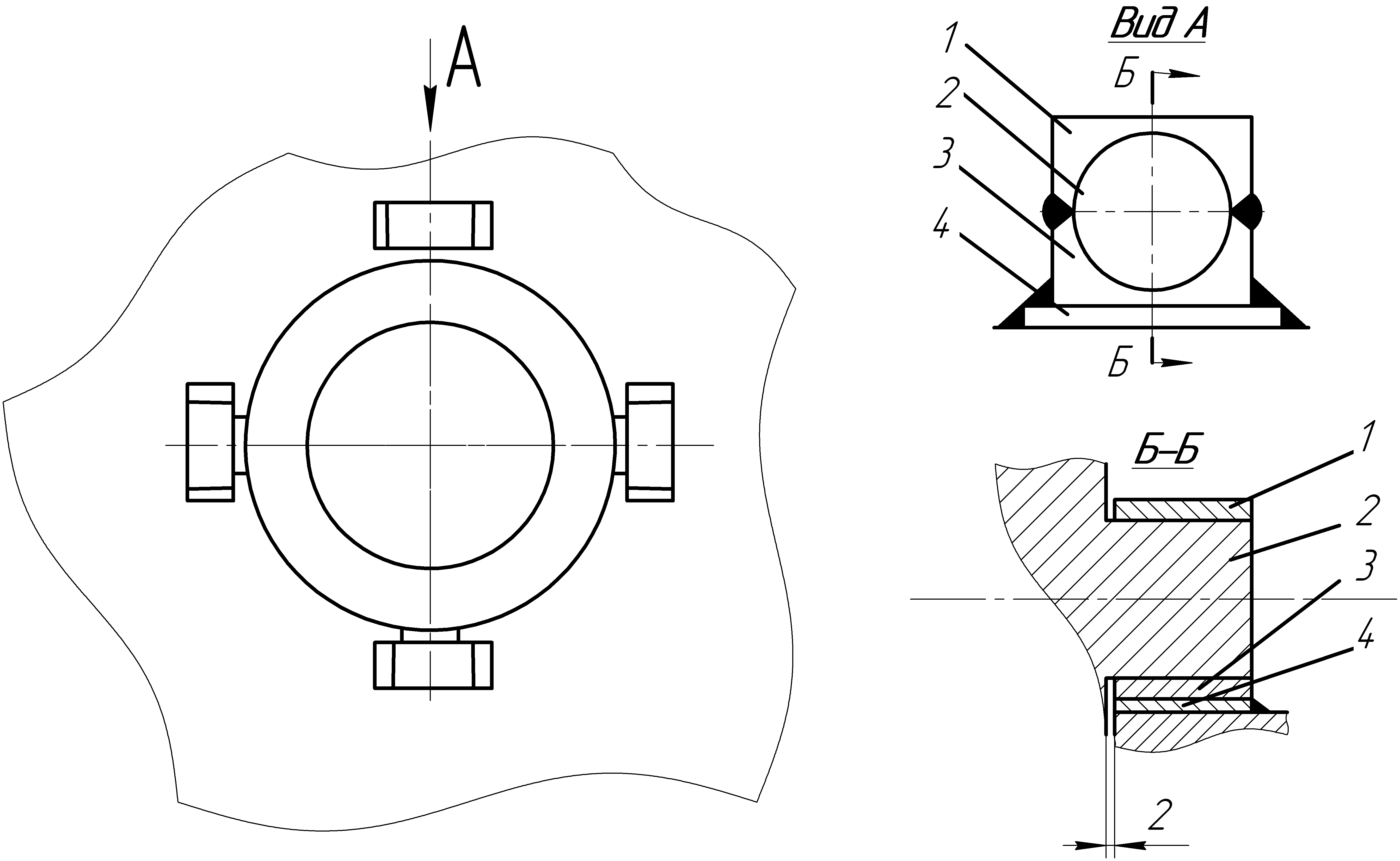
рис.6.3.1 Крепление реактора
1 - крепежная скоба; 2 – опора реактора; 3 - башмак;
4 - фундамент; 5 - корпус реактора.
6.4. Монтаж парогенератора.
6.4.1 Застропить парогенератор на гак крана. Очистить крышку изделия вакуумной уборкой.
6.4.2 Осторожно приподнять изделие, выровнять в горизонт с точностью до 3 мм по линейке и квадранту, устанавливаемый на кожух крышки.
6.4.3 Установить парогенератор в кессоне с заданной несоосностью его корпуса и стенок кессона на временные скользящие опоры (рис 2.), с учетом возникновения усадки металла монтажного сварного шва патрубков реактора и парогенератора.
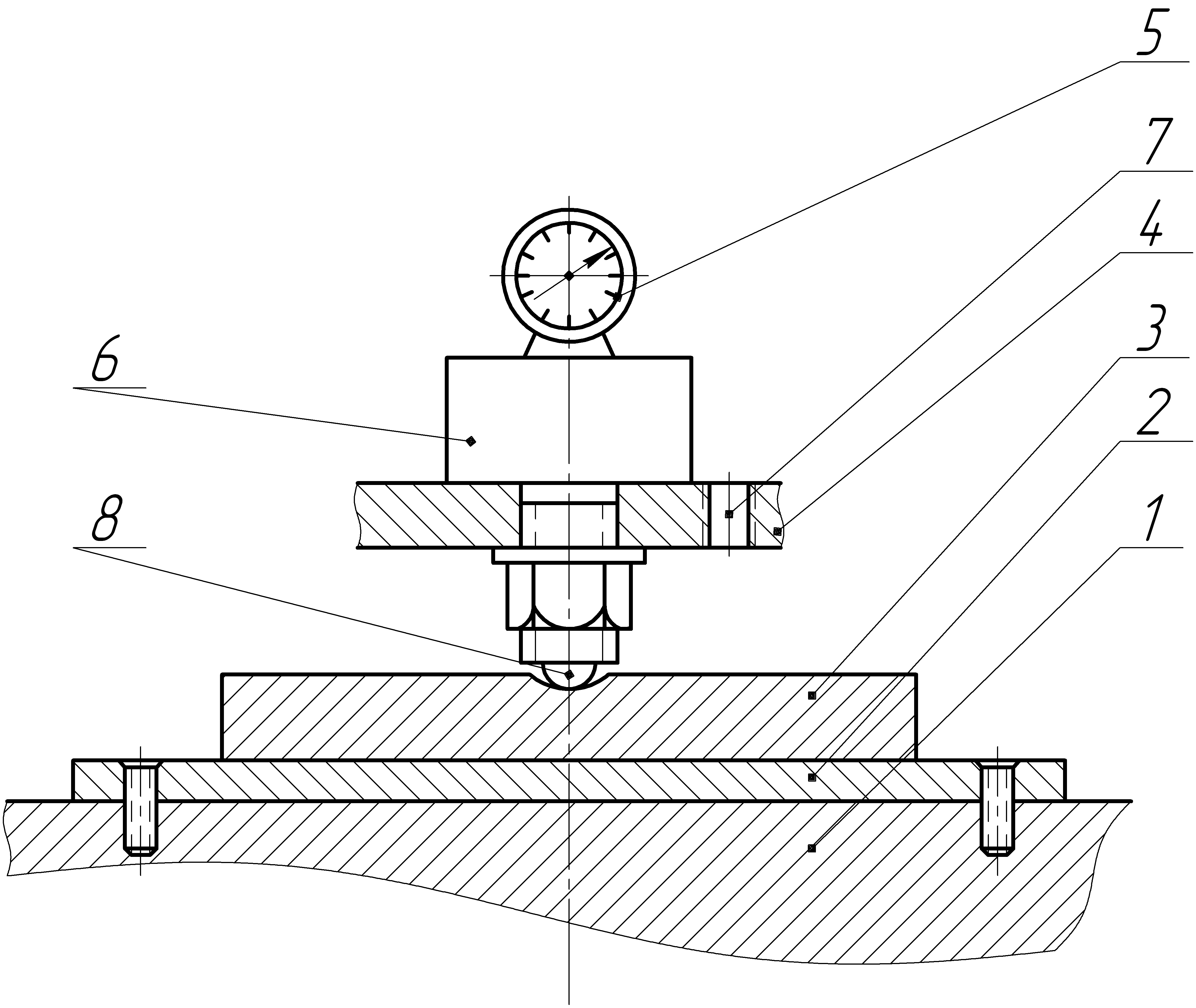
рис. 6.4.1. Конструкция временной скользящей опоры парогенератора
1 - фундамент; 2 - бронзовая пластинка; 3 - стальной диск; 4- опора парогенератора; 5 - индикатор; 6 - корпус динамометра; 7 - отверстие для отжимного болта; 8 - стальной шарик.
6.4.4 Проверить параллельность плоскости опор и плоскости фундамента, после чего установить в опоры монтажные динамометры для замера распределения веса парогенератора.
6.4.5 Крепление динамометров производить поочередно, при этом конструкция динамометра должна предусматривать крепление его в опоре без вертикального люфта.
6.4.6 Для обеспечения равномерного распределения нагрузки от шарикового упора динамометра (рис. 2) применять специальный диск, выполненный из высокопрочной закаленной стали диаметром около 100 мм.
6.4.7 Для уменьшения коэффициента трения между стальным диском и бронзовой пластиной смазать сопрягаемые поверхности машинным маслом.
6.4.8 После установки всех монтажных динамометров на скользящей прокладке окончательно проверить ориентацию парогенератора по отношению к реактору.
6.4.9 При предварительной центровке допускаются следующие отклонения соосности его патрубка и патрубка реактора:
1) излом осей не более 0.5 мм/м;
2) смещение осей не более 0.2 мм;
6.4.10 Изломы и смещения на монтажном стыке измерить в вертикальной и горизонтальной плоскостях.
6.4.11 Определение изломов оси производится с помощью штангенциркуля (рис 6.4.2).
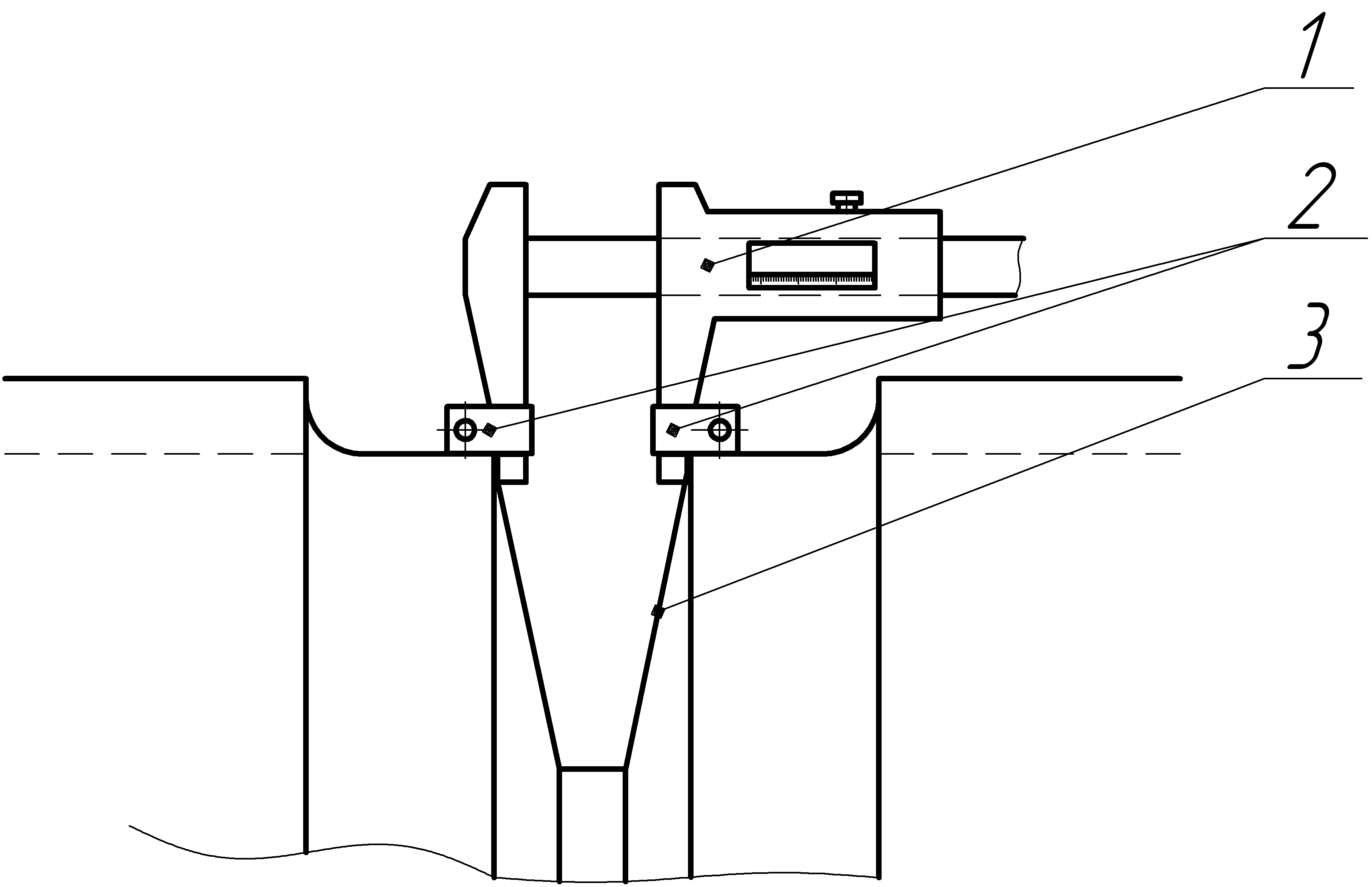
рис.6.4.2