

 МІНІСТЕРСВО
АГРАРНОЇ ПОЛІТИКИ УКРАЇНИ
МІНІСТЕРСВО
АГРАРНОЇ ПОЛІТИКИ УКРАЇНИ
ПОЛТАВСЬКА ДЕРЖАВНА АГРАРНА АКАДЕМІЯ
Інженерно – технологічного факультету
Кафедра Ремонту машин і технології конструкційних
матеріалів
ЗВІТ
Про навчальну практику Матеріалознавства
та основ технології обробки
Виконав: студент 1 курсу 1 групи
Карпенка Олега Валерійовича
Керівник практики: Тесленко Леонід Іванович
Завідуючий лабораторією: Тесленко Леонід Іванович
Полтава 2013
ЗМІСТ
Вступ
Історії факультету та кафедра ремонту машин і ТКМ
Технологія виконання слюсарних робіт
Нанесення розмітки на заготівки
Випрямлення та гнуття металів
Рубання та різання металів
Обпилювання металів
Свердління, розвертання.
Нарізування різьби.
Охорона праці та безпечні прийоми праці при виконанні слюсарних робіт.
Технологія виконання верстатних робіт
Обробка на токарних верстатах
Обробка на свердлильних верстатах
Обробка на фрезерних верстатах
Обробка на стругальних та довбальних верстатах
Охорона праці та безпечні прийоми праці при виконанні верстатних робіт
Технологія виконання ковальських та ливарних робіт
4.1 Основні види ковальських робіт
4.2Виконання ливарних робіт.
4.3 Охорона праці та безпечні прийоми праці при виконанні ковальських та ливарних робіт
Технологія виконання зварювальних робіт
Виконання зварювальних робіт змінним і постійним струмом. Зварювання різними способами.
Виконання зварювальних робіт за допомогою машин контактно-точкового і стикового зварювання.
Виконання робіт із застосуванням вібродугової головки ОКС-6569М.
Охорона праці та безпечні прийоми праці при виконанні зварювальних робіт
Індивідуальне завдання
Організація робочого місця (планування, мови праці)
Забезпечення обладнанням та інструментами
Пропозиції щодо покрашення умов роботи студента на робочому місці Висновки та пропозиції
Список використаних джерел
Вступ
Впровадження в промисловість, а також в сільське господарство нової техніки, використання різноманітних машин, механізмів, приладів і апаратів потребує підготовки висококваліфікованих робітників і інженерів, здатних освоїти і повністю використати всі види технічної оснастки.
В сучасний період, коли на перший план постає вміння виготовляти не тільки окремі запасні частини до с/г техніки, а й різноманітні машини та обладнання, високі вимоги пред'являються до інженера виробництва.
Інженер повинен володіти основними слюсарними прийомами й уміти виконувати слюсарні роботи в відповідності з технічними вимогами, провести розмітку, різання, обпилювання, свердління, нарізування різьби та інші операції. Для виконання слюсарних операцій необхідно знати будову різноманітних інструментів, а також вміти користуватись ними. Інженер повинен добре знати технологію виготовлення деталей і основні технічні прийоми, які використовуються при вимірюванні.
 Окрім
того, інженер повинен вміти користуватись
механізмами, при допомозі
яких ручна праця полегшується, або
змінюється механізованою. Все це
можливо вивчити під час теоретичних
занять з технології металів, а тому
більшістю
із них студент оволодіє під час навчальної
практики, яка проводиться
в майстернях кафедри ремонту машин та
технології конструкційних
матеріалів.
Окрім
того, інженер повинен вміти користуватись
механізмами, при допомозі
яких ручна праця полегшується, або
змінюється механізованою. Все це
можливо вивчити під час теоретичних
занять з технології металів, а тому
більшістю
із них студент оволодіє під час навчальної
практики, яка проводиться
в майстернях кафедри ремонту машин та
технології конструкційних
матеріалів.

Дня успішного вирішення виробничих завдань не досить мати сучасне обладнання, інструменти, пристрої й кваліфіковані кадри робітників. Треба певним чином організувати працю на підприємстві: правильно розподілити завдання; встановити раціональні пропорції між видами праці; відповідно до цього розставити виконавців і створити їм нормальні умови праці.
Технологія слюсарної обробки складається з ряду основних операцій, таких як розмічання, рубання, випрямляння і гнуття металів, різання металів, обпилювання, свердління, зенкування, зенкерування і розвірчування отворів, нарізування різьби, клепання, притирання, доводка, паяння тощо. Більшість цих операцій належить до обробки металів різанням.
Для виконання слюсарних робіт організовується робоче місце слюсаря.
Робочим місцем називається певна ділянка виробничої площі цеху, дільниці або майстерні, що закріплена за одним робітником чи бригадою робітників і призначена для виконання певної роботи.
Основним обладнанням для виконання слюсарних робіт є слюсарний верстак (рис. 1.1).
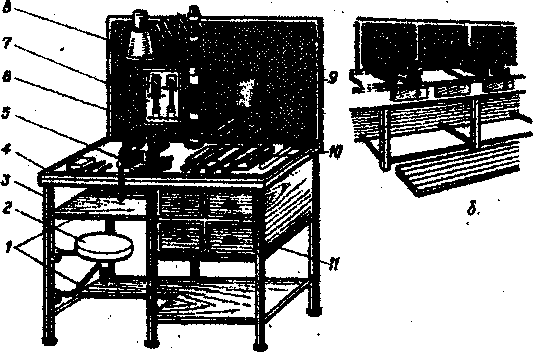
Рис.1.1. Слюсарні верстаки:
а - одномісний (1 - полички; 2 - сидіння; 3 - каркас; 4 - стільниця; 5 - лещата; 6 - захисний екран; 7 - планшет для креслень: 8 - світильник; 9 - поличка для інструменту: 10 - планшет для робочого інструменту; 11 – ящики); б - багатомісний.
Цей спеціальний стіл, який має бути міцним і стійким. Каркас 3 верстака звичайно виготовляють зварної конструкції із стальних труб або стального кутика. Кришку (стільницю) 4 виготовляють з дощок завтовшки 50... 60 мм (з дерева твердих порід) і покривають листовою сталлю завтовшки 1...2 мм, лінолеумом або фанерою. Краї стільниці окантовують бортиком, щоб з неї не скочувалися деталі. Під стільницею розмішують висувні ящики 11, розділені на комірки для зберігання в певному порядку інструментів, дрібних деталей і документації. Крім ящиків для різних інструментів, пристроїв, на верстаку встановлюють спеціальні полички 1. Верстак має захисний екран б з металевої сітки з комірками не більш як 3 мм або з прозорого плексигласу для захисту людей від дрібних кусочків металу, ще відлітають у процесі роботи, наприклад при рубанні металу. Для кращого освітлення робочої поверхні верстака (особливо під час виконання точних робіт, вимірювання деталей, читання креслень та іншої технічної документації) на ньому встановлюють світильник 8 місцевого освітлення. Іноді до ніжки верстака прикріплюють сидіння 2; якщо сидіння не використовують, його засовують під верстак.
Слюсарні верстаки бувають двох видів: одномісні (рис. 2.1, а) і багатомісні (рис. 2.1, б). Одномісні верстаки мають довжину 1000...1200, ширину 700...800, висоту 800...900 мм.
У багатомісних верстаків ширина і висота ті самі, а довжина визначається залежно від числа працюючих. Багатомісні верстаки мають істотний недолік: якщо один працюючий виконує точні роботи (наприклад, розмічання, обпилювання або шабрування), а другий у цей час рубає або клепає метал, то внаслідок вібрації верстака порушується точність робіт, що їх виконує перший працюючий. Тому найширше застосовуються одномісні слюсарні верстаки.
При виконанні більшості слюсарних робіт треба .міцно закріплювати заготовку, що обробляється. Для цього на слюсарному верстаку встановлюють спеціальний затискний пристрій слюсарні лещата. Залежно від .характеру виконуваної роботи використовують стільцеві, паралельні або ручні лещата.
Стільцеві лещата одержали свою назву від способу кріплення їх на дерев'яній основі у вигляді стільця. Пізніше їх пристосували для кріплення на верстаках.
Розміри слюсарних лещат визначаються шириною губок і розкриттям (розведенням) їх. Ширина губок стільцевих лещат дорівнює 100... 180 мм, найбільше розкриття їх 90... 180 мм.
Стільцеві лещата мають просту конструкцію і високу міцність. Проте в них є й недоліки: робочі поверхні губок не в усіх положеннях паралельні одна одній; при затискуванні вузькі заготовки, що обробляються, захоплюються тільки верхніми краями губок, а широкі — тільки нижніми; не забезпечується міцність закріплення; губки лещат при затискуванні врізуються в деталь, що обробляється, і утворюють на її поверхні вм'ятини. Стільцеві лещата використовують при виконанні грубих важких робіт, пов'язаних із застосуванням ударного навантаження: ори рубанні, клепанні, гнутті металів. Залежно від характеру слюсарних робіт робоче місце слюсаря оснащується найрізноманітнішими пристроями, робочим і вимірювальним інструментом
З погляду наукової організації праці потрібно виконувати такі основні вимоги щодо робочого місця слюсаря:
точно визначений і закріплений перелік робіт на робочому місці;
визначений комплект основного обладнання, пристроїв та інструментів для розміщення і зберігання на робочому місці;
здійснення раціонального планування робочого місця, що позбавляє робітника від зайвих і стомлюючих робочих рухів і забезпечує зручне робоче положення і безпеку праці.
Предмета,
якими користуються частіше, розмішують
у межах досяжності лівої
і правої рук, зігнутих у лікті. Предмети,
якими користуються рідше, кладуть
далі, але у межах досяжності вільно
витягнутих рук при нахилі корпуса
вперед (до верстака) не більш як на 30°.
По можливості уникають такого
розміщення обладнання, яке потребує
під час  роботи
поворотів і особливо
нагинання корпуса, а також перекладання
предметів з однієї руки в другу.
роботи
поворотів і особливо
нагинання корпуса, а також перекладання
предметів з однієї руки в другу.
На підприємствах здійснюють певний комплекс заходів з охорони праці, що мають на меті зберегти життя, здоров'я і працездатність людини у процесі праці.
Однією із складових частин охорони праці є техніка безпеки, її призначення - за допомогою організаційних і технічних заходів і засобів запобігти травмам. Найважливішими умовами безпеки праці є: створення максимально безпечних конструкцій механізмів і машин, раціональна організація виробництва, навчання працюючих безпечним методам роботи і прийомам праці. Безпечні методи і прийоми праці передбачено в правилах і нормах, розроблених для всіх галузей виробництва. Студент, що не пройшов інструктаж з техніки безпеки, до роботи не допускається.
Другу значну частину охорони пращ становить виробнича санітарія, її мета — забезпечити санітарно-гігієнічні умови праці, що не допускають шкідливих дій на організм людини, і тим самим запобігти професійним захворюванням (захворюванням, пов'язаним із шкідливою дією умов праці).
Охорона праці повинна забезпечити також пожежну безпеку. Для цього розроблено системи запобігання пожежам і пожежного захисту, тобто комплекс заходів, спрямований на попередження пожеж, і прийоми та засоби боротьби з вогнем на випадок пожежі.
2 Слюсарна справа
2.1 Розмічання
Розмічанням називається операція нанесення на поверхню заготовки ліній (рисок), що згідно з кресленням визначають контури деталі або місця, які потрібно обробляти. Розмічальні лінії можуть бути контурними, контрольними або допоміжними. Контурні риски визначають контур майбутньої деталі і показують межі обробки. Контрольні риски проводять паралельно контурним "у тіло" деталі для перевірки правильності обробки. Допоміжними рисками намічають осі симетрії, центри радіусів закруглень тощо.
Розмічання заготовок створює умови для зняття із заготовок припуску металу до заданих меж, одержання деталі певної форми, потрібних розмірів і для максимальної економи матеріалів.
Застосовують розмічання переважно в індивідуальному і дрібносерійному виробництві. У велико серійному і масовому виробництві немає в цьому потреби завдяки застосуванню спеціальних пристроїв — кондукторів, упорів, обмежувачів, шаблонів тощо
Розмічання поділяють на лінійне (одновимірне), площинне (двовимірне) і просторове, або об'ємне (тривимірне).
Лінійне розмічання застосовують при розкроюванні фасонного прокату, підготовці заготовок для виробів з дроту, прутка, штабової сталі тощо, тобто тоді, коли межі, наприклад розрізування чи згину, зазначають тільки одним розміром — довжиною.
Лінійне розмічання застосовують при розкроюванні фасонного прокату, підготовці заготовок для виробів з дроту, прутка, штабової сталі тощо, тобто тоді, коли межі, наприклад розрізування чи згину, зазначають тільки одним розміром — довжиною.
Площинне
розмічання звичайно застосовують при
обробці деталей, що виготовляються з
листового металу. У цьому випадку риски
наносять тільки на одній площині. До
площинного розмічання відносять і
розмічання окремих площин
деталей складної форми, якщо при цьому
не враховується взаємне розміщення
розмічуваних площин.
Просторове розмічання — найскладніше з усіх видів розмічання. Особливість його полягає в тому, що розмічаються не тільки окремі поверхні заготовки, розміщені в різних площинах і під різними кутами одна до одної, а й виконується взаємна ув'язка цих поверхонь між собою.
 При
розмічанні застосовують різноманітний
контрольно-вимірювальний і розмічальний
інструмент.
При
розмічанні застосовують різноманітний
контрольно-вимірювальний і розмічальний
інструмент.
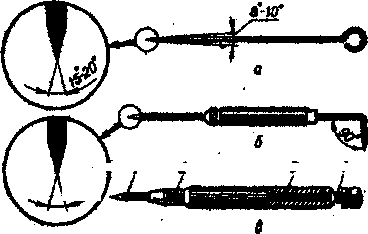
До спеціального розмічального інструменту належать: рисувалки, кернери, розмічальні циркулі, рейсмуси. Крім цих інструментів, використовують молотки, розмічальні плити та різні допоміжні пристрої: підкладки, домкрати тощо.
Рис.
2.1. Рисувалки для нанесення
рисок:
а
- кругла; б - з
відігнутим
кінцем; в - з вставними
голками (1 - голкаг2 - корпус: З
- запасні голки; 4 - пробка)
б
в
а![]()

![]()
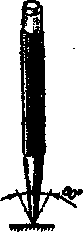
Рис.
2.2. Кернери:
а - звичайний, б -
кернер-циркуль.в -кернер-дзвін
(центрошукач);
Кернери поділяють на звичайні, спеціальні, механічні (пружинні) та електричні.
Звичайний кернер (рис. 2.2, а) - це стальний стержень завдовжки 100. ..160 мм, діаметр 8...12 мм. Його ударна частина (бойок) має сферичну поверхню. Вістря кернера заточується на шліфувальному крузі під кутом 60°. При точніших розмічаннях кут загострення кернера може бути ЗО... 45°, а для розмічання центрів майбутніх отворів 75°.
До спеціальних кернерів відносять кернер-циркуль і кернер-дзвін (центрошукач). Кернер-циркуль зручний для накернювання дуг невеликого діаметра,
а кернер-дзвін для розмічання центрувальних отворів заготовок, що підлягають подальшій, наприклад токарній, обробці.
Механічний (пружинний) кернер застосовують для точного розмічання тонких і відповідальних деталей. Принцип дії його заснований на стисканні та миттєвому звільненні пружини.
Спеціальні, механічні та електричні кернери значно полегшують працю і підвищують її продуктивність.
Розмічальні (слюсарні) циркулі (рис. 2.3) застосовують для розмічання кіл і дуг, поділу кіл і відрізків на частини і виконання інших геометричних побудов при розмічанні заготовки, їх використовують також для перенесення розмірів з вимірювальної лінійки на заготовку. За будовою вони подібні до креслярських циркулів-вимірників.
![]()
![]()
![]()
Рис.
2.3. Розмічальні (слюсарні)
циркулі а
- простий; б - пружинний;
в - із вставними голками
Розмічальні циркулі бувають в основному двох видів; прості (рис. 2.3, а) і пружинні (рис. 2.3, б). Ніжки пружинного циркуля стискуються під дією пружини, а розтискуються за допомогою гвинта і гайки. Вони можуть бути суцільними та із вставними голками (рис. 2.3, в).
Одним з основних інструментів для просторового розмічання є рейсмус. Він служить для нанесення паралельних вертикальних і горизонтальних рисок і для перевірки встановлення деталей на розмічальній плиті.
 Рейсмус
(рис,
2.4) - це рисувалка 5, закріплена
на стояку 2 за допомогою хомутика 3
і гвинта 4. Хомутик пересувається на
стояку і закріплюється
в будь-якому положенні.
Рейсмус
(рис,
2.4) - це рисувалка 5, закріплена
на стояку 2 за допомогою хомутика 3
і гвинта 4. Хомутик пересувається на
стояку і закріплюється
в будь-якому положенні.

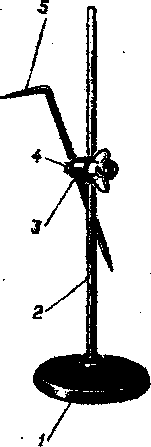
Рис.
2.4. Рейсмус: 1
- підставка; 2 - стояк; 3 - хомутик,
4 - гвинт; 5 - рисувалка
Рисувалка проходить крізь отвір гвинта і може бути встановлена з будь-яким нахилом. Гвинт при цьому закріплюється гайкою-баранцем. Стояк рейсмуса закріплено на масивній підставці 1. Площинне й особливо просторове розмічання заготовок виконують на розмічальних плитах.
Розмічальна плита—це чавунний виливок, горизонтальна (робоча) поверхня та бічні грані якого дуже точно оброблені. На робочій поверхні великих штат роблять поздовжні й поперечні канавки завглибшки 2 ... 3 мм і завширшки 1 ... 2 мм, що утворюють квадрати із стороною 200 або 250 мм. Це полегшує встановлення на плиті різних пристроїв.
Крім розглянутого розмічання за кресленням, застосовують розмічання за шаблоном.
Шаблоном називається пристрій, за яким виготовляють деталі або перевіряють їх після обробки. Розмічання за шаблоном використовується, коли виготовляють великі партії однакових деталей.
Воно доцільне тому, що трудомістке розмічання за кресленням, яке потребує багато часу, виконується тільки один раз—при виготовленні шаблону. Всі наступні операції розмічання заготовок полягають у копіюванні контурів шаблона. Крім того, виготовлені шаблони можна використовувати для контролю деталі після обробки заготовки.
 Шаблони
виготовляють з листової сталі завтовшки
1,5...З мм. При розмічанні шаблон накладають
на поверхню заготовки, що розмічається,
і по його контуру проводять рисувалкою
риски. Потім по рисках наносять керни.
За допомогою шаблона можна розмічати
також центри майбутніх отворів.
Застосування шаблонів
значно прискорює і спрощує розмічання
заготовок.
Шаблони
виготовляють з листової сталі завтовшки
1,5...З мм. При розмічанні шаблон накладають
на поверхню заготовки, що розмічається,
і по його контуру проводять рисувалкою
риски. Потім по рисках наносять керни.
За допомогою шаблона можна розмічати
також центри майбутніх отворів.
Застосування шаблонів
значно прискорює і спрощує розмічання
заготовок.