

1. Качество машин (Технический уровень, производственно-технологические показатели, эксплуатационные показатели, технологическая преемственность, точность).
Для того чтобы машина экономично выполняла служебное назначение, она должна обладать необходимым для этого качеством. В соответствии с ГОСТ 15467-85 под качеством продукции понимается совокупность свойств, обуславливающих ее пригодность удовлетворять определенным потребностям в соответствии с ее назначением.
В современных условиях качество продукции охватывает не только потребительские, но и технологические свойства, художественные особенности, надежность, уровень стандартизации и унификации деталей и узлов.
Свойства, составляющие качество продукции характеризуется непрерывными или дискретными величинами, называемыми показателями качества продукции. Они могут быть абсолютными, относительными или удельными.
Критерием относительно новой продукции по отношению к старой или базовой является коэффициент уровня качества продукции (основан на сравнении относительных характеристик качества).
Для сопоставления нескольких вариантов применяется интегральный показатель качества, который выбирается на основе теории принятия решений.
Различают три группы качества машины:
Технический уровень машины, определяющий совершенства машины ( мощность, КПД, производительность, экономичность).
Производственно-технологические показатели, фиксирующие эффективность конструктивных решений с точки зрения обеспечения минимальных затрат труда и средств на ее изготовление, эксплуатацию и ремонт.
Эксплуатационные показатели (надежность, эргономические и эстетические характеристики).
Для большей оценки качества машины большое значение имеет ее работоспособность, под которой понимается такое состояние изделия, при котором оно способно выполнять заданные функции, сохраняя значения требуемых параметров в пределах установленных нормативно-технической документацией. В связи с этим одной из основных характеристик машин является их надежность.
Надежность - это свойство изделия сохранять во времени свою работоспособность (ГОСТ 13377 – 75).
Отказ – это событие, заключающееся в нарушении работоспособности изделия. Время работы изделия до отказа, выраженное в часах называется наработкой до отказа (является случайной величиной).
Срок службы изделия, определяемый его наработкой до достижения предельного регламентированного состояния (предельный износ) называется ресурсом.
Ресурс в отработанных часах или допустимый срок службы изделия (в календарных часах), является неслучайной величиной (регламентированное время работы изделия, определяющее его долговечность).
Надежность изделия – это обобщенное свойство, которое включает в себя понятия безотказности и долговечности.
Безотказность – это свойство изделия непрерывно сохранять работоспособностьв течении некоторого периода времени или некоторой наработки.
Долговечность – это свойство изделия сохранять работоспособность до наступления предельного состояния, т.е. в течении всего периода эксплуатации при установленной системе технического обслуживания и ремонтов.
ПРОИЗВОДСТВЕННО-ТЕХНИЧЕСКИЕ ПОКАЗАТЕЛИ:
1.Трудоемкость, определяется продолжительностью изготовления изделия при нормальной интенсивности труда в часах.
2.Станкоемкость – характеризуется продолжительностью времени в течении которого должны быть заняты станки или другое оборудование для изготовления всех деталей изделия (единичное измерение – станко-час).
3.Конструкторская преемственность изделия – это свойство изделия, использования в нем деталей и сборных единиц, применяемых или применявшихся в других изделиях.
4.Технологическая преемственность изделия – это свойство изделия, использование применяемых на предприятии технологических процессов, отдельных технологических операций и средств технологического оснащения для его изготовления или ремонта.
Одним из важнейших показателей качества машин изделий является: точность.
Под точностью машины понимается степень ее приближения к геометрически правильному ее прототипу.
Поскольку исполнительные поверхности машины должны осуществлять относительное движение, необходимое для выполнения машиной своего служебного назначения, поэтому одним из основных показателей, характеризующих точность машины является точность относительного движения.
Точность относительного движения – это максимальное приближение действительного характера движения исполнительной поверхности к теоретическому закону движения поверхности, выбранного с учетом назначения проектируемой машины.
Точность относительного движения характеризуется величиной отклонения, на которое устанавливается допуск.
Точность машины характеризуют следующие показатели:
точность относительного движения исполнительных поверхностей машины;
точность расстояний между исполнительными поверхностями;
точность относительных поворотов исполнительных поверхностей;
точность геометрической формы исполнительных поверхностей включая макро и микро неровности;
шероховатость исполнительных поверхностей.
2. Точность в машиностроении и методы ее достижения. Метод пробных проходов и промеров, метод автоматического получения размеров на настроенных станках.
Точность большинства изделий машиностроения и приборостроения является важнейшей характеристикой их качества (при недостаточной точности их изготовления могут возникать дополнительные динамические нагрузки и вибрации, что нарушает нормальную работу машин и приводит к их разрушению).
Повышение точности изготовления деталей и сборки узлов приводит к увеличению долговечности и надежности эксплуатации машин. Требования к точности машин постоянно возрастают.
Например: при изготовлении плунжерной пары зазор S=2-3мкм, т.е. допуск на отдельные детали Tдет=1-2мкм.
В сопряжении ответственных допуск зазора от 0.6 до 1мкм. При повышении точности деталей шарикоподшипника и уменьшение его зазора от 20 до 10мкм срок службы его увеличивается с 750 до 1200 часов.
Важное значение повышения точности имеет и для процесса производства изделий.
Повышение точности заготовок снижает трудоемкость обработки, уменьшение припуска на механическую обработку, приводит к экономии металла. Получение точных и однородных заготовок на всех операциях технологического процесса является непременным условием автоматизации обработки и сборки.
При решении проблемы точности машиностроении технолог должен обеспечить: требуемую конструктором точность изготовления деталей и сборки машины при одновременном достижении высокой производительности и экономичности изготовления.
Под точностью детали понимается ее соответствие требованиям чертежа: по размерам, геометрической форме, правильности взаимного расположения обрабатываемых поверхностей и по степени шероховатости.
Заданную точность можно достигнуть одним из 2-х принципиально отличных методов:
пробных проходов и промеров;
методом автоматического получения размеров на настроенных станках.
МЕТОД ПРОБНЫХ ПРОХОДОВ И ПРОМЕРОВ
сущность метода заключается в том, что к обрабатываемой поверхности заготовки, установленной на станке, подводят инструмент и с короткого участка заготовки снимают стружку (пробную). После этого станок останавливают, делают замер полученного размера, определяют величину его отклонения от чертежа и вносят поправку в положение инструмента (по лимбу). Затем вновь производят пробную обработку (проход) участка заготовки, новый замер полученного размера и при необходимости вносят новую поправку. Таким образом, путем пробных проходов и промеров устанавливают правильное положения инструмента относительно заготовки, при котором обеспечивается требуемый размер. После этого обрабатывают заготовку по всей длине. При обработке следующей заготовки всю процедуру повторяют.
При методе пробных проходов и промеров часто применяют разметку (специальный инструмент – чертилки, штангенрейсмусы) наносят тонкие линии, показывающие контур детали.
ДОСТОИНСТВА МЕТОДА РОБНЫХ ПРОХОДОВ И ПРОМЕРОВ:
1) при неточном оборудовании позволяет получать высокую точность обработки; могут быть устранены погрешности заготовки, возникающие при ее обработке на неточном станке;
2) при неточной заготовке позволяет правильно распределить припуск и предупредить брак;
освобождает рабочего от необходимости изготовления точных и дорогостоящих приспособлений (типа кондукторов).
Недостатки метода пробных проходов и промеров:
зависимость достигаемой точности от минимальной толщины снимаемой стружки (при токарной обработке доведенными резцами t>=0.005мм, при точении заточенными резцами t=0.02мм). Очевидно, что рабочий не может внести в размер заготовки, поправку меньше толщины снимаемой стружки, а следовательно и гарантировать получение размера с погрешностью меньше этой толщины;
появление брака по вине рабочего, от внимания которого зависит достигаемая точность обработки;
производительность обработки из-за больших затрат времени на пробные проходы, промеры и разметку;
высокая себестоимость обработки детали (в следствии низкой производительности и высокой квалификации рабочего, требующая повышенной оплаты труда).
Метод пробных проходов и промеров не пользуется как правило, при единичном и мелкосерийном производстве изделий, в опытном производстве, ремонтных и инструментальных цехах. Особенно он применяется в тяжелом машиностроении.
В серийном производстве применяется для получения годных деталей из неполноценных исходных заготовок (спасение брака по литью и штамповке). В крупносерийном производстве главным образом при шлифовании.
МЕТОДЫ АВТОМАТИЧЕСКОГО ПОЛУЧЕНИЯ РАЗМЕРОВ НА
НАСТРОЕННЫХ СТАНКАХ
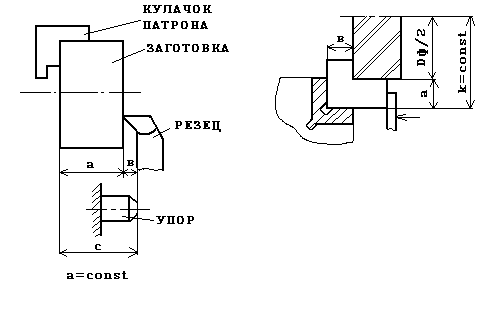
При обработки заготовок по методы автоматического получения размеров станок предварительно настраивают таким образом, чтобы требуемая от заготовок точность достигалась автоматически, т.е. независимо от квалификации и внимания рабочего.
Размер a=c-b, где c- расстояние от торца зажимного приспособления до упора;
b – расстояние от поверхности упора до вершины лезвия резца.
k и b – размеры=const.
Следовательно, при использовании этого метода получения размеров на настроенных станках задача обеспечения требуемой точности обработки переносится с рабочего оператора на настройщика, выполняющего предварительную настройку станка и на инструментальщика, изготавливающего специальные приспособления и на технолога, назначающего технологические базы и размеры, а также конструкцию приспособления.
К преимуществам метода автоматического получения размеров относятся:
повышение точности обработки и снижение брака, точность не зависит от минимально возможной толщины снимаемой стружки (т.к. припуск на обработку устанавливается заведомо больше этой величины) и от квалификации и внимательности рабочего;
рост производительности обработки за счет устранения потерь времени на предварительную разметку и осуществление пробных проходов и промеров;
рациональное использование рабочих высокой квалификации, работу на настроенных станках могут производить ученики и малоквалифицированные рабочие – операторы.
Повышение экономичности производства за счет выше перечисленных преимуществ.
Применяется в серийных и массовых производствах. Каждый из перечисленных методов достижения заданной точности неизбежно сопровождается погрешностями обработки, вызываемыми различными причинами систематического и случайного характера.
3.Методы решения размерных цепей. Метод решения размерных цепей, обеспечивающих полную взаимозаменяемость: прямая и обратная задачи (способ равных допусков, способ допусков одного квалитета точности; преимущества и недостатки метода полной взаимозаменяемости).
Расчет размерных цепей – обязательный этап конструирования машин, способствующий повышению качества, обеспечению взаимозаменяемости и снижению трудоемкости их изготовления. Сущность решения размерной цепи заключается в установлении допусков и предельных отклонений всех ее размеров исходя из требований конструкции и технологии. При этом различают две задачи:
Обратная задача – определение номинального размера и допуска (предельных отклонений) замыкающего звена по заданным номинальным размерам и предельным отклонениям составляющих звеньев (такая задача возникает в тех случаях, когда требуется проверить соответствие допуска замыкающего размера допуском составляющих размеров, проставленных на чертеже, - проверочный расчет);
Прямая задача – определение допуска и предельных отклонений составляющих размеров по заданным номинальным размерам всех размеров цепи и заданным предельным размером исходного размера (такого типа задачи ставятся при проектном расчете размерной цепи).
Существуют следующие методы решения размерных цепей:
метод полной взаимозаменяемости (по max и min);
теоретико –вероятностный (не полной взаимозаменяемости или частичной);
способ группового подбора при сборке (селективная сборка);
способ регулирования;
способ пригонки.
Чтобы обеспечить полную взаимозаменяемость, размерная цепь решается по методу max и min, при котором допуск замыкающего размера определяется арифметическим сложением допусков составляющих размеров.
Различают две задачи:
Первая задача. У детали вначале обрабатывается плоскость 1, затем по настройке от этой базы – плоскость 2, в размер А2=28 0.14 мм и плоскость 3 в размер А1= 60 0.2 мм.
В технологической линейной размерной цепи размер А является замыкающим; его величина зависит от действительных размеров А1(увеличивающего) и А2 (уменьшающего):
![]() .
.
В общем случае при n увеличивающих и p уменьшающих размерах уравнение размерной цепи можно представить в виде
 (5.1)
(5.1)
По уравнению (5.1) определяется номинальный размер замыкающего звена линейной размерной цепи через номинальные размеры составляющих звеньев этой цепи. Оно будет справедливо и в том случае, когда вместо номинальных взяты значения соответствующих действительных размеров размерной цепи.
Составляющие размеры могут изменяться в установленных допусками пределах. При сочетании наибольших увеличивающих и наименьших уменьшающих составляющих размеров А будет иметь наибольшее значение, а при сочетании наименьших увеличивающих и наибольших уменьшающих составляющих размеров – наименьшее значение т.е.
 (5.2)
(5.2)
 (5.3)
(5.3)
Учитывая, что разность между max и min предельными размерами есть допуск, получаемый:
Если принять общее количество звеньев в цепи равным m, а общее количество составляющих звеньев равным m-1=n+p, то
 (5.4)
(5.4)
Пример: при А1=0,40 мм и А2=0,28 мм допуск замыкающего размераА= 0,4+ 0,28 = 0,68 мм.
Равенство (4) показывает также, что в каждый момент времени погрешность замыкающего звена равна алгебраической сумме погрешностей всех составляющих звеньев цепи. Поэтому, чтобы обеспечить наименьшую погрешность замыкающего звена, размерная цепь должна состоять из возможно меньшего числа звеньев, т.е. необходимо при конструировании изделий соблюдать принцип кратчайшей цепи. Кроме того, порядок обработки и сборки деталей нужно строить (если это возможно) таким образом, чтобы замыкающим размером являлся менее ответственный размер, (его погрешность будет наибольшей).
Определение предельных отклонений замыкающего размера
![]()
или
![]() (5.5)
(5.5)
В то же время
![]() (5.6)
(5.6)
Вычитая из уравнения (5) уравнение (6), получаем
![]()
В общем случае это уравнение можно представить в виде
 (5.7)
(5.7)
аналогично
 (5.8)
(5.8)
Пользуясь уравнением (7) и (8), определяем предельные значения замыкающего размера для нашего примера
![]()
![]()
![]()
![]()
![]()
таким образом А=320,34 А=Анаиб-Анаим=32,34-31,66=0,68 мм. Как видим, допуск замыкающего размера равен сумме допусков составляющих размеров, т.е. уравнение (4) удовлетворено.
На основании уравнения (4) напишем формулу для определения допуска любого составляющего размера при условии, что известны допуски и предельные отклонения остальных размеров цепи, включая и замыкающий размер:
 (5.9)
(5.9)
где суммируется допуски всех составляющих звеньев, кроме звена С.
Вторая задача. Такая задача встречается на практике чаще. При заданной точности сборки (величине допуска исходного размера) – обеспечить выполнение машиной ее служебного назначения. Точность составляющих размеров должна быть такой, чтобы гарантировалась заданная точность исходного (функционального) размера. Эту задачу можно решить двумя способами:
1.Способ равных допусков.
Применяют, если составляющие размеры являются величинами одного порядка (например, входят в один интервал диаметров) и могут быть выполнено с примерно одинаковой экономической точностью. В этом случае можно условно принять
![]()
Тогда из уравнения (4) получим
![]() ;
;
откуда
![]() (5.10)
(5.10)
Полученный средний допуск ТсрАi корректируется для некоторых составляющих размеров в зависимости от их величины, конструктивных требований и технологических трудностей изготовления, но так чтобы удовлетворялось уравнение (4). При этом, как правило, надо использовать только стандартные поля допусков, желательно предпочтительного применения.
Способ равных допусков прост, но достаточно точен, т.к. корректировка допусков составляющих размеров произвольна.
2. Способ допусков одного квалитета точности.
При таком способе предполагают, что все составляющие цепь размеры могут быть выполнены по одному квалитету точности, а допуски составляющих размеров зависят от их номинального значения. Требуемая степень квалитета точности определяется следующим образом.
Величина
допуска каждого размера равнаТ=аi,
где i – единица допуска.
Для размеров от 1 до 500 мм![]() ,
где Аiср –
средний размер для интервала диаметров
по ГОСТ ( ), к которому относится данный
линейный размер. Тогда
,
где Аiср –
средний размер для интервала диаметров
по ГОСТ ( ), к которому относится данный
линейный размер. Тогда
![]()
где аi – число единиц допуска, содержащееся в допуске данного i-го размера звена.
Далее в соответствии с уравнением (5.4) можно написать
откуда
 ;
(5.11)
;
(5.11)
где ТА - в мкм; Аiср – в мм.
По аср выбирают ближайший квалитет точности.
Число единиц допуска аср, полученное по формуле (5.11) в общем случае не будет равняться какой-либо из величин а, определяющих квалитет точности по ГОСТ 25347-82. Поэтому, выбрав ближайший квалитет точности и найдя по таблицам ГОСТ величины допусков составляющих размеров в соответствии с их номинальной величиной, корректируют их значения, учитывая конструктивно-эксплуатационные требования и возможность применения такого процесса изготовления, экономическая точность которого близка к требуемой точности размеров. Допуски для охватывающих размеров рекомендуется определять, как для основного отверстия, а для охватываемых – как для основного вала.
После нахождения величин допусков А1, А2, … , Аm-1 по заданным величинам В.О.А и Н.О.Аопределяются величины и знак верхних и нижних отклонений составляющих размеров max, чтобы они удовлетворяли уравнениям (5.7) и (5.8).
Решение второй задачи (обратной) способом назначения допусков одного квалитета точности является более обоснованным по сравнению со способом равных допусков. Примеры на практических занятиях.
Основными преимуществами метода полной взаимозаменяемости является:
Наибольшая простота достижения требуемой точности замыкающего звена, т.к. построение размерной цепи сводится к простому соединению всех составляющих ее звеньев. Например, использование этого метода при сборке превращает сборку в простое соединение деталей;
Простота нормирования процесса во времени, при помощи которых достигаются требуемая точность замыкающего размера;
Относительная простота механизации и автоматизации технологических процессов;
Возможность кооперирования различных цехов и отдельных заводов.
Эти преимущества способствуют широкому использованию метода полной взаимозаменяемости. Однако, он может оказаться экономически целесообразным лишь для машин не высокой точности или для цепей, цепей состоящих из малого количества звеньев. В других случаях, особенно при расчете точности негеометрических параметров, допуски могут быть чрезмерно жесткими и технологически трудновыполняемыми; при установлении же технологически выполняемых допусков может получиться, что
В таких случаях допуски рассчитываются другими методами.
4.Случайные погрешности обработки. Кривые распределения и оценка точности обработки (полигон распределения, законы Гаусса, равной вероятности, Симпсона, Релея). Точечные диаграммы и их применение для исследования точности обработки.
Случайные погрешности – это погрешность, которая для разных заготовок рассматриваемой партии имеет различные значения, причем ее появление не подчиняется никакой видимой закономерности.
В результате возникновения случайных погрешностей происходит рассеяние размеров заготовок, обработанных при одних и тех же условиях. Рассеяние размеров вызвано совокупностью многих случайных причин: колебание твердости обрабатываемого материала и величины снимаемого припуска; изменения положение заготовки в приспособлениях, связанное с погрешностью ее базирования и закрепления или обусловленные неточностью приспособления; неточность установки положения суппортов по упорам и лимбам; т.д.
Для выявления и анализа закономерностей распределения размеров деталей при их рассеянии применяются методы математической статистики.
КРИВЫЕ РАСПРЕДЕЛЕНИЯ И ОЦЕНКА ТОЧНОСТИ ОБРАБОКИ
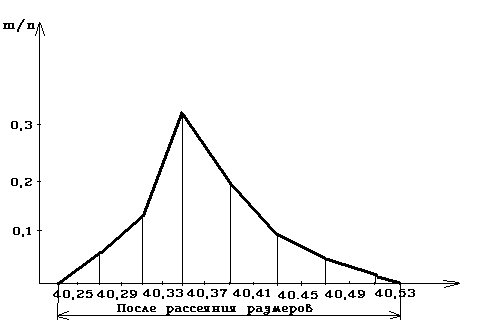
Математическая статистика была точной научной базой, на которой начали проводить первые исследования точности технологических процессов. Первым шагом в этом направлении было изучение и анализ кривых распределения. Построение кривых распределения производится следующим образом. Всю совокупность измерений (точность измерения должно быть не ниже 0.1 допуска (разброса значений) исследуемой величины) интересующей нас величины ( например, какого-либо размера в партии заготовок, обработанных при определенных условиях) разбивают на ряд групп: в каждую группу входят величины, результаты измерения которых находятся в пределах установленного интервала. Интервалы, число которых обычно берут в пределах 7-11, откладывают по оси абсцисс, а количество размеров, присоединяющиеся на каждый интервал, по оси ординат.
После соединение нанесенных на график точек получают ломаную линию, называемую полигоном распределения.
В место абсолютного количества m деталей в каждом интервале по оси ординат откладывают отношение этого количества к общему количеству n, деталей в партии; данное отношение называется относительной частотой или частостью.
На рисунке показан полигон распределения диаметральных размеров колец, подвергнутых предварительному обтачиванию; из него видно, что на средние интервалы размеров приходится большее количество колец. При увеличении количества деталей в партии, сужение интервалов и увеличения их числа ломанная линия приближается к плавной кривой.
В качестве самой приближенной меры точности исследуемого процесса обработки может служить поле рассеяния размеров. Величину поля рассеяния можно брать по полигону распределения или по таблице измерения исследуемых значений. Чем уже поле рассеяния, тем точнее исследуемый технологический метод.
Числовые характеристики случайных величин
При решении практических вопросов определения случайных погрешностей, зачастую достаточно указать только числовые характеристики (параметры) распределения случайных величин.
Они в сжатой форме выражают наиболее существенные особенности распределения, значительно облегчаются решение многих вероятностных задач.
Характеристики положения: математическое ожидание, мода, медиана.
Эти характеристики указывают некоторое среднее ориентировочное значение около которого группируются все возможные значения случайные величины.
Пусть имеются набор случайных величин хiсоответствующей некоторому процессу и их вероятности рi. Средневзвешенное значение этих величин называют математическим ожиданием которое определяют по формуле.
Так
как
![]() то
то ![]() (1)
(1)![]()
Наглядное
представление. Пусть по оси абсцисс
расположены материальные точки с
координатами х1,
х2,
…, хnс
массами р1,р2,
…,рn,
причем суммарная масса = 1, то
![]() - есть абсцисса центра тяжести.
- есть абсцисса центра тяжести.
При
уменьшении интервалов
![]() до
нуля.
до
нуля.
Сумма (1) стремится к интегралу. Поэтому математическое ожидание непрерывной случайной величины равна
![]()
где f (x) – плотность распределения случайной величины.
Математическое ожидание для упрощения обозначают еще и Мх.
Мода – это ее наиболее вероятное значение
Рi f (x)

М х М х
Если кривая имеет более одного максимума, то такое распределение называется полимодальным.
Рi f (x)
х х
Если распределение имеет не максимум, а минимум, то распределение называется антимодальным.
Рi f (x)
х М х
В общем случае мода и медиана не совпадают, а совпадают только, когда распределение случайной величины – симметрично.
Медиана. Это такое ее значение Ме для которого
![]() т.е.
одинаково вероятно, окажется случайная
величина меньше или больше Ме.
т.е.
одинаково вероятно, окажется случайная
величина меньше или больше Ме.
Г еометрическая
интерпретация:
еометрическая
интерпретация:
S1 = S2
Медиана это абсцисса точки, в которой площадь, ограниченная кривой распределения делится пополам.
Моменты. Дисперсия и среднеквадратное отклонение.
Центрированная случайная величина – отклонение случайной величины х от ее математического ожидания.
![]() (2)
(2)
Математическое ожидание центрированной случайной величины равно нулю.Действительно
![]()
Очевидно, центрирование случайной величины равносильно переносу начала координат в среднюю точку, абсцисса которой равна математическому ожиданию.
Моменты центрированной случайной величины носят название центральных моментов.
Рассмотрим второй центральной момент.
![]()
Относительно произвольно выбранной абсциссы со значением а. Преобразуем это выражение.

приа = mx – полученная величина достигает минимума. Таким образом второй центральный момент из всех вторых моментов является минимальным.
В виду особой важности ему присвоили специальное название – дисперсия (с английского - разброс) и обозначают следующим образом.
![]()
Для непосредственного вычисления дисперсии применяют формулы:
Дисперсия характеризует рассеяния случайной величины относительно математического ожидания. Она имеет размерность квадрата случайной величины. Для того, чтобы пользоваться дисперсией имеющей ту же размерность из нее извлекают квадратный корень
![]()
Которое называют среднеквадратичным отклонением. Для упрочнения записи среднеквадратичное отклонение и дисперсию обозначают через σх, Дх.
Третий центральный момент. Служит для характеристики асимметрии распределения. Действительно в сумме
![]()
при суммарном относительно mx законе распределения и нечетном S, каждому положительному значению слагаемого соответствует равное ему по абсолютной величине отрицательное слагаемое, поэтому вся сумма равна нулю, что то же самое справедливо и для интеграла
![]()
как интеграл в симметричных пределах от нечетной функции. При малейшем отклонении от симметрии, как сумма, так и интеграл будут иметь значения отличные от нуля.
Естественно, в качестве характеристики асимметрии принять один из нечетных моментов. Простейшие из них имеют размерность куба. Чтобы получить безразмерный коэффициент асимметрии значение μ3 делят на куб среднеквадратичного отклонения.
![]()
f (x)
(x)
m1m2 x
1 – положительная асимметрия Sk>0;
2 – отрицательная асимметрия Sk<0.
Четвертый центральный момент – определяет крутость или островершинность. Эти свойства описываются коэффициентом называемым эксцессом.
![]()
f(x)
mx х
число 3 вычитается потому, Что для нормального распределения величина
![]()
Многочисленные исследования показали, что в технологии машиностроения распределение размеров чаще всего происходит по нормальному закону или закону Гаусса.
Она является результатом действия большого числа различных факторов с одинаковой по интенсивности своего влияния, этому закону подчиняются многие непрерывные случайные величины: размеры деталей, обработанных на настроенных станках; вес заготовок и деталей машин; твердость и другие характеристики механических свойств материала; высота микронеровностей на обработанных поверхностях; погрешности измерений и другие величины.
Кривая Гаусса выражается следующим уравнением:
 ;
;
где - среднее квадратическое отклонение аргумента;
е – основание натуральных логарифмов;
a – значение абсциссы, при которой ордината yкривой достигает max.
Величина, а является центром распределения (группирование) аргумента и в тоже время его средней арифметической.
Закон Гаусса двухпараметрический (параметр и а).
Ординаты вершины кривой x=а
![]()
Точки перегиба кривой лежат на расстояниях от ее оси симметрии. Их ординаты
![]() -
-
Величина среднего квадратичного отклонения , являющаяся мерой точности характеризует форму кривой распределения. При малых значениях точность исследуемого метода повышается и кривая получается сильно вытянутой вверх с малым полем рассеяния. При больших значениях кривая получается очень пологой и поле рассеяния растет.
Определение по результатам измерений производится по следующей формуле
 ,
,
где n-количество произведенных измерений (рекомендуется брать равным 50)
xi- значение текущего измерения;
xср- среднее арифметическое из произведенных измерений;
 ,
,
Геометрически кривая нормального распределения простирается в обе стороны вдоль оси абсцисс беспредельно, асимптотически приближаясь к этой оси, как это видно из рис.
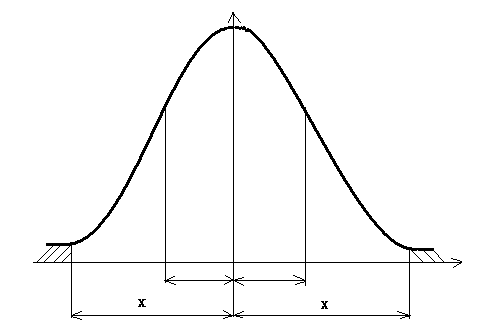
Для теоретических расчетов предельные отклонения (при использовании нормального закона рассеяния), выражаемое в долях среднеквадратического отклонения (x), ограничивают обычно величинами x=3.
При этих значениях x; 99,73% отклонений случайной величины попадают в область внутри установленных пределов и 0,27% выходят из них.
Таким образом, вычислив по данным наблюдений значение , можно охарактеризовать точность исследуемого метода произведением 6. В этом случае мы имеем практически 100-процентную годность обрабатываемых деталей, т.к. вероятное количество брака менее 0,3%.
Кроме закона Гаусса встречаются другие законы распределения размеров обрабатываемых деталей в партии.
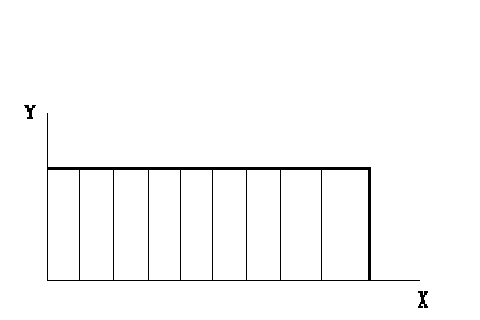
Если на выполняемый размер оказывает влияние систематическая равномерно возрастающая погрешность (погрешность, вызываемая размерным износом режущего инструмента) протекающая по закону прямой, то распределение происходит по закону равной вероятности.
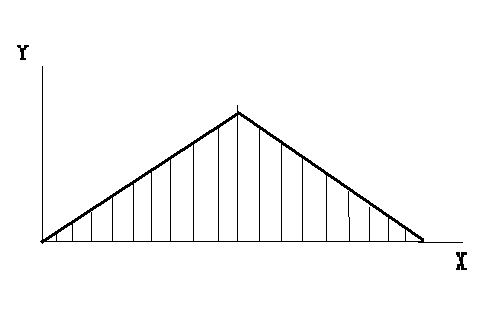
Если на выполняемый размер влияет закономерно изменяющаяся погрешность, возрастающая сперва замедленно, а затем ускоренно, то распределение размеров проходит по закону треугольника (Симпсона).
Это распределение может иметь место при совместном действии размерного износа режущего инструмента с сильно выраженной фазой начального износа и увеличения силы резания в конце стойкости инструмента в результате его прогрессирующего затупления.
Рассмотрим кривые распределения погрешностей взаимного положения и погрешностей формы поверхностей обработанных деталей. Эти погрешности являются положительными величинами, они изменяются от нуля до определенного значения. Кривая распределения эксцентриситетов R ступенчатых цилиндрических деталей имеет несимметричную форму.
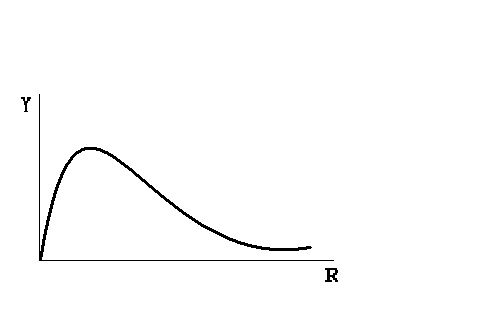
Закон эксцентриситета (закон Релея)
Характер изменения кривой говорит о том, что деталей с нулевым эксцентриситетом нет; большая часть деталей имеет средний по величине эксцентриситет; деталей с большим эксцентриситетом имеется мало.
Закону эксцентриситета (закону Релея) следует также распределение значений непараллельности и неперпендикулярности двух плоскостей; неперпендикулярность оси детали к ее торцовой поверхности; разностенность полых деталей (при нефиксированной плоскости измерения). Этот закон однопараметрический. Среднеарифметическое значение Xcp эксцентриситетов R связано со среднеквадратичным отклонением постоянным соотношением
Хср=1,92.
Систематическая постоянная погрешность не оказывает влияния на форму кривой распределения. Влияние этой погрешности сказывается лишь в том, что кривая распределения сдвигается вправо на величину с этой погрешности.
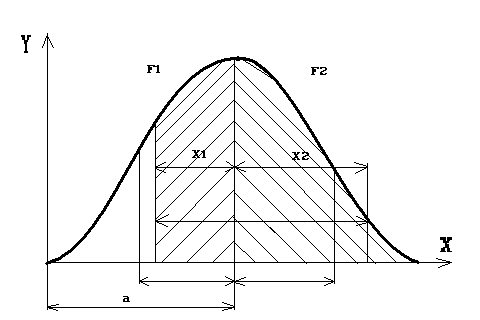
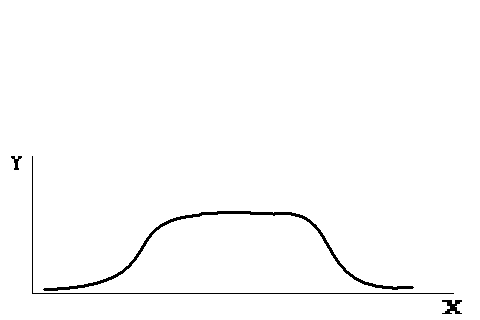
Если на ряду со случайными имеются и систематические закономерно изменяющиеся погрешности, то кривая распределения искажается. Так в качестве примера показана кривая, представляющая собой композицию кривой Гаусса и кривой равномерной вероятности. Эта кривая может получиться в том случае, когда на точность обработки оказывает сильное влияние размерный износ инструмента.
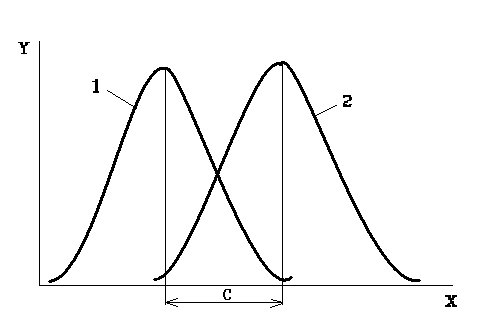
Кривая распределения для двух одинаковых партий деталей, обработка которых производится при двух различных настройках станка, получается двухвершинной. Для нескольких настроек может получиться многовершинная кривая.
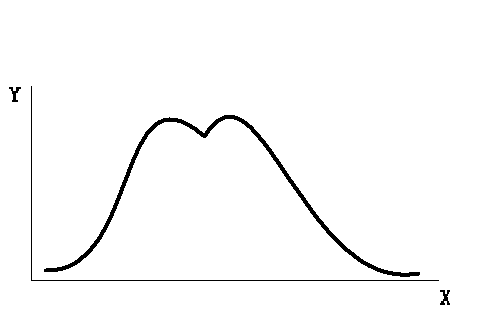
При большом количестве настроек многовершинностьсглаживается и кривая приобретает форму кривой нормального распределения, но с более широкой базой. Увеличение ширины базы происходит на величину погрешности настройки н.
Статический метод исследования на базе кривых распределения дает возможность объективно оценить точность различных способов механической обработки. Данный метод универсален. Его можно применить для исследования точности выполнения заготовок, сборочных операций, операций технического контроля, а также для целого ряда таких специфических операций, как балансировка, холодная правка и пр.. Он особенно удобен (а часто и незаменим) в тех случаях, когда механизм явления не изучен. Целесообразно применять его также для практической проверки результатов и выводов, полученных на основе расчетно-аналетического метода.
К существенным недостаткам этого метода относится, то, что он не вскрывает сущность физических явлений и фактов, влияющих на точность обработки, а также то, что на его базе не выявляются конкретные возможности повышения точности. Метод фиксирует результаты законченного этапа, т.е. «обращен в прошлое». Полученные ранее значения не могут быть использованы, если в условиях выполнения данной операции произошли изменения (режим резания, способ установки заготовки и т.п.). В этом случае необходимо определить новое значение .
4.3.2. ТОЧЕЧНЫЕ ДИАГРАММЫ И ИХ ПРИМЕНЕНИЕ ДЛЯ
ИССЛЕДОВАНИЯ ТОЧНОСТИ
Другой метод исследования точности основан на построении точечных диаграмм. По горизонтальной оси откладывают номера обрабатываемых деталей или номера групп деталей в той последовательности, как они сходят со станка. По вертикальной оси в виде точек откладывают результаты измерений деталей или среднеарифметическое значение размеров деталей входящих в каждую группу
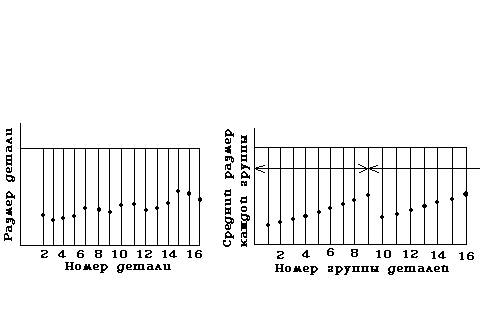
Сущность метода точечных диаграмм заключается в том, что в процессе изготовления данной продукции периодически берут пробы в количестве от двух до десяти деталей . Результаты измерений этих деталей, проводимых универсальными инструментами немедленно обрабатывают и наносят на специальную (контрольную) диаграмму.
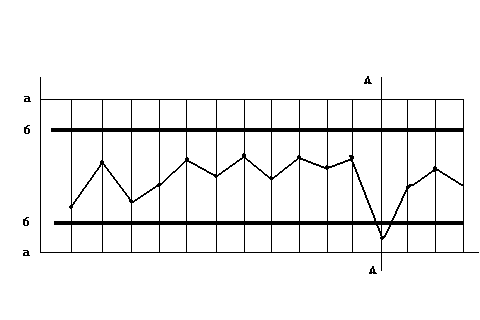
На этой диаграмме предусмотрены параллельные прямые aи a, определяющие границы поля допуска, и прямые б и б, определяющие поле рассеяния средних групповых значений и называющиеся контрольными прямыми. Место контрольных прямых находят на основе теоретических положений статического контроля, рассматриваемых в специальных курсах и литературах.
Анализ диаграммы представленный на рисунке
Вначале процесс обработки протекает нормально и ломаная линия не выходит за пределы контрольных прямых. При контроле группы A установлен выход ломаной линии за пределы контрольных границ. Это служит сигналом для поднастройки станка регулированием, или сменой инструмента, или проверки положения упоров.
Применением статического контроля предупреждается брак, т.к. контролируется не вся совокупность уже изготовленных деталей (как при обычных способах контроля), а правильность выполнения самого технологического процесса при обнаружении отклонения своевременно применяют меры для их устранения. При статическом контроле значительно сокращается количество контролеров, т.к. выборочной проверке подвергаются только 5-10% продукции.
5.Классификация и выбор технологических баз (конструктивная, измерительная, технологическая, установочная, опорная, поверочная, основная, вспомогательная базы).
Базирование - придание заготовке или изделию требуемого положения относительно выбранной системы координат.
Согласно теоретической механике, требуемое положение или движение твердого тела относительно выбранной системы координат достигается наложением геометрических или кинематических связей.
База - поверхность или выполняющее ту же функцию сочетание поверхностей, ось, точка, принадлежащая заготовке или изделию и используемая для базирования.
Общая классификация баз
Все многообразие поверхностей деталей сводится к четырем видам:
1) исполнительные поверхности - поверхности, при помощи которых деталь выполняет свое служебное назначение;
2) основные базы - поверхности, при помощи которых определяется положение данной детали в изделии;
3) вспомогательные базы - поверхности, при помощи которых определяется положение присоединяемых деталей относительно данной;
4) свободные поверхности - поверхности, не соприкасаемые с поверхностями других деталей.
Общая классификация баз имеет следующий вид:
А. По назначению – конструкторская, основная, вспомогательная, технологическая, измерительная;
Б. По лишаемым степеням свободы: установочная, направляющая, опорная, двойная направляющая, двойная опорная;
В. По характеру проявления: скрытая, явная,
По назначению
Конструкторская база - база, используемая для определения положения детали или сборочной единицы в изделии.
Основная база - конструкторская база, принадлежащая данной детали или сборочной единице и используемая для определения ее положения в изделии.
I, II, III - комплект основных баз шестерни.
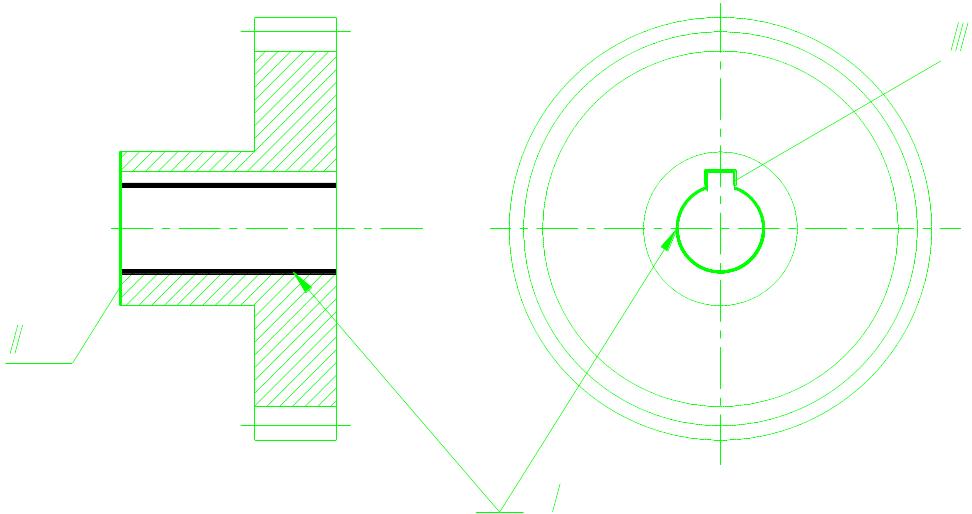
Вспомогательная база - конструкторская база, принадлежащая данной детали или сборочной единице и используемая для определения положения присоединяемого к ним изделия.
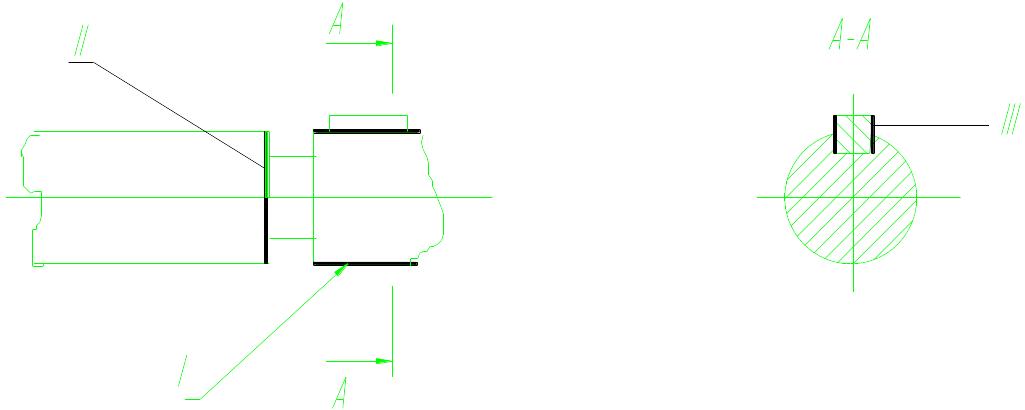
I, II, III - комплект вспомогательных баз вала со шпонкой.
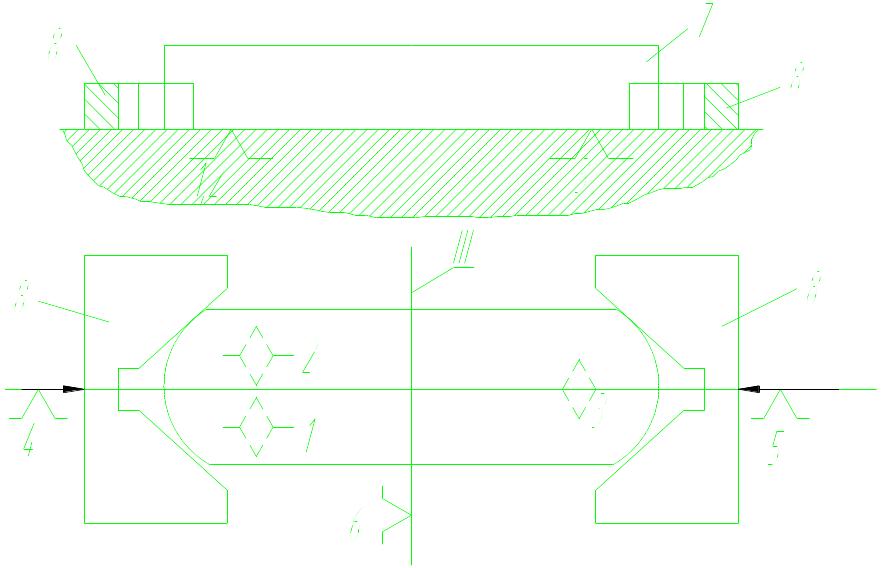
Технологическая база - база, используемая для определения положения заготовки или изделия в процессе изготовления или ремонта.
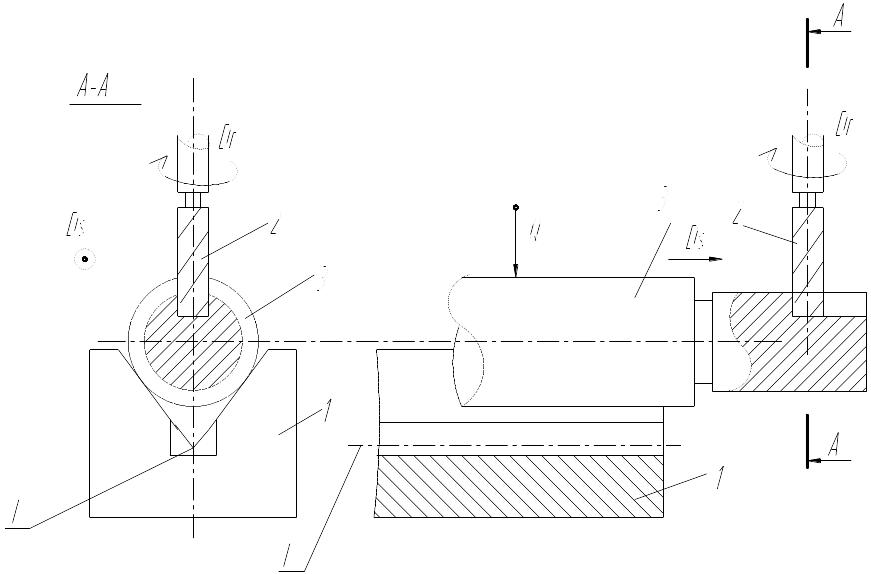
I - технологическая база вала
1 - призма ( элемент приспособления к фрезерному станку);
2 - шпоночная фреза ;
3 - заготовка вала со шпоночным пазом.
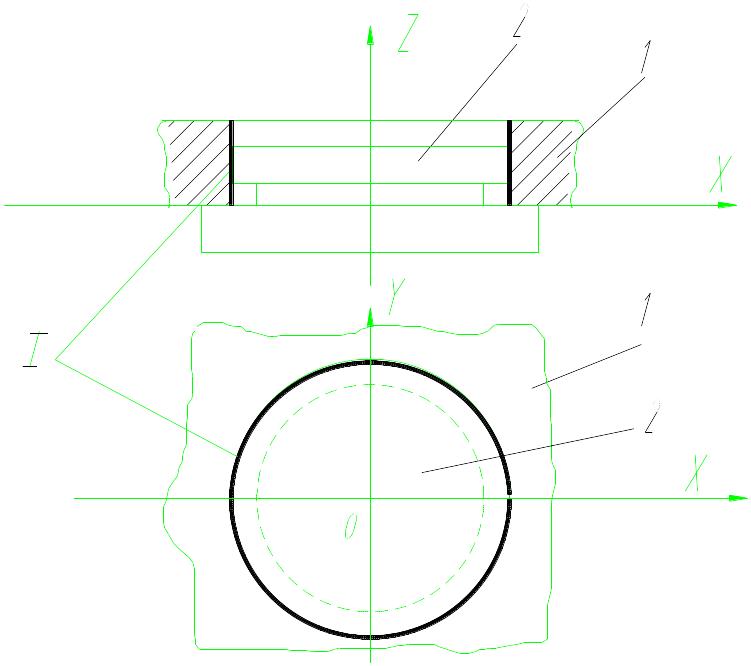
Измерительная база - база, используемая для определения относительного положения заготовки или изделия и средств измерения.
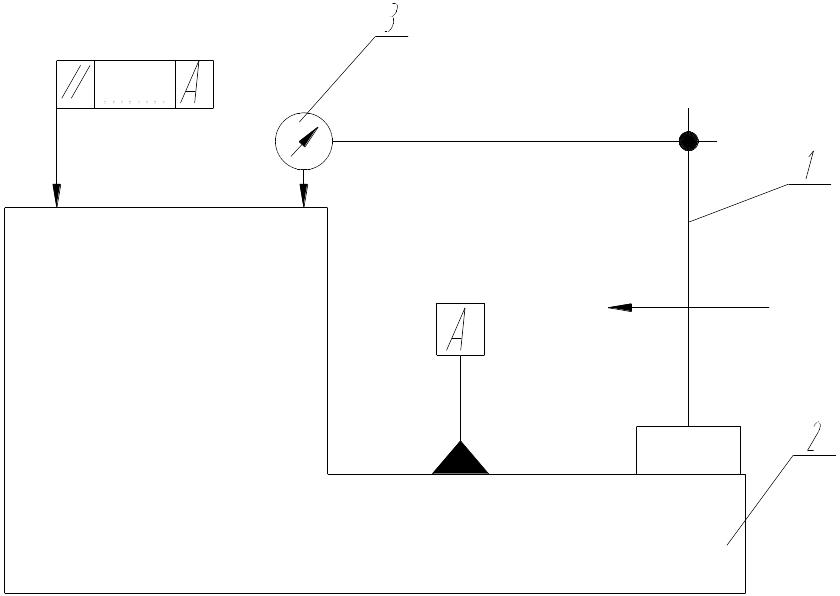
1 - индикаторная стойка
2 - изделие
3 - индикатор ( средство измерения)
А - измерительная база детали.
По лишаемым степеням свободы
Установочная база- база, лишающая заготовку или изделие трех степеней свободы - перемещения вдоль одной координатной оси и поворотов вокруг двух других осей.
Направляющая база- база, лишающая заготовку или изделие двух степеней свободы - перемещения вдоль одной координатной оси и поворота вокруг другой оси.
Опорная база - база, лишающая заготовку или изделие одной степени свободы- перемещения вдоль одной координатной оси или поворота вокруг оси.
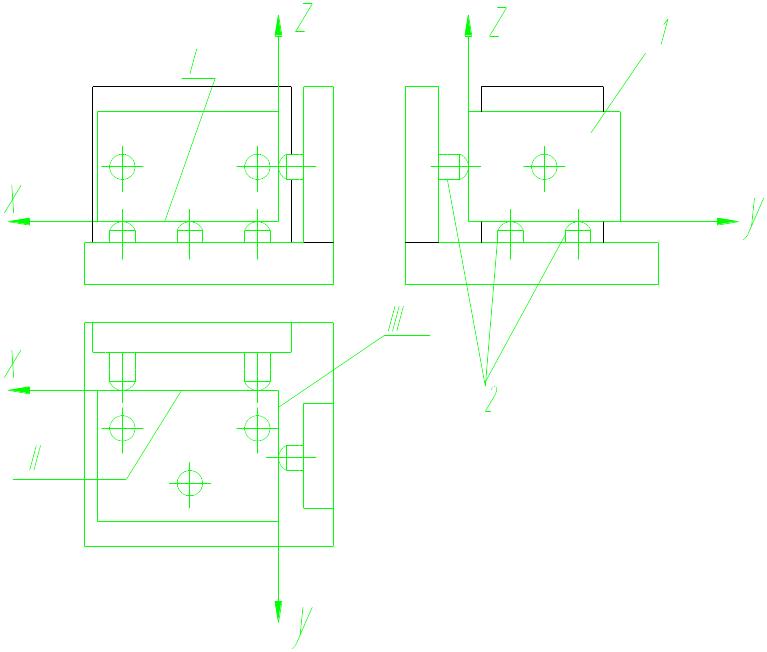
I - установочная база заготовки, лишающая ее перемещения вдоль осиZ и поворотов вокруг осей Х и У;
II - направляющая база заготовки , лишающая ее перемещения вдоль оси У и поворота вокруг оси Z;
III - опорная база заготовки, лишающая ее перемещения вдоль оси X;
1 - заготовка; 2 - опоры приспособления.
Двойная направляющая база - база, лишающая заготовку или изделие четырех степеней свободы - перемещений вдоль двух координатных осей и поворотов вокруг этих осей.
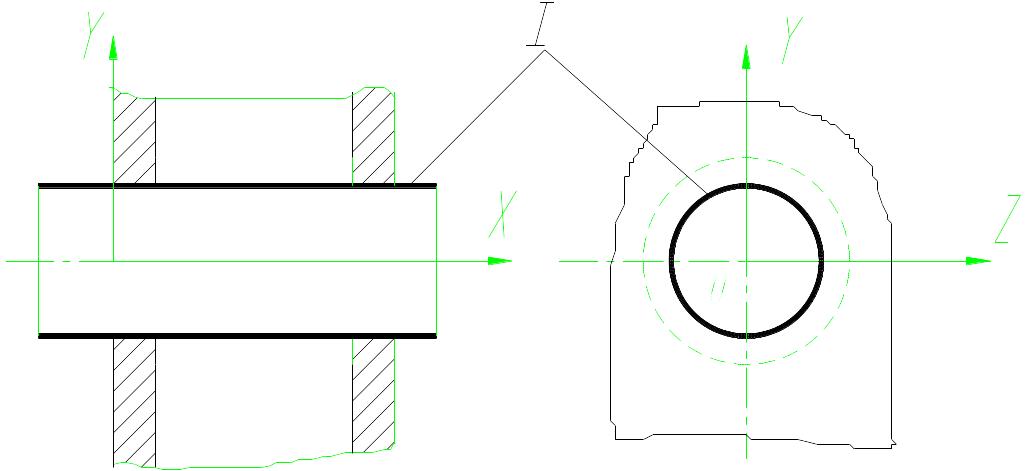
I - двойная направляющая база детали, лишающая ее перемещений вдоль осей Y и Z и поворотов вокруг осей Y и Z.
Двойная опорная база - база, лишающая заготовку или изделие двух степеней свободы - перемещений вдоль двух координатных осей.
I - двойная опорная база заготовки, лишающая ее перемещений вдоль осей X и Y.
1 - заготовка
2 - элемент приспособления
По характеру проявления
Скрытая база - база заготовки или изделия в виде воображаемой плоскости, оси или точки.
Явная база - база заготовки или изделия в виде реальной поверхности, разметочной риски или точки пересечения рисок.
I - установочная явная база заготовки;
II - направляющая скрытая база заготовки;
1 - 6 - опорные точки;
7 - заготовка;
8 - губки самоцентрирующих тисков.
6. Влияние качества поверхности на эксплуатационные свойства деталей машин (зависимости износа от времени, шероховатости поверхности, микротвердости, остаточных напряжений).
Рассмотренные характеристики поверхностного слоя - шероховатость поверхности, структура и наклеп слоя, остаточные напряжения оказывают существенное влияние на такие важные эксплуатационные свойства деталей машин, как износостойкость, статическую, длительную и усталостную прочность, коррозионную стойкость, прочность соединений с натягом.
Шероховатость и волнистость поверхности, структура, фазовый и химические составы поверхностного слоя по-разному влияют на эксплуатационные свойства деталей.
Влияние шероховатости поверхности
Во время начального износа, протекающего в период приработки, происходит изменение размеров и формы неровностей, а также направления обработочных рисок. При этом высота неровностей уменьшается или увеличивается до некоторого оптимального значения, различного для разных условий трения. Задачей конструктора, проектирующего новые машины, является назначение шероховатости трущихся поверхностей, соответствующей ее оптимальному значению, при котором износ и коэффициент трения при данных условиях изнашивания являются наименьшими. Шероховатость и волнистость поверхности для износа не ограничиваются влиянием высоты неровностей и размеров фактической поверхности контакта, а связаны также с шагом и формой неровностей. В период начального износа поверхностей дополнительный зазор в соединении может достигнуть значения допуска на изготовление детали и точность соединения будет полностью нарушена. Вместо требуемого чертежом соединения второго класса точности фактически возникает соединение третьего класса, вместо посадок скольжения появятся ходовые посадки и т. п. Для предотвращения этого необходимо во всех случаях ответственных сопряжений, от которых требуется длительное сохранение установленной конструктором точности, вести обработку деталей при достижении минимальной шероховатости трущихся поверхностей. Высота шероховатости, направление штрихов обработки, форма и шаг неровностей, размеры опорной поверхности и другие геометрические характеристики микрорельефа поверхности оказывают влияние и на другие важные эксплуатационные свойства деталей «машин и приборов, в частности на их контактную жесткость, коррозионную стойкость, отражательную способность, коэффициент теплопередачи, газовую эрозию. В связи с этим необходимо тщательно регламентировать в чертежах основные характеристики шероховатости, а в некоторых случаях и дополнительные характеристики, необходимость которых может быть определена исходя из конкретных особенностей эксплуатации деталей. Вместе с тем чрезвычайно важно осуществлять производственный контроль за выполнением всех требований к шероховатости ответственных поверхностей деталей, установленных чертежом.
Шероховатость поверхности - технологический концентратор напряжений, снижает прочностные характеристики металла независимо от вида напряженного состояния и температуры нагрева (рис. 3).
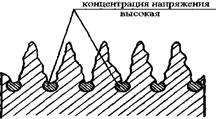 Рис.
3. Схема расположения концентраторов
напряжений на дне впадин микропрофиля
шероховатой поверхности
Рис.
3. Схема расположения концентраторов
напряжений на дне впадин микропрофиля
шероховатой поверхности
Влияние шероховатости поверхности на износостойкость
В 80% случаев потеря служебных характеристик машин: точности, надежности, мощности, производительности и др. происходит вследствие износа трущихся поверхностей подвижных соединений детали.
Износ
протекает постоянно, начиная с момента
работы соединения, но происходит
неравномерно (рис. 4). Различают три
периода:
1.Первичный износ
(приработка) сопряженной пары
характеризуется участком I;
2.Нормальный
износ (эксплуатационный), протекающий
пропорционально времени работы соединения
(участок II)
3.Аварийный износ
трущейся пары характеризуется участком
III. Он наступает вследствие нарушения
кинематических и гидродинамических
условий работы соединения.
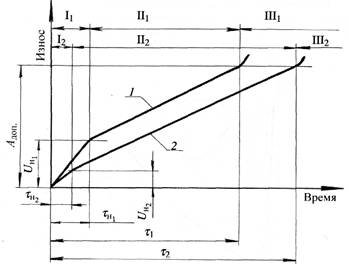 Рис.
4. Износ поверхностей в зависимости от
времени работы сопряжения
1
- с большими
значениями шероховатости;
2-c
меньшими значениями шероховатости.
Рис.
4. Износ поверхностей в зависимости от
времени работы сопряжения
1
- с большими
значениями шероховатости;
2-c
меньшими значениями шероховатости.
Из рис. 4 видно, что при меньшей исходной шероховатости (кривая 2), уменьшается величина начального износа и время приработки. Раньше начинается эксплуатационный (нормальный) износ, который протекает на участке II с такой же интенсивностью как и при большей шероховатости поверхности, сопрягаемой пары (кривая I). В итоге продолжительность сохранения допустимого эксплуатационного зазора - до аварийного износа, значительно возрастает.
Для повышения износостойкости трущихся деталей путем уменьшения первичного износа целесообразно создавать поверхности скольжения, шероховатость которых соответствует шероховатости поверхностей приработанных деталей. На первичный износ сопряженных деталей влияют форма и высота микронеровностей. Зависимость износа от высоты неровностей показана на рис. Кривая 1 получена при сравнительно легких, а кривая 2 - в тяжелых условиях износа
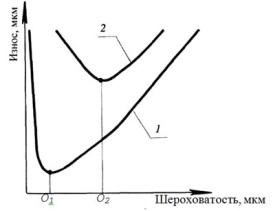 Рис. 5. Зависимость износа от шероховатости
поверхностей
Рис. 5. Зависимость износа от шероховатости
поверхностей
Из рис. 5 видно, что минимальный износ получается не на самых гладких поверхностях, а при некоторых оптимальных значениях неровностей (точки О1 и О2).
На очень чистых, зеркально гладких поверхностях смазка удерживается плохо, вследствие чего возникает сухое трение, которое сопровождается схватыванием сопряженных деталей и увеличением износа.
Влияние методов обработки на формирование физико-механических свойств поверхностного слоя
При обработке лезвийным инструментом - точении, фрезеровании, строгании и т. п. в зоне обработки доминирует силовой фактор. У стальных деталей в поверхностном слое образуется пластически деформированный слой (наклеп), у которого различают три зоны: 1. Зона резко выраженной деформации - дефектный слой с измельченным зерном, значительными искажениями кристаллической решетки, деформированной структурой, наличием механических повреждений с резким повышением твердости материала. 2. Зона деформации с характерной текстурой: вытянутыми в направлении рабочего движения инструмента зернами; наволакиванием одних зерен на другие. Твердость материала в этой зоне заметно снижается по сравнению с прилегающей к поверхности. 3. Зона перехода от наклепа к исходному материалу.
При
доминирующем влиянии силового фактора
в поверхностном слое образуются
напряжения сжатия, уровень и глубина
залегания которых с увеличением глубины
и степени наклепа возрастают (рис. 9).
Это присуще грубым методам обработки.
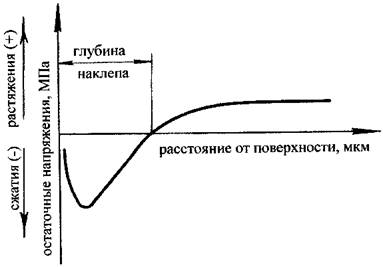 Рис.
9. Характерная эпюра остаточных напряжений
в поверхностном слое
Рис.
9. Характерная эпюра остаточных напряжений
в поверхностном слое
При получистовой и чистовой обработках с изменением режима и других условий, начинает заметно проявляться тепловой фактор и остаточные напряжения под поверхностью могут менять знак, т. е. быть растягивающими.
При черновой и чистовой обработках стальных заготовок пластическая деформация распространяется на глубину от 50 до 300 мкм; при обдирке-до 1000 мкм.
Влияние остаточных напряжений поверхностного слоя
Влияние остаточных напряжений на износостойкость деталей машин неоднократно изучалось различными исследователями. Во многих случаях результаты этих исследований оказались противоречивыми и вопрос длительное время оставался объяснено различной постановкой задач в указанных исследованиях, разнообразием и несовершенством использованной методики эксперимента и в некоторых случаях различием схем напряженного состояния исследуемых образцов, делающих полученные результаты несопоставимыми. Анализ результатов многочисленных исследований состояния поверхностного слоя и его влияния на износостойкость, проведенных за последние годы, позволяет сделать следующие выводы. При трении деталей в металле поверхностного слоя происходят значительные пластические деформации, вызывающие интенсивный наклеп и большие остаточные напряжения сжатия. В начале процесса трения деталей в их поверхностном слое остаточные напряжения, созданные предшествующей обработкой и являющиеся по свой природе упругими, снимаются под действием протекающих пластических деформаций независимо от их знака. Одновременно в поверхностном слое в результате трения возникают остаточные напряжения сжатия, которые зависят от условий трения и пластических свойств трущихся металлов и не зависят от величины и знака остаточных напряжений, созданных предшествующей обработкой и сохранившихся в поверхностном слое до начала трения. Аналогичные исследования образков, имевших до изнашивания сжимающие остаточные напряжения поверхностного слоя, и образцов, не имевших в поверхностном слое никаких напряжений (образцы после отжига в вакууме), позволили построить график изменения величины и знака остаточных напряжений поверхностного слоя в процессе трения. Это показывает, что в процессе трения в поверхностном слое трущейся детали возникают остаточные напряжения сжатия, не связанные с величиной и знаком остаточных напряжений, имевшихся в поверхностном слое до ее изнашивания. Аналогичный вывод о снятии остаточных напряжений пластической деформацией образца был сделан Г. Бюлером, исследовавшим изменение остаточных напряжений в конструкционной стали при ее пластическом деформировании (растяжении и сжатии). Его исследования показали, что при статическом растяжении и сжатии, созданными удельной нагрузкой 4,9 МПа, остаточные напряжения в образцах из стали, имеющей предел текучести 646—666 МПа, резко снижаются. При удельной нагрузке, превышающей предел текучести, и относительной деформации около 0,2% тангенциальные и осевые остаточные напряжения уменьшаются в 10 —20 раз, т. е. практически снимаются. В процессе трения и изнашивания в металле поверхностного слоя протекает такая интенсивная пластическая деформация, которая не может быть создана никакой механической обработкой. Совершенно естественно, что эта пластическая деформация полностью снимает остаточные напряжения в поверхностном слое, сохранившиеся в нем до изнашивания, поэтому такие напряжения не успевают проявить своего влияния на изнашивание деталей. Результаты экспериментальных исследований показывают, что износостойкость деталей, имеющих остаточные напряжения разных знака и величины, практически одинакова. На основании изложенного можно считать установленным, что остаточные напряжения поверхностного слоя детали, возникающие в процессе ее обработки, не влияют на износостойкость. Этот вывод относится только к остаточным напряжениям поверхностного слоя и нормальным условиям трения-скольжения в режиме окислительного износа. Напряженное состояние всего сечения детали (например, растягивающие внутренние напряжения в стенках втулки, напрессованной на другую деталь, растягивающие внутренние напряжения в упруговыгнутой пластинке или сжимающие напряжения в упруговогнутой пластинке) может оказать свое воздействие на характер и интенсивность износа. Возможным является и влияние напряженного состояния при изнашивании в условиях питтинга, при котором большое значение имеют явления усталости металла. На усталостную прочность деталей оказывают большое воздействие остаточные напряжения. Влияние остаточных напряжений на предел выносливости стали особенно велико, когда разница в прочности стали при растяжении и сжатии большая. Поэтому предел выносливости твердых сталей зависит от величины и знака остаточных напряжений особенно сильно, в то время как у мягких и пластичных сталей эта зависимость проявляется в меньшей степени. Аналогичные соотношения были получены рядом других исследователей. При этом эксперименты проводились при комнатных температурах, поэтому выводы не могут относиться к условиям работы деталей в зоне высоких температур. При нагревании деталей, имеющих в поверхностном слое остаточные напряжения, происходит релаксация напряжений и их влияние на предел выносливости устраняется.
7. Основные понятия и определения. (Производственный процесс, техническая и технологическая подготовка производства, календарное планирование, рабочее место, технологическая и вспомогательная операция, переход, проход, рабочий ход, установ, позиция, вспомогательный ход, прием).
Для превращения предметов природы в полезное изделие служит производственный процесс. Производственный процесс включает в себя этапы, которые проходит предмет природы на пути превращения в изделие. Так, например железная руда добывается в шахтах, транспортируется на металлургические заводы, в процессе плавки превращается в металл, затем поступает на машиностроительные заводы и после различного рода обработки (со снятием и без снятия стружки) превращается в детали. Из деталей при помощи сборки и последующей отделки получается готовое изделие.
Производственный процесс представляет собой совокупность всех действий людей и орудий производства, необходимых на данном предприятии для изготовления или ремонта выпускаемых изделий.
В состав производственного процесса включаются все действия по изготовлению и сборке продукции, контролю ее качества, хранению и применения на всех стадиях изготовления, организации снабжения, обслуживания рабочих мест и участков, управление всеми звеньями производства, а также работы по технической подготовке производства. Рациональная организация производственного процесса невозможна без проведения тщательной технической подготовке производства.
Техническая подготовка производства
Техническая подготовка производства включает в себя следующее:
Конструкторскую подготовку производства (разработка конструкции изделия и создание чертежей общей сборки изделия, сборочных элементов и отдельных деталей изделия, запускаемых в производство с оформлением соответствующих спецификаций и др. видов конструкторской документации.
Технологическую подготовку производства, т.е. совокупность взаимосвязанных процессов, обеспечивающих технологическую готовность предприятия (или предприятий) к выпуску изделий заданного уровня качества при установленных сроках, объеме выпуска и затратах. К технологической подготовки производства относится обеспечение технологичности конструкции изделия, разработка технологических процессов, проектирование и изготовление средств технологического оснащения и контроля, управлении процессом технологической подготовки производства.
Календарное планирование производственного процесса изготовления изделий в установленные сроки, в необходимых объемах выпуска и затратах.
Наиболее ответственной и трудоемкой частью технологической подготовки производства является технологическое проектирование, трудоемкость которого составляет:
30 – 40 % (от общей трудоемкости ТМ) в условиях мелкосерийного производства;
40 – 50 % при серийном производстве;
50 – 60 % при массовом производстве (подготовка более тщательная, усложненная технологическая оснастка, подробнее технологическая документация).
Технологический процесс применительно к машиностроительному производству – часть производственного процесса включающая в себя последовательное изменение размеров, формы, внешнего вида или внутренних свойств предмета производства и их контроль (т.е. во время технологического процесса происходит качественное изменение состояния объекта производства – материала заготовки, детали, машины.
Технологические процессы строятся по отдельным методам их выполнения (процессы механической обработки, сборки, литья, штамповки, термообработки, покрытия, окраски и т.д.).
В технологический процесс включают и ряд дополнительных действий орудий производства и рабочих: контроль качества, очистка заготовки и изделий, транспортировка и т. д.
Для выполнения технологических процессов должно быть организованно и надлежащим образом оборудовано рабочее место.
Рабочее место – элементарная единица структуры предприятия, где размещаются исполнители работы, обслуживаемое или технологическое оборудование, часть конвейера, на ограниченное время оснастка и предметы труда (т.е. объема цеха, предназначенного для выполнения одним рабочим или группой рабочих, в котором размещено техническое оборудование, инструмент, приспособления, ПТО, стеллаж для хранения заготовок, деталей или сборочных единиц.
ТП изготовления машины или детали обычно делится на несколько частей.
Технологическая операция – законченная часть технологического процесса, выполняемая на одном рабочем месте (ГОСТ 3.1109 – 82).
Примеры: обработка детали и нескольких деталей на станке, штамповка нескольких деталей на прессе, сборка на валик нескольких деталей (зубчатое колесо, втулки, подшипники), шабрение направляющих станины, установка и закрепление двигателя на шасси автомобиля.
Технологическая операция является основной единицей производственного планирования и учета. На основе операций определяют трудоемкость изготовления изделий и устанавливаются нормы времени и расценка, задается требуемое количество рабочих, оборудования, приспособлений и инструментов; определяется себестоимость обработки; производится календарное планирование производства и осуществляется контроль качества и сроков выполнения работ.
В условиях автоматизированного производства под операцией понимают законченная часть технологического процесса, выполняемая непрерывно на автоматической линии, которая состоит из нескольких станков связанных автоматическими действующими транспортно-загрузочными устройствами.
Кроме технологических операций в состав технологических процессов в ряде случаев (например поточном производстве и особенно при обработки на автоматических линиях и гибких технологических комплексах) включаются вспомогательные операции (транспортные, контрольные, маркировочные, по удалению стружки и т. п.) не изменяющие: размеров, формы, внешнего вида или свойств обрабатываемого изделия, но необходимые для осуществления технологических операций.
Основными технологическими элементами из которых формируются операции являются переходы.
Технологический переход – законченная часть технологической операции, выполняемой над одной или несколькими поверхностями заготовки, одним или несколькими одновременно работающими без изменения или при автоматическом изменении режимов работы станка.
При этом автоматическое изменение режимов работы станка внутри одного технологического перехода имеет место в период обработки заготовок на станках с программным или адаптивным управлением. В случае использования обычных металлорежущих станков технологические процессы, как правило осуществляются при неизменных режимах их работы.
Например: проточка одной ступени вала; сверление отверстий; фрезерование поверхности; фрезерование набором фрез нескольких поверхностей (комплектом режущих инструментов); многорезцовая обработка.
Сверление отверстий, зенкерование и развертывание – 3 перехода.
К переходам механической обработки деталей относится и такие законченные элементарные части технологического процесса, как установка и закрепление деталей в приспособлении, ее открепление и снятие (вспомогательные переходы).
Элементарный переход – часть технологического перехода, выполняемая одним инструментом, над одним участком поверхности обрабатываемой заготовки, за один рабочий ход без изменения режима работы станка.
Длина участков поверхности, обрабатываемой с неизменной подачей, и соответствующее ей основное время обработки определяет величину элементарного перехода.
Переходы могут выполняться путем удаления одного или нескольких слоев металла, снимаемых один за другим, одним и тем же инструментом с каждой новой поверхности, или сочетания поверхностей детали.
В этом случае говорят о переходе, выполняемом в один проход или несколько проходов.
Проходом – называется однократное относительное движение режущего инструмента и обрабатываемой детали, в результате которого с поверхности или сочетания поверхностей снимается слой материала (один). Например: шлифование ступени вала в один переход при помощи значительного числа проходов.
Примеры переходов: присоединение шпонки к валу, завертывание гайки при соединении 2-х деталей.
Для термообработки – нагрев детали; закалка ее; очистка.
Вспомогательный переход – законченная часть технологической операции, состоящая из действий человека и (или) оборудования, которые не сопровождаются изменением формы, размеров и шероховатости поверхности предметов труда, но необходимы для выполнения технологического перехода.
Рабочий ход(проход) – законченная часть технологического перехода, состоящая из однократного перемещения инструмента относительно заготовки, сопровождаемой изменением формы, размеров, , качества поверхности и свойств заготовки.
Установ – часть технологической операции, выполняемых при неизменном закреплении заготовок или собираемой сборочной единицы.
Позиция – фиксированное положение, занимаемое неизменно закрепленной обрабатываемой заготовкой или собираемой сборочной единицей совместно с приспособлением, относительно инструмента или неподвижной части оборудования, для выполнения определенной части операции.
Вспомогательный ход – законченная часть технологического перехода, состоящая из однократного перемещения инструмента относительно заготовки, не сопровождаемого изменением формы, качества поверхности или свойств заготовки, но необходимого для подготовки рабочего хода.
Прием – законченная совокупность действий человека, применяемых при выполнении перехода или его части и соединенных одним целевым назначением.
8. Технологическая характеристика различных типов производства. (Коэффициент закрепления операций, единичное, массовое, серийное производство).
Современное производство подразделяется на следующие типы: единичное, серийное и массовое.
Тип производства (или его серийность) по коэффициенту закрепления операций (ГОСТ 14.004 – 83).
Kз.о = О/Р;
где О– число всех операций, выполняемых или подлежащих выполнению на участке (линии) в течении месяца;
Р – число рабочих мест на участке;
Kз.о – характеризует степень специализации рабочих мест.
Kз.о.<= 1 – массовое производство;
1 <kз.о.<= - крупносерийное производство;
10 <kз.о.<= 20 – среднесерийное производство;
20 <kз.о.<= 40 – мелкосерийное производство;
kз.о. > 40 – единичное производство.
Ориентировочно тип производства определяется по таблице в зависимости массы обрабатываемых деталей и их количества.
Механическая масса обрабатываемой детали (заготовки), кг |
Тип производства |
||||
Единичное |
Мелкосерийное |
Серийное |
Крупносерийное |
Массовое |
|
До 200 |
До 1000 |
1000…5000 |
5000…10000 |
10000…100000 |
Св.100000 |
До 2000 |
20 |
20…500 |
500…1000 |
1000…5000 |
Св. 5000 |
До 30000 |
5 |
5…100 |
100…300 |
300…1000 |
Св. 1000 |
Св. 30000 |
3 |
3…10 |
10…50 |
------- |
------ |
Единичное производство – характеризуется широкой номенклатурой изделий и малым объемом выпуска, количество изделий и размеры операционных партий заготовок исчисляются штуками и десятками штук; на рабочих местах выполняются разнородные технологические операции, повторяющиеся регулярно или неповторяющиеся совсем; используется универсальное точное оборудование, которое расставляется в цехах по технологическим группам (токарные, фрезерные , сверлильные и т.д. участки). Специальные приспособления и инструменты как правило не применяются. Исходные заготовки простейшие (литье в землю, прокат, поковки) с малой точностью, большими припусками и допусками. Требуемая точность достигается методом пробных проходов и промеров с использованием разметки, широко применяются прогонка по месту. Квалификация рабочих очень высокая, т.к. от нее в значительной степени зависит качество продукцию, технологическая документация сокращенная и упрощенная; технологические нормы отсутствуют, применяется опытно-статическое нормирование труда.
Массовое производство – характеризуется узкой номенклатурой и большим объемом выпуска изделий, непрерывно изготавливаемых или ремонтируемых в продолжительного времени.
Kз.о.=1 т.к. на каждом рабочем месте закрепляется выполнение одной постоянно повторяющейся операции. Используются специальные высокопроизводительное оборудование, которое расставляется по поточному принципу (т.е. по ходу технологического процесса) и во многих случаях связано транспортирующими устройствами и конвейерами с постами промежуточного автоматического контроля, а также промежуточными складами – накопителями заготовок. Используются высокопроизводительные многошпиндельные автоматы и полуавтоматы, станки с ЧПУ, обрабатывающие центры. Широко применяются автоматические линии (АЛ) и автоматизированные производственные системы, управляемые ЭВМ.
Применяется высокопроизводительная специальная технологическая оснастка, инструменты из синтетических сверхтвердых материалов (алмазов), фасонные инструменты всех видов.
Широко применяются точные исходные заготовки с минимальными припусками на обработку (литье под давлением, корковое литье, штамповка и прессовка калибров чеканка).
Требуемая точность достигается методами автоматического получения размеров на настроенных станках при обеспечении взаимозаменяемости обрабатываемых заготовок и собираемых узлов.
Средняя квалификация рабочих в современном массовом производстве ниже, чем в единичном. На настроенных станках и автоматах работают операторы (рабочие сравнительно низкой квалификации). Одновременно работают высококвалифицированные наладчики станков, специалисты по электронной технике и пневмогидравлике.
Технологическая документация разрабатывается самым детальным образом, технологические нормы тщательно рассчитываются и подвергаются экспериментальной проверке.
Серийное производство – характеризуется ограниченной номенклатурой изделий, изготавливаемых или ремонтируемых периодически повторяющимся партиями, и сравнительно большим объемом выпуска.
Различают: мелкосерийное, серийное и крупносерийное производство. Kз.о. зависит от количества изделий в партии или серии.
Серийное производство является основным типом современного машиностроительного производства, и предприятиями этого типа выпускается в настоящее время 75 – 80% всей продукции машиностроения.
Объем выпуска предприятий серийного типа колеблется от десятков и сотен до тысячи регулярно повторяющихся изделий. Используются универсальное и специализированное и частично специальное оборудование (станки с ЧПУ, обрабатывающие центры, гибкая производственная система станков с ЧПУ). Оборудование расставляется по технологическим группам с учетом направления основных грузопотоков цеха по предметно-замкнутым участкам.
Одновременно используются групповые поточные линии и переменно-поточные автоматические. Технологическая оснастка в основном универсальная, однако, во многих случаях (особенно в крупносерийном производстве) создается высокопроизводительная оснастка. Целесообразность ее создания должна быть обоснована экономическим расчетом. Большое распространение находит универсально-сборная, переналаживаемая технологическая оснастка. В качестве заготовок используется горячекатаный и холоднокатаный прокат, литье в землю, под давлением, точное литье, поковки и точные штамповки.
Требуемая точность достигается как методами автоматического получения размеров, так и методами пробных ходов и промеров с частичным применением разметки. Средняя квалификация рабочих выше чем в массовом производстве, но ниже чем в единичном.
В зависимости от объема выпуска и особенностей изделия обеспечивается полная взаимозаменяемость, неполная, групповая, в ряде случаев используется компенсация размеров пригонка по месту.
Технологическая документация и техническое нормирование подробно разрабатывается для наиболее сложных и ответственных заготовок при одновременном применении упрощенной документации.
9. Машина как объект производства. Качество машин (Технический уровень, производственно-технологические показатели, эксплуатационные показатели, технологическая преемственность, точность).
Объектами производства машиностроительной промышленности являются различные машины.
Машина – это механизм или сочетание механизмов, осуществляющих целесообразное движение для преобразования энергии или производства работ. Различают два класса машин: машины – двигатели (с помощью которых один вид энергии преобразовывается в другой) и рабочие машины (с помощью которых происходит изменение формы, свойств и положение объекта труда).
Каждая машина создается для удовлетворения потребностей человека, которая находит отражение в служебном назначении машины. Для того чтобы выпускаемая заводом машина выполняла свое служебное назначение, раньше чем приступить к ее созданию, необходимо его выявить и четко сформулировать.
Под служебным назначением машины понимается максимально уточненная и четко сформулированная задача, для решения которой предназначена машина. Предположим, что необходимо обработать ступенчатые валики средних размеров диаметром d = 35…60 мм, длиной L = 150…600 мм из стали 45. Поставленная задача недостаточно уточняет и четко формулирует служебное назначение требуемого станка, в результате чего может быть сконструирован и построен станок, который не сможет обеспечивать экономичное изготовление валиков требуемого качества.
Более уточненная формулировка: станок должен обеспечивать обработку ступенчатых валиков диаметром d = 35…60 мм, длиной L = 150…600 мм из стали 45. Валик должен обладать точностью диаметральных размеров не ниже IT9 (h9), отклонение линейных размеров должны быть не более 0,1 мм, погрешности формы не должны выходить за пределы допусков на размеры, шероховатость поверхности не ниже Rz 40. Производительность станка не менее 150 валиков в смену (d = 45 мм, L = 300 мм).
Однако и приведенная формулировка недостаточно развернута, чтобы создать и выпустить станок, отвечающий своему служебному назначению. Ее необходимо дополнить такими данными, как характер и точность заготовок, которые должны поступать на станок, материал режущего инструмента, необходимость или отсутствие необходимости обработки полученных поверхностей на валиках и т.д. В ряде случаев необходимо указать те условия , в которых должна работать машина: например, возможные колебания температуры, влажности и т.д.
КАЧЕСТВО МАШИНЫ
Для того чтобы машина экономично выполняла служебное назначение, она должна обладать необходимым для этого качеством. В соответствии с ГОСТ 15467-85 под качеством продукции понимается совокупность свойств, обуславливающих ее пригодность удовлетворять определенным потребностям в соответствии с ее назначением.
В современных условиях качество продукции охватывает не только потребительские, но и технологические свойства, художественные особенности, надежность, уровень стандартизации и унификации деталей и узлов.
Под качеством машины понимают совокупность ее свойств, обуславливающих способность выполнять свое служебное назначение. К показателям качества машины относят те, которые характеризуют меру полезности машины, т.е. ее способность удовлетворять потребности людей в соответствии со своим назначением. К ним относятся:
качество продукции производимой машиной;
производительность;
надежность;
долговечность (физическая и моральная);
безопасность работы;
удобство управления;
уровень шума;
КПД;
степень механизации и автоматизации;
техническая эстетичность и т.п.
Проектирование машины, ее изготовление, эксплуатация, техническое обслуживание и ремонт связано с конкретными затратами труда и материалов, энергии, технических средств. Все затраты образуют стоимостное свойство машины – ее экономичность.
![]()
![]() ,
,
где:
![]() —
затраты на проектирование;
—
затраты на проектирование;
![]() —
затраты на
изготовление
—
затраты на
изготовление
![]() —
затраты на
эксплуатацию;
—
затраты на
эксплуатацию;
![]() —
затраты на техническое
обслуживание;
—
затраты на техническое
обслуживание;
![]() -
затраты на ремонт;
-
затраты на ремонт;
![]() —
количество продукции,
произведенной машиной за ее срок службы.
—
количество продукции,
произведенной машиной за ее срок службы.
Между качеством и экономичностью машины существуют связи, приводящие к влиянию одних на другие. Например:
повышение качества по любому показателю связано с увеличением ее стоимости;
в то же время повышение уровня надежности машины, сокращает затраты на устранение отказов, технического обслуживания и ремонт.
Потребление машиной энергии, топлива, материалов при эксплуатации, в известной мере, характеризующее экономичность машины, во многом зависит от качества ее изготовления и т.п.
Показатели качества отражают степень пригодности, полезности, те блага, которые извлекает человек, используя свою машину.
Экономичность – цена этих благ, их стоимость.
Качество машин обеспечивается уровнем проектных решений, от которого зависит техническое совершенство конструкции машины и технологией, определяющей качество сборки и отделки машины.
Экономичность машины зависит от технического совершенства конструкции машины и технологии ее изготовления. Стоимость машины зависит от качества, количества и стоимости материалов, выбранных конструктором в процессе проектирования. Конечные затраты на материалы, входящие в себестоимость, можно определить лишь уровень после осуществления технического процесса ее изготовления.
Уровень унификации и технологичности машины определяет конструктор. Влияние этих факторов на себестоимость машины проявляется не прямым путем, а через технологию ее изготовления. Эти же факторы оказывают влияние на затраты по технологическому обслуживанию и ремонту.
Экономическими показателями являются потребление машиной энергии, потребление машиной топлива, потребление машиной материалов в процессе эксплуатации.
Но вместе с тем, на значение этих показателей влияет качество реализации технологического процесса и т.д. Таким образом, обеспечение качества и экономичность машины в процессе ее создания является общей задачей конструктора и технолога.
Проблема создания качественных и экономичных машин является важнейшей и наиболее сложной. Сложно не только создание конструкции машины, но и обеспечение ее качества и экономичности при конструировании и изготовлении, так как любая машина создается для выполнения процесса, наделенного вероятностными свойствами, а изготовление сопровождается явлениями случайного характера.
Свойства, составляющие качество продукции характеризуется непрерывными или дискретными величинами, называемыми показателями качества продукции. Они могут быть абсолютными, относительными или удельными.
Критерием относительно новой продукции по отношению к старой или базовой является коэффициент уровня качества продукции (основан на сравнении относительных характеристик качества).
Для сопоставления нескольких вариантов применяется интегральный показатель качества, который выбирается на основе теории принятия решений.
Различают три группы качества машины:
Технический уровень машины, определяющий совершенства машины ( мощность, КПД, производительность, экономичность).
Производственно-технологические показатели, фиксирующие эффективность конструктивных решений с точки зрения обеспечения минимальных затрат труда и средств на ее изготовление, эксплуатацию и ремонт.
Эксплуатационные показатели (надежность, эргономические и эстетические характеристики).
Для большей оценки качества машины большое значение имеет ее работоспособность, под которой понимается такое состояние изделия, при котором оно способно выполнять заданные функции, сохраняя значения требуемых параметров в пределах установленных нормативно-технической документацией. В связи с этим одной из основных характеристик машин является их надежность.
Надежность - это свойство изделия сохранять во времени свою работоспособность (ГОСТ 13377 – 75).
Отказ – это событие, заключающееся в нарушении работоспособности изделия. Время работы изделия до отказа, выраженное в часах называется наработкой до отказа (является случайной величиной).
Срок службы изделия, определяемый его наработкой до достижения предельного регламентированного состояния (предельный износ) называется ресурсом.
Ресурс в отработанных часах или допустимый срок службы изделия (в календарных часах), является неслучайной величиной (регламентированное время работы изделия, определяющее его долговечность).
Надежность изделия – это обобщенное свойство, которое включает в себя понятия безотказности и долговечности.
Безотказность – это свойство изделия непрерывно сохранять работоспособностьв течении некоторого периода времени или некоторой наработки.
Долговечность – это свойство изделия сохранять работоспособность до наступления предельного состояния, т.е. в течении всего периода эксплуатации при установленной системе технического обслуживания и ремонтов.
ПРОИЗВОДСТВЕННО-ТЕХНИЧЕСКИЕ ПОКАЗАТЕЛИ:
1.Трудоемкость, определяется продолжительностью изготовления изделия при нормальной интенсивности труда в часах.
2.Станкоемкость – характеризуется продолжительностью времени в течении которого должны быть заняты станки или другое оборудование для изготовления всех деталей изделия (единичное измерение – станко-час).
3.Конструкторская преемственность изделия – это свойство изделия, использования в нем деталей и сборных единиц, применяемых или применявшихся в других изделиях.
4.Технологическая преемственность изделия – это свойство изделия, использование применяемых на предприятии технологических процессов, отдельных технологических операций и средств технологического оснащения для его изготовления или ремонта.
Одним из важнейших показателей качества машин изделий является: точность.
Под точностью машины понимается степень ее приближения к геометрически правильному ее прототипу.
Поскольку исполнительные поверхности машины должны осуществлять относительное движение, необходимое для выполнения машиной своего служебного назначения, поэтому одним из основных показателей, характеризующих точность машины является точность относительного движения.
Точность относительного движения – это максимальное приближение действительного характера движения исполнительной поверхности к теоретическому закону движения поверхности, выбранного с учетом назначения проектируемой машины.
Точность относительного движения характеризуется величиной отклонения, на которое устанавливается допуск.
Точность машины характеризуют следующие показатели:
точность относительного движения исполнительных поверхностей машины;
точность расстояний между исполнительными поверхностями;
точность относительных поворотов исполнительных поверхностей;
точность геометрической формы исполнительных поверхностей включая макро и микро неровности;
шероховатость исполнительных поверхностей.
10. Процесс создания машины как система связей (Процесс конструирования и изготовления-временные, информационные и экономические связи).
Процесс создания машины состоит из 2-х частей:
-- процесса конструирования;
-- процесса изготовления.
Процесс конструирования может быть записан как система 2-х связей: свойств материала и размерных связей.
Процесс изготовления наряду с предыдущими двумя связями имеет:
временные связи;
информационные связи;
экономические связи.
Все связи имеют вероятностный характер, что затрудняет использовать учет их при проектировании производственного процесса. В настоящее время считают, что эти связи детерминированы, т.е. течении времени не меняются.
До настоящего времени в автоматизации производства, как правило, присутствовал конструкторский подход, согласно которому ГАП представляет собой совокупность производственного оборудования, предназначенного для проведения различных видов механической обработки, что не позволяло связать все вышеназванные связи, которые позволили бы иметь наиболее оптимальный вариант производственного процесса.
Свойства материалов – определяются металлургическими процессами получения заготовок (литье, поковки, ковки, в процессе механической и химической обработки). Свойства материалов в процессе изготовления машины при взаимосвязи с размерными связями обеспечивают соответствие изготавливаемой машины своему служебному назначению, т.е. качеству.
Размерные связи. Получаемые в процессе производства размеры определяются через размерные связи в изготавливаемой машине. Любой размер детали получается через размерные связи при получении заготовки, подготовки технологических баз, установки детали в приспособления, приспособления на станке, настройки инструмента, жесткости системы и т.д. сложные размерные связи, возникающие в процессе сборки машины в конечном счете определяют ее геометрическую точность.
Информационные связи. Они определяют последовательность выполнения технологических переходов и операций.
Временны связи. Определяют такие показатели как цикл изготовления детали, степень выгрузки оборудования во времени.
Экономические связи. Образуются затратами труда, вкладываемого в техническое оснащение, организацию, управление, непосредственное осуществление производственного процесса. Основной показатель – себестоимость продукции.
Учет всех связей в производственном процессе позволяет создать саморегулируемые системы, в которых происходит адаптивное управление.
11. Точность в машиностроении и методы ее достижения. Метод пробных проходов и промеров, метод автоматического получения размеров на настроенных станках.
Под точностью детали понимается ее соответствие требованиям чертежа: по размерам, геометрической форме, правильности взаимного расположения обрабатываемых поверхностей и по степени их шероховатости.
Заданную точность обработки заготовки можно достигнуть одним из двух принципиально отличных методов: пробных проходов и промеров, а также методом автоматического получения размеров.
Метод пробных проходов и промеров.
Сущность метода заключается в том, что к обрабатываемой поверхности заготовки, установленной на станке, подводят режущий инструмент и с короткого участка заготовки снимают пробную стружку. После этого станок останавливают, делают пробный замер полученного размера, определяют его отклонения от чертежного и вносят поправку в положение инструмента, которую отсчитывают по делениям лимба станка. Затем вновь производят пробную обработку («ход») участка заготовки, новый пробный замер полученного размера и при необходимости вносят новую поправку в положение инструмента. Таким образом, путем пробных ходов и промеров устанавливают правильное положение инструмента относительно заготовки, при котором обеспечивается требуемый размер. После этого выполняют обработку заготовки по всей ее длине. При обработке следующей заготовки всю процедуру установки станка пробными ходами и промерами повторяют.
Метод пробных ходов и промеров используется при единичном или мелкосерийном производстве изделий, в опытном производстве, а также в ремонтных и инструментальных цехах.
ДОСТОИНСТВА МЕТОДА РОБНЫХ ПРОХОДОВ И ПРОМЕРОВ:
1) при неточном оборудовании позволяет получать высокую точность обработки; могут быть устранены погрешности заготовки, возникающие при ее обработке на неточном станке;
2) при неточной заготовке позволяет правильно распределить припуск и предупредить брак;
освобождает рабочего от необходимости изготовления точных и дорогостоящих приспособлений (типа кондукторов).
Недостатки метода пробных проходов и промеров:
зависимость достигаемой точности от минимальной толщины снимаемой стружки (при токарной обработке доведенными резцами t>=0.005мм, при точении заточенными резцами t=0.02мм). Очевидно, что рабочий не может внести в размер заготовки, поправку меньше толщины снимаемой стружки, а следовательно и гарантировать получение размера с погрешностью меньше этой толщины;
появление брака по вине рабочего, от внимания которого зависит достигаемая точность обработки;
производительность обработки из-за больших затрат времени на пробные проходы, промеры и разметку;
высокая себестоимость обработки детали (в следствии низкой производительности и высокой квалификации рабочего, требующая повышенной оплаты труда).
Метод пробных проходов и промеров не пользуется как правило, при единичном и мелкосерийном производстве изделий, в опытном производстве, ремонтных и инструментальных цехах. Особенно он применяется в тяжелом машиностроении.
В серийном производстве применяется для получения годных деталей из неполноценных исходных заготовок (спасение брака по литью и штамповке). В крупносерийном производстве главным образом при шлифовании.
Метод автоматического получения размеров на настроенных станках.
При обработки заготовок по методы автоматического получения размеров станок предварительно настраивают таким образом, чтобы требуемая от заготовок точность достигалась автоматически, т.е. независимо от квалификации и внимания рабочего.
Размер a=c-b, где c- расстояние от торца зажимного приспособления до упора;
b – расстояние от поверхности упора до вершины лезвия резца.
k и b – размеры=const.
Следовательно, при использовании этого метода получения размеров на настроенных станках задача обеспечения требуемой точности обработки переносится с рабочего оператора на настройщика, выполняющего предварительную настройку станка и на инструментальщика, изготавливающего специальные приспособления и на технолога, назначающего технологические базы и размеры, а также конструкцию приспособления.
Этот метод в значительной мере свободен от недостатков, свойственных методу пробных ходов и промеров.
К преимуществам метода автоматического получения размеров относятся:
повышение точности обработки и снижение брака, точность не зависит от минимально возможной толщины снимаемой стружки (т.к. припуск на обработку устанавливается заведомо больше этой величины) и от квалификации и внимательности рабочего;
рост производительности обработки за счет устранения потерь времени на предварительную разметку и осуществление пробных проходов и промеров;
рациональное использование рабочих высокой квалификации, работу на настроенных станках могут производить ученики и малоквалифицированные рабочие – операторы.
Повышение экономичности производства за счет выше перечисленных преимуществ.
Применяется в серийных и массовых производствах. Каждый из перечисленных методов достижения заданной точности неизбежно сопровождается погрешностями обработки, вызываемыми различными причинами систематического и случайного характера.
12. Систематические погрешности обработки (Погрешность возникающие вследствие: 1) неточности износа и деформации станков; 2) неточностью и износом режущего инструмента; 3) влияние усилия зажима заготовки на погрешность обработки; 4) упругих деформаций технологической системы под влиянием нагрева: станка, инструмента, заготовки).
Систематическая погрешность – это такая погрешность, которая для всех заготовок рассматриваемой партии остается постоянной или же закономерно изменяется от каждой обрабатываемой заготовки к следующей.
В первом случае погрешность принято называть постоянной систематической погрешностью ∆сист, а во втором случае – переменной систематической (или функциональной) погрешностью ∆п.с.
Причинами возникновения систематических и переменных систематических погрешностей обработки заготовок является неточность, износ и деформация станков, приспособлений и инструментов, деформация обрабатываемых заготовок; тепловые явления, происходящие в технологической системе и в СОЖ, а также погрешности теоретической схемы обработки заготовки.
ПОГРЕШНОСТИ,ВОЗНОИКАЮЩИЕ ВСЛЕДСТВИИ НЕТОЧНОСТИ,
ИЗНОСА И ДЕФРМАЦИИ СТАНКОВ
Погрешности изготовления и сборки станков ограничивается нормами ГОСТов, определяющий допуски и методы проверки геометрической точности станков, т.е. точности в ненагруженном состоянии.
Каждый металлорежущий станок состоит из ряда конструктивных узлов, представляющих собой отдельные звенья технологической системы. Погрешности взаимного расположения неподвижно закрепленных или перемещаемых узлов станка, вызванные неточностями его сборки является причиной погрешностей выполняемой на нем обработки. Геометрические погрешности станка влияют на форму и расположение обрабатываемых поверхностей заготовки, но не оказывает непосредственного влияния на их размеры.
Погрешности геометрической точности станков полностью или частично переносятся на обрабатываемые заготовки, в виде систематических погрешностей. Величина этих погрешностей поддается предварительному анализу и расчету.
Не перпендикулярность оси шпинделя вертикально-фрезерного станка относительно плоскости его стола в поперечном направлении вызывает не параллельность обрабатываемой плоскости относительно установочной (численно равна линейному отклонению от перпендикулярности на ширине заготовки).
В продольном направлении возникает вогнутость обрабатываемой поверхности.
При обработке в центрах их неправильное положение может вызвать погрешности формы и взаимного расположения обтачиваемых шеек. Встречаются следующие случаи:
1) Передний центр «бьет», т.е. расположен со смещением на величину a относительно оси вращения шпинделя, ось заднего центра совпадает с осью вращения, ось обточенной поверхности не совпадает при этом с линии центров заготовки (рис. а). Если заготовку обтачивают с двух сторон (за две установки), то деталь получается двухосная (рис.б).
Sin=а/L,
где а – смещение центра передней бабки,
L – расстояние между центрами;
Возможно также смещение на величину а, но при параллельном расположении обтачиваемых шеек заготовки (рис. в).
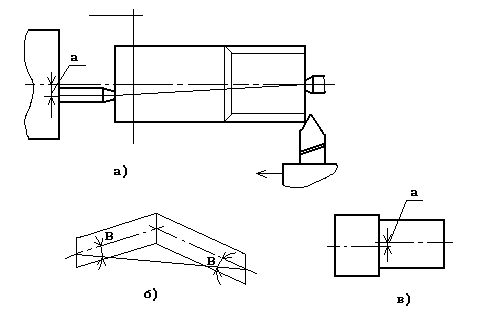
Износ станков обуславливает увеличение систематических погрешностей обработки заготовок (т.к. износ рабочих поверхностей происходит непрерывно, то это приводит к изменению взаимного расположения отдельных узлов станка, вызывает появление дополнительных погрешностей обработки.
Деформация станков при их неправильном монтаже, а также под действием массы при оседании фундаментов (искривление станин и столов, извернутость направляющих) вызывает дополнительные систематические погрешности.
ПОГРЕШНОСТИ, СВЯЗАННЫЕ С НЕТОЧНОСТЬЮ И ИЗНОСОМ
РЕЖУЩЕГО ИНСТРУМЕНТА
Неточность режущего инструмента (особенно мерного типа: зенкеров, протяжек, концевых фрез, развертки и фасонного инструмента) во многих случаях непосредственно переносится на обрабатываемые заготовки, обуславливая систематические погрешности формы и размеров обрабатываемых поверхностей. Однако, в связи с тем, что точность изготовления режущего инструмента на специальных инструментальных заводах или в инструментальных цехах достаточно высока, неточность изготовления инструментов практически мало отражается на точность изготовления деталей. Значительно большее влияние на точность обработки детали оказывают погрешности режущего инструмента, связанные с его износом.
Износ
режущего инструмента при работе на
настроенных станках приводит к
возникновению переменной систематической
погрешности обработки. При чистовой
обработке заготовок износ резцов
происходит по их задней поверхности,
что вызывает удаление вершины резца от
центра вращения заготовки на величину
радиального износа и соответствующее
увеличение радиуса обточки (или уменьшение
его при расточке). Величину размерного
износа инструмента определяют по нормам
к обрабатываемой поверхности или (что
менее точно) умножением ширины фаски h
на тангенс заднего угла
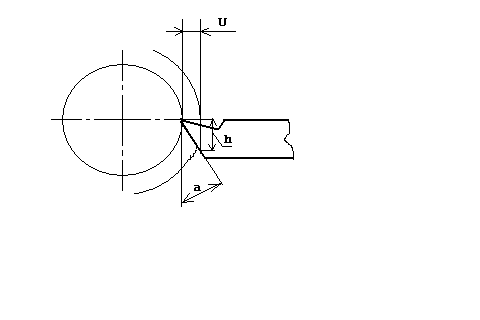
Изучение размерного износа показало, что этот процесс не подчиняется строго линейному закону. Первый непродолжительный период работы режущего инструмента сопровождается повышенным размерным износом (участок 1).
Второй (основной) период характеризуется нормальным износом инструмента (участок 2), прямо пропорционален пути резания. Интенсивность этого периода износа принято оценивать относительным (удельным) износом Uо (мкм/км)
Uo=U/L,
где U - размерный износ в мкм на пути резания L;
L – путь резания в зоне нормального износа в км.
Для Т15К6 при обработке стали L50км.

Третий период (участок 3) связан с быстрым износом инструмента, через короткий промежуток времени происходит разрушение его режущей кромки, в связи с чем этот участок называют катастрофического износа.
Расчет износа режущего инструмента, влияющего на точность обработки, применительно к условиям нормального износа протекает в зоне 2.
Применительно к точению длина резания определяется:
L=(*D*l)/(1000*S),
где D – диметр заготовки, мм;
l – длина обрабатываемой заготовки, мм;
S – подача, мм/об
Тогда износ будет равен:
U=(Uo*L)/1000,
где L – длина резания, м.
Для учета начального износа инструмента (новый или вновь заточенный инструмент)
U=Uo* (L+Lдоп.)/1000.
Для доведенных инструментов Lдоп=500мм.
Для заточенных инструментов Lдоп=1500мм.
В среднем Lдоп=1000мм.
Подналадка и применение автоматических подналадчиков уменьшает влияние размерного износа.
ВЛИЯНИЕ УСИЛИЯ ЗАЖИМА ЗАГОТОВКИ НА ПОГРЕШНОСТЬ
ОБРАБОТКИ
Усилие зажима (закрепления) заготовки в приспособлении, так же как и усилие резания, вызывают упругие деформации заготовок порождающие погрешности формы обработанных заготовок. При постоянстве усилия зажима и размеров заготовок эти погрешности могут быть вычислены по соответствующим формулам. Так, при закреплении тонкостенного кольца в 3-х кулачковом патроне оно деформируется, принимая форму показанную на рис. а. После расточки отверстия
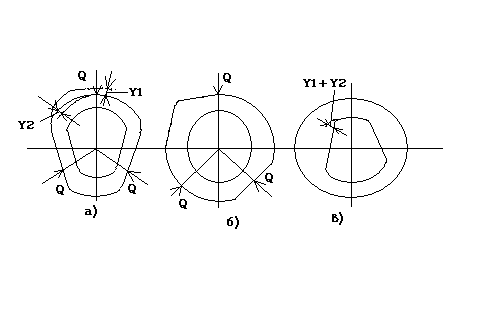
обработанная поверхность сохраняет правильную форму до открепления ее. После снятия заготовки из патрона кольцо упруго восстанавливает свою деформированную зажимными силами Q форму, а обработанная поверхность искажается рис. в.
Относительно большие деформации могут возникать при закреплении нежестких заготовок (кольца подшипников, гильзы, трубы, корпусные детали и др.). Эти деформации снижают работоспособность деталей в машинах. Так некруглость колец могут снизить долговечность подшипников качения в несколько раз.
Для их уменьшения (что очень важно на отделочных операциях обработки) следует правильно выбирать схему установки и закрепления. Для уменьшения прогиба (стенок корпусных деталей, рычагов и др.) деталей нужно стремиться к тому, чтобы зажимные силы были приложены против установленных элементов приспособления.
ПОГРЕШНОСТИ, ОБУСЛОВЛЕННЫЕ УПРУГИМИ
ДЕФОРМАЦИЯМИ ТЕХНОЛОГИЧЕСКОЙ СИСТЕМЫ ПОД ВЛИЯНИЕМ
НАГРЕВА
При непрерывной работе станка происходит постоянное нагревание всех элементов технологической системы, вызывающее появление переменной систематической погрешности обработки заготовок.
Тепловые деформации станка
Основная причина нагрева отдельных частей станков – потери на трение в подвижных механизмах (подшипники, зубчатые передачи), гидропроводах, электроустройствах, а также теплопередача от охлаждающих жидкостей отводящих теплоту из зоны резания и нагрев внешних источников (солнечных лучей, батарей и т.д.).
Важное влияние на точность обработки оказывает нагрев шпиндельных бабок. При работе станка происходит постоянный разогрев шпиндельных бабок и их смещение в вертикальном и горизонтальном направлениях. При этом температура в различных точках корпуса бабки изменяется от 10 до 50С.
Деформация станков при их нагреве во время работы происходят вследствие больших масс частей станков.
Смещение шпинделя токарного станка вследствие температурных
деформаций передней бабки
Для устранения погрешности обработки, связанное с тепловыми деформациями станка производят предварительный прогрев станка его обкаткой в холостую в течении 2-3 часов.
Тепловые деформации инструмента
Некоторая часть теплоты, выделяющееся в зоне резания переходит в режущий инструмент, вызывая его нагревание и изменение размеров. При токарной обработке наибольшая часть погрешностей, связанные с тепловыми деформациями технологической системы, обусловлена удлинением резцов при нагревании.
При повышении V; S и t нагрев интенсифицируется, а следовательно увеличивается и удлинение резца. При уменьшении вылета резца с 40 до 20 мм удлинение сокращается с 28 до 18 мкм.
Уменьшение удлинения резцов – применение охлаждения.
При ритмичной работе тепловые деформации постоянны.
Тепловые деформации заготовки
Некоторая часть теплоты, выделяющееся при резании переходит в обрабатываемое изделие. При равномерном нагревании изделия возникает погрешность размеров, а при местных нагревах отдельных участков изделия – коробление. Нагревание обрабатываемых заготовок имеет существенное влияние при изготовлении тонкостенных деталей. При обработке массивных заготовок это влияние невелико.
В процессе обработки наблюдается три периода распространения тепла и развития тепловых деформаций заготовки.
Первый период – характеризуется небольшим нагревом заготовки, т.к. слой металла перед резцом холодный.
Второй период – (установившейся) характерен тем, что тепловые деформации вырастают до определенного уровня и остаются постоянными на большей части длины заготовки. Сзади, на некотором расстоянии от резца, устанавливается постоянное поле.
Третий период – (завершающий) характерен повышением температуры остающегося участка заготовки из-за отражения тепловой волны от ее левого торца. Тепловые деформации на этом участке возрастают.
Уменьшение тепловых деформаций обрабатываемых деталей может быть достигнуто: обильным подводом охлаждающей жидкости в зону резания, в результате чего большая часть тепла отводится в стружку; чередованием операций с большим и меньшим нагревом детали; устранением накопленного ранее в деталях тепла достаточной по времени выдержкой на транспортирующем устройстве или в таре; шлифованием деталей кругами больших диаметров при абразивной обработке.
13 это 4
14. Влияние жесткости и податливости технологической системы на погрешности обработки
При механической обработке станок, приспособление, обрабатываемая заготовка и режущий инструмент представляют собой замкнутую упругую систему, которую называют технологической системой.
Деформация технологической системы в процессе обработки обуславливают возникновение систематических и случайных погрешностей размеров и геометрической формы обрабатываемых заготовок.
В процессе обработки сила резания изменяется в результате неравномерности глубины резания из-за непостоянства размеров заготовок в партии, нестабильности механических свойств материала заготовок и прогрессирующего затупления инструмента. Сила резания при обработке вызывает упругие отжатия элементов технологической системы. Их величина зависит как от силы резания, так и от жесткости элементов, т.е. их способности противостоять действующей силе. Нестабильность силы резания и жесткости элементов в различных сечениях вызывает неравномерность упругих отжатий элементов системы, в результате чего появляются погрешности формы обработанной поверхности заготовок и изменение размеров заготовок в партии. Таким образом точность обработки зависит от жесткости элементов технологической системы.
Жесткостью технологической системы j называется способность этой системы оказывать сопротивление действию деформирующих ее сил.
На точность обрабатываемой поверхности наибольшее влияние оказывает составляющая силы резания Py (нормальная составляющая).
Если жесткость элементов станка высока, то при обточки длинного и тонкого вала в центрах Yп.б. и Yз.б. – малы, а Yзаг значительны. В результате форма заготовки получается бочкообразной (рис. 1).
![]()
Наоборот, при обработке массивной заготовки, дающей минимальный прогиб форма заготовки получается седлообразной (корсетной) (рис.2).
А.П. Соколовским предложено выражать жесткость j(кН/м) или (Н/мм) технологической системы отношением нормальной составляющей Py (кН) силы резания к суммарному смещению Y(мм) лезвия режущего инструмента относительно обрабатываемой поверхности заготовки, измеренному в направлении нормали к этой поверхности т.е.
![]() где
Y=Yст+Yпр+Yзаг+Yинстр
(1)
где
Y=Yст+Yпр+Yзаг+Yинстр
(1)
Упругие свойства элемента технологической системы можно также характеризовать его податливостью, которая представляет собой величину, обратную жесткости. Она определяется отношением перемещения к силе (в мм/Н или м/кН).
![]() ,
или
,
или
![]() (3)
(3)
или .
В связи с тем, что Y=Y1+Y2+…+Yn (сумма деформаций отдельных звеньев упругой системы, приведенных к точке и направлению, принятым при измерении жесткости, равна суммарной деформации системы), можно вычислить суммарную податливость системы.
![]() (4)
(4)
и суммарную жесткость системы
![]() (5)
(5)
В случае обработки заготовки в центрах при положении резца в середине обрабатываемой заготовки жесткость станка определяем:
![]() (6)
(6)
При положении резца на расстоянии X от П.Б. жесткость станка определяется:
![]()
При повышении жесткости повышается точность и производительность. Таким образом одним из основных способов повышения точности является уменьшение упругих отжатий технологической системы посредством повышения ее жесткости.
![]()
Колебания Py в пределах Py вызывает изменение упругих отжатий y1/
y2>y1, т.е. существенно будет больше и погрешность обработки. Таким образом переход от менее жесткой системы (2) к более жесткой (1) позволяет при одинаковых колебаниях Py (т.е. при одинаковых колебаниях твердости материала
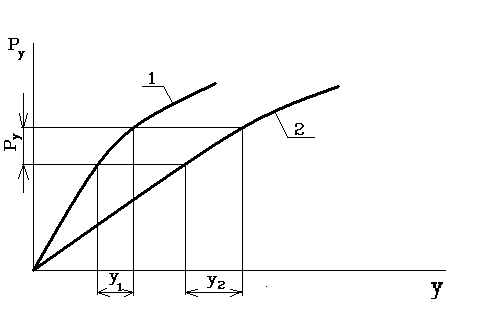
заготовки) получить меньшую погрешность обработки.
Жесткость технологической системы может быть повышена следующим методами:
Созданием жесткой конструкции и изменением размеров элементов технологической системы.
Жесткость станка в значительной степени определяется его конструкцией, типоразмером и состоянием. Крупные, массивные станки, как правило, отличаются повышенной жесткостью и обеспечивают высокую точность обработки.
Конструкция и состояние приспособлений и инструментов оказывают также большое влияние на жесткость технологической системы. Увеличение числа кулачков в зажимных патронах, уменьшение вылетов и увеличение поперечных сечений оправок и державок для крепления заготовок и инструмента; применение зажимных устройств, создающих их плотное соприкосновение с технологическими базами заготовок; повышение жесткости инструмента (особенно сборного) путем сокращения его вылета; своевременный профилактический ремонт, технологической оснастки, устраняющий возникающие зазоры в соединениях; уменьшают податливость технологической системы.
Повышение жесткости закрепления обрабатываемой заготовки путем увеличения размеров базовых поверхностей и мест закрепления заготовок, применение дополнительных опор и люнетов – повышают общую жесткость технологической системы.
Сокращение общего числа звеньев в технологической системе. Уменьшение числа деталей путем замены нескольких деталей одной сложной и массивной деталью, например, корпус шпиндельной бабки отливают вместе со станиной и т.д.
Повышение качества механической обработки деталей особенно поверхности стыков. Повышением контактной жесткости, за счет уменьшения шероховатости, волнистости. Для повышения жесткости стыков целесообразно применять методы ППД (снижается шероховатость, повышается микротвердость и увеличивается опорная поверхность).
Повышением качества сборки (зависит от качества сборки, пригонки сопряженных поверхностей, величины зазоров в соединениях, создание предварительного натяга).
Правильный режим эксплуатации станков. Жесткость технологической системы величина переменная, зависящая от изменения ряда других их характеристик, оказывающих влияние на их величину. К таким характеристикам относятся: состояние станка, его конструктивные особенности, материал деталей, вязкость смазки и ее количества в стыках, погрешности формы сопряженных поверхностей, температура и т.п. Например, средняя жесткость шпиндельной бабки круглошлифовального станка, определенная у неработающего станка, т.е. при нормальной температуре, равна 1540 кгс/мм. После 30-минутного разогрева на холостом ходу шпиндельной бабки средняя жесткость оказалась равной 2280 кгс/мм, т.е. увеличилась на 44%.
Для получения наибольшей точности обработки требуется совершенно стабильные условия эксплуатации, при которых жесткость остается постоянной и достигает max величины. Для этого перед началом точной обработки станок разогревают на холостом ходу, обеспечивают равномерную и непрерывную подачу смазки в трущиеся детали, части станка, постоянство усилий зажимных устройств, узлов системы и т.д.
Систематический надзор за оборудованием. Периодическая проверка жесткости всех элементов технологической системы (шабрение трущихся поверхностей, регулировка соединений, устранение зазоров) все это может восстановить потерянную жесткость.
Жесткость узлов новых станков j20004000 кгс/мм, в отдельных случаях до 10000 кгс/мм.
Жесткость суппортов, столов, кареток не зависит от режимов резания и представляет собой постоянную величину.
15. Методы определения жесткости станков до настоящего времени сохранили эмпирический характер, т.к. многообразие факторов, влияющих на жесткость технологической системы, не позволяет при современном уровне знаний установить её расчетным путём.
Жесткость станка или отдельного узла обычно определяют при их нагружении статическими силами с помощью специальных динамометров; при этом индикаторными приборами измеряют отжатия узлов станка. Нагружение производится силами, аналогичными по своему направлению силам, действующим на данный узел при эксплуатации станка, однако в расчёт жёсткости вводятся только силы, нормальные к обрабатываемой поверхности.
В настоящее время существуют следующие способы экспериментального определения жесткости:
Статические: а) при статической нагрузке, нормальной к обрабатываемой поверхности ( в направлении действия составляющей усилия резания Py);
б) при статической нагрузке двумя составляющими усилия резания Py и Pz;
в) при статической нагрузке тремя составляющими усилия резания Px, Py, Pz, имеющими между собой постоянное отношение по величине;
г) при статической нагрузке тремя составляющими усилия резания Px, Py, Pz, отношение величин которых могут изменятся.
Динамические: а) лабораторные;
б) производственные.
Жесткость технологической системы определяется отношением нормальной составляющей силы резания Ру к суммарному смещению лезвия режущего инструмента У относительно нормали к этой поверхности, то есть
j = Pу/У
Жесткость системы оказывает большая влияние на точность и производительность механической обработки. Технологическая система под действием усилия резания деформируется, вследствие чего происходит искажение формы и размеров обрабатываемой заготовки. Высокая жесткость системы обеспечивает устойчивую безвибрационную обработку заготовки на интенсивных режимах резания.
Общая жесткость технологической системы зависит от жесткости составляющих ее звеньев (станка, приспособления, заготовки и инструмента). Наибольшую сложность представляет определение жесткости станка. Из-за отсутствия точной теории расчета жесткость станка определяется опытным путем.
Принципиальная схема определения величины перемещения одной детали узла станка, относительно другой под действием прикладываемой силы (перемещения шпинделя коробки скоростей под действием силы P по К.В. Вотинову).
По мере увеличения груза, навешиваемых на конец каната, возрастает сила P, прикладываемая к концу шпинделя 1 коробки скоростей. Показанием индикатора 2, расположенного против точки приложения силы Р по направлению ее действия, судят о величине перемещений конца шпинделя относительно станины станка. При каждом увеличении груза, т.е. силы Р, по показаниям индикатора записывают величину перемещения конца шпинделя. После того как нагрузка достигнет расчетной величины ее постепенно уменьшают, записывая одновременно показания индикатора.
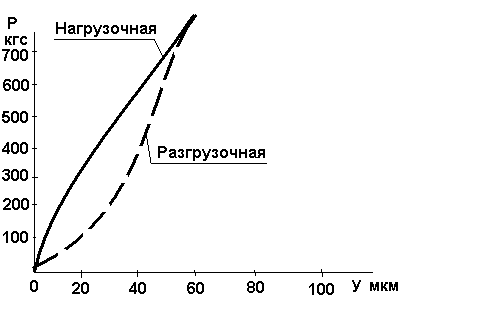 Полученные данные
наносят в виде точек на графиках с
координатами сила Р – перемещение У.
Соединяя точки, получают кривые
зависимости перемещений от изменения
силы Р. Две ветви: первая нагрузочная,
вторая разгрузочная.
Полученные данные
наносят в виде точек на графиках с
координатами сила Р – перемещение У.
Соединяя точки, получают кривые
зависимости перемещений от изменения
силы Р. Две ветви: первая нагрузочная,
вторая разгрузочная.
Для изучения проходящих явлений нагрузку и разгрузку узла повторяют иногда несколько раз.
Площадь петли гистерезиса образованной кривыми, представляет собой работу, затраченную на преодоление силы трения в стыках, контактных деформациях и, в ряде случаев сил собственного веса деталей.
При повторных циклах нагрузки и разгрузки явление повторяется обычно с уменьшением площадей гистерезиса вследствие уменьшения астатических перемещений, часто имеющих место при первом цикле из-за наличия зазоров в ряде стыков.
Жёсткость, определённая при нагружении системы статическими силами, даёт возможность составить нормативы жёсткости для станков разных типоразмеров и отдельных узлов; по этим нормативам можно проводить контроль качества новых станков, а так же станков и узлов, выпускаемых из ремонта. Однако данные по статической жесткости недостаточно точны и дают при технологических расчетах заниженные результаты погрешностей обработки. Это объясняется тем, что при определении жёсткости на неработающем станке не учитываются толчки и вибрации, которые в действительности увеличивают деформацию системы и снижают её жёсткость.
Для изучения влияния жесткости на точность механической обработки, а также в случае необходимости определения суммарной жесткости станка наиболее простым и в то же время весьма достоверным методом является «производственный метод» определения жесткости. Метод заключается в определении жесткости путем обработки на испытываемом станке заготовки с неравномерным припуском. При этом используются эксцентричные, конусные и ступенчатые заготовки. Преимуществами этого метода являются простота организации и кратковременность проведения измерений, а также и то, что жесткость определяется в динамическом состоянии, т. е. именно в тех условиях, в которых работает станок. Однако следует заметить, что производственный метод определения жесткости не позволяет с достаточной точностью определять жесткость отдельных узлов станков и совершенно исключает возможность определения жесткости отдельных элементов узлов и крутильной жесткости привода. Поэтому можно рекомендовать производственный метод при определении жесткости станков наличного парка, а также при испытании станков на жесткость при модернизации и после их ремонта. Для тех станков, жесткость которых при испытании производственным методом оказалась ниже допустимой, необходимо для определения слабых в отношении жесткости звеньев применять метод испытания посредством универсального динамометра.
16. Влияние вибраций динамической системы на точность механической обработки.
Вибрации технологической системы, возникающие при обработке заготовок, оказывают большое влияние на точность обработки и стойкость режущего инструмента. При появлении колебаний режущего инструмента относительно обрабатываемой поверхности его стойкость снижается пропорционально квадрату амплитуды и на заготовке возникают погрешности формы поперечного сечения (овальность, огранка), образуется волнистость и увеличивается шероховатость обработанной поверхности. При образовании волнистости, непосредственно связанном с вибрациями динамической системы и с увеличением колебаний, а так же с возникновением дисбаланса вращающихся элементов системы, высота волн Wz рис 3.17(а,б) и шероховатость обработанной поверхности увеличиваются (рис 3.18)
Возникшие вибрации по достижению определённых величин амплитуд дополнительно усиливаются в связи с нестабильностью сил резания при врезании и отталкивании реж.инструмента, а так же в результате изменения истинных углов резания при относительных колебаниях элементов системы, что приводит к изменениям силы резания и вызываемых ею перемещений. При малой жёсткости технологической системы указанные источники могут не только усиливать возникшие колебания, но и сами могут стать причиной их возникновения.
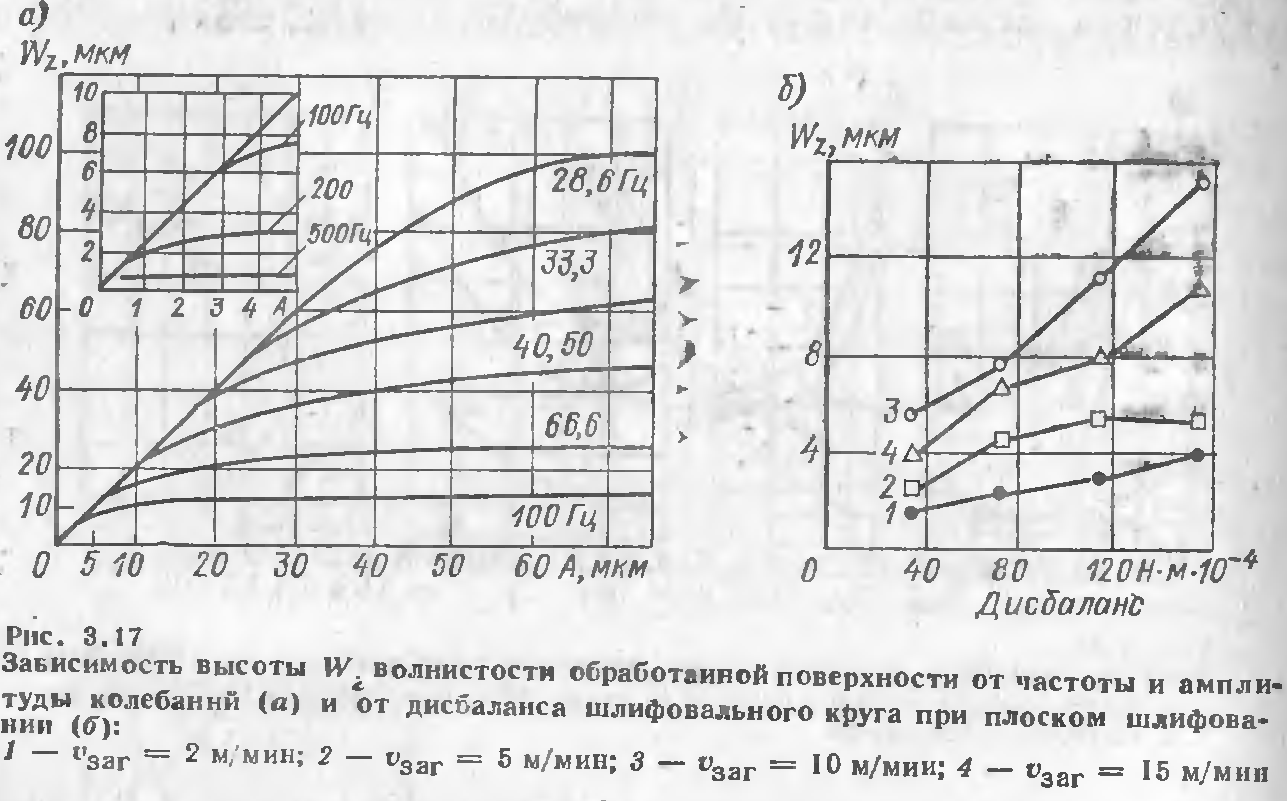
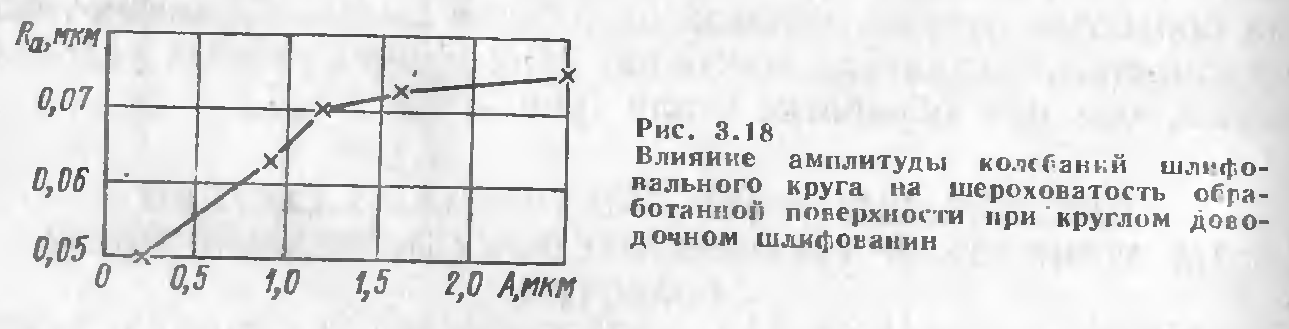
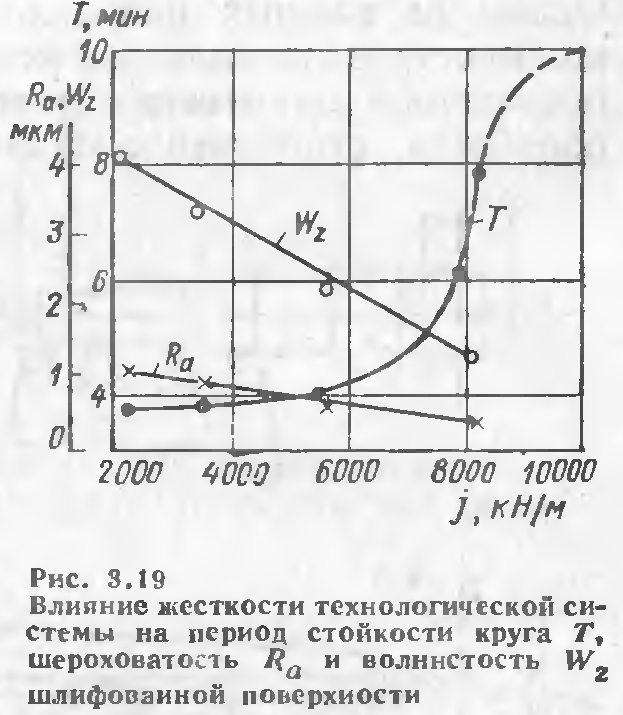 В
связи с вредным воздействием вибраций
динамической системы на точность и
производительность обработки и стойкость
режущего инструмента при проектировании
технологических процессов и технологической
оснастки ставится задача полного
устранения опасности возникновения
колебаний или сведения их к допустимому
минимальному уровню посредством
повышения устойчивости динамической
системы. Наиболее действенным средством
борьбы с вибрациями и повышениями
виброустойчивости динамической системы
является увеличение жёсткости всех
элементов упругой системы, приводящее
к повышению точности обработки и
стойкости режущего инструмента (рис
3.19). Это достигается повышением жёсткости
и точности металлорежущего станка и
его элементов, а так же жёсткости
приспособлений и крепления в них
обрабатываемых заготовок, применением
люнетов и повышением жёсткости конструкции
режущего инструмента и его крепления
на станке. При изменении жёсткости в
широких пределах возможны случаи, когда
увеличение жёсткости, повышая устойчивость
по отношению к низкочастотной форме
возмущённого движения, приводит к
появлению неустойчивости высокочастотной
формы. Например, уменьшение вылета
расточной оправки малого диаметра
устраняет низкочастотные вибрации с
частотой изгибных колебаний. Однако
при этом облегчается возникновение
высокочастотных вибраций с частотой
крутильных колебаний. Дальнейшее
уменьшение вылета приводит к устранению
высокочастотных колебаний.
В
связи с вредным воздействием вибраций
динамической системы на точность и
производительность обработки и стойкость
режущего инструмента при проектировании
технологических процессов и технологической
оснастки ставится задача полного
устранения опасности возникновения
колебаний или сведения их к допустимому
минимальному уровню посредством
повышения устойчивости динамической
системы. Наиболее действенным средством
борьбы с вибрациями и повышениями
виброустойчивости динамической системы
является увеличение жёсткости всех
элементов упругой системы, приводящее
к повышению точности обработки и
стойкости режущего инструмента (рис
3.19). Это достигается повышением жёсткости
и точности металлорежущего станка и
его элементов, а так же жёсткости
приспособлений и крепления в них
обрабатываемых заготовок, применением
люнетов и повышением жёсткости конструкции
режущего инструмента и его крепления
на станке. При изменении жёсткости в
широких пределах возможны случаи, когда
увеличение жёсткости, повышая устойчивость
по отношению к низкочастотной форме
возмущённого движения, приводит к
появлению неустойчивости высокочастотной
формы. Например, уменьшение вылета
расточной оправки малого диаметра
устраняет низкочастотные вибрации с
частотой изгибных колебаний. Однако
при этом облегчается возникновение
высокочастотных вибраций с частотой
крутильных колебаний. Дальнейшее
уменьшение вылета приводит к устранению
высокочастотных колебаний.
Важным средством предотвращения вибраций является правильное назначение геометрии режущего инструмента( увеличение углов в плане до 45, создание виброгасящих фасок и лунок), работа перевернутыми резцами(в некоторых случаях), а так же установка попарно нескольких инструментов, взаимно уравновешивающих колебания сил резания и т.п. Очень важным средством предотвращения появления вибраций является назначение режимов резания в пределах запаса устойчивости упругой системы по скорости, по подаче, глубине резания и ширине среза. В частности, при обдирочном и получистовом точении увеличение подачи обычно способствует устранению низкочастотных вибраций.
Увеличение глубины резания вызывает появление и усиление вибраций.
Подбор оптимальных СОЖ, уменьшающих трение в зоне резания, а так же трение стружки и передней поверхности инструмента, существенно снижающих уровень усилий резания, в свою очередь может значительно уменьшить интенсивность колебаний динамической системы.
При обработке неустойчивых заготовок и при использовании длинных расточных борштанг малой жёсткости и резцов с большим вылетом часто применяются разнообразные гасители колебаний(гидравлические, механические, динамические и т.п.), поглощающие энергию колебательного движения и снижающие интенсивность вибраций.
17. Значение анализа размерных цепей. Термины и определения (подетальная, сборочная, линейная, плоская, пространственная, угловая размерные цепи; определение составляющего, замыкающего исходного размеров).
Для нормальной работы машины (изделия) необходимо, чтобы составляющие их детали и поверхности последних занимали одна относительно другой определенное, соответствующее служебному назначению положение. При расчете точности относительного положения деталей и их поверхностей учитывают взаимосвязь многих размеров деталей в изделии. Например, из рис 5.1 видно, что при изменении размеров А1 и А2 величина зазора А также меняется.
В зависимости от принятой последовательности обработки поверхностей между действительными размерами отдельной детали также имеется определенная взаимосвязь. В обоих случаях она устанавливается при помощи размерных цепей.
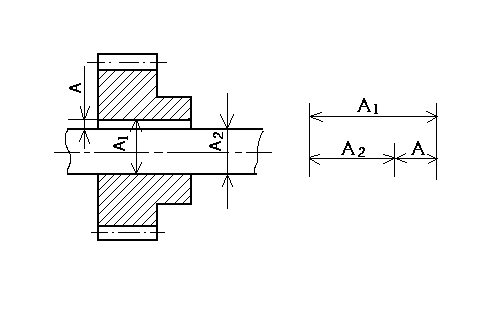
Рис. 5.1. Простейшая размерная цепь
Размерной цепью называют совокупность взаимосвязанных размеров (звеньев), образующих замкнутый контур и определяющих точность взаимного расположения осей и поверхностей одной детали (подетальная размерная цепь) или несколько деталей в узле или механизме (сборочная размерная цепь).
Замкнутость размерного контура – необходимое условие для составления и анализа размерной цепи. Однако на рабочем чертеже размеры следует проставлять в виде незамкнутой цепи; не проставляется размер замыкающего звена, т.к. для обработки он не требуется.
По взаимному расположению размеров размерные цепи делят на линейные, плоские и пространственные.
Линейная размерная цепь- если все ее размеры номинальные, параллельны один другому и, следовательно, могут проектироваться без изменения их величины на две или несколько параллельных линий.
Размерная цепь называется плоской, если часть ее размеров непараллельны, но лежат в одной или нескольких параллельных плоскостях.
Пространственной называется размерная цепь, если все или часть размеров этой цепи непараллельные один другому и лежат в непараллельных плоскостях.
Размерная цепь звеньями, которых являются угловые размеры, называются угловой размерной цепью.
Задача обеспечения точности при конструировании изделий решается с помощью конструкторских размерных цепей, отражающих взаимосвязь деталей и их размеров в сборочной единице , а при изготовлении деталей – с помощью технологических размерных цепей, выражающих связь размеров обрабатываемой детали по мере выполнения технологического процесса или размеров системы СПИД.
Размеры (звенья), из которых состоит размерная цепь, делятся на составляющие и один замыкающий. Замыкающим (А) называется размер, который получается последним в процессе обработки детали или сборки узла машины. Его величина и точность зависят от величины и точности всех остальных размеров цепи, называемых составляющими, которые обозначаются как А1; А2; … Аm-1, Б1; Б2; … Бm-1 и т.д.
Звено сборочной размерной цепи, которое определяет функционирование механизма, называется исходным (функциональным) размером (зазор, натяг, величина перемещения детали и т.д.) Исходя из предельных значений этого размера, рассчитывают допуски и отклонения всех остальных размеров цепи. В процессе обработки исходный размер, как правило, становится замыкающим.
Замыкающий размер А в трехзвенной цепи зависит от размера А1, называемого увеличивающим и размера А2, называемого уменьшающим. Замыкающее звено может быть положительным, отрицательным или равным нулю.
Размерную цепь можно условно изображать в виде безмасштабной схемы. На ней удобнее выявлять увеличивающие и уменьшающие звенья. Обозначают стрелками, вправо – увеличивающие, влево – уменьшающие.
Увеличивающий размер – размер, с увеличением которого, замыкающий размер увеличивается. Уменьшающий – размер, с увеличением которого, замыкающий размер уменьшается.
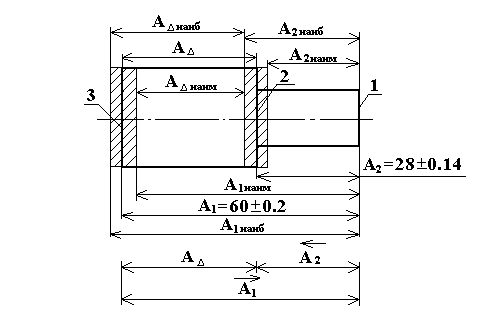
Рис. 5.2. Расчет размерных цепей позволяет:
установить связь между размерами деталей машин и уточнить номинальные значения и допуски взаимосвязанных размеров и исходя из эксплуатационных требований и экономической точности обработки деталей и сборки машин;
выявить пути сохранения точности машины в процессе эксплуатации, а также определить, какой вид взаимозаменяемости (полный или ограниченный) может быть наиболее рентабелен;
добиться наиболее правильной простановки размеров на рабочих чертежах;
определить операционные допуски и пересчитать конструктивные размеры на технологические (в случае несовпадения технологических баз с конструкторскими базами).
18. Методы решения размерных цепей. Метод решения размерных цепей, обеспечивающих полную взаимозаменяемость: прямая и обратная задачи (способ равных допусков, способ допусков одного квалитета точности; преимущества и недостатки метода полной взаимозаменяемости).
Расчет размерных цепей – обязательный этап конструирования машин, способствующий повышению качества, обеспечению взаимозаменяемости и снижению трудоемкости их изготовления. Сущность решения размерной цепи заключается в установлении допусков и предельных отклонений всех ее размеров исходя из требований конструкции и технологии. При этом различают две задачи:
Обратная задача – определение номинального размера и допуска (предельных отклонений) замыкающего звена по заданным номинальным размерам и предельным отклонениям составляющих звеньев (такая задача возникает в тех случаях, когда требуется проверить соответствие допуска замыкающего размера допуском составляющих размеров, проставленных на чертеже, - проверочный расчет);
Прямая задача – определение допуска и предельных отклонений составляющих размеров по заданным номинальным размерам всех размеров цепи и заданным предельным размером исходного размера (такого типа задачи ставятся при проектном расчете размерной цепи).
Существуют следующие методы решения размерных цепей:
метод полной взаимозаменяемости (по max и min);
теоретико –вероятностный (не полной взаимозаменяемости или частичной);
способ группового подбора при сборке (селективная сборка);
способ регулирования;
способ пригонки.
1.Способ равных допусков.
Применяют, если составляющие размеры являются величинами одного порядка (например, входят в один интервал диаметров) и могут быть выполнено с примерно одинаковой экономической точностью. В этом случае можно условно принять
Тогда из уравнения (4) получим
;
откуда
(5.10)
Полученный средний допуск ТсрАi корректируется для некоторых составляющих размеров в зависимости от их величины, конструктивных требований и технологических трудностей изготовления, но так чтобы удовлетворялось уравнение (4). При этом, как правило, надо использовать только стандартные поля допусков, желательно предпочтительного применения.
Способ равных допусков прост, но достаточно точен, т.к. корректировка допусков составляющих размеров произвольна.
2. Способ допусков одного квалитета точности.
При таком способе предполагают, что все составляющие цепь размеры могут быть выполнены по одному квалитету точности, а допуски составляющих размеров зависят от их номинального значения. Требуемая степень квалитета точности определяется следующим образом.
Величина допуска каждого размера равна Т=аi, где i – единица допуска. Для размеров от 1 до 500 мм , где Аiср – средний размер для интервала диаметров по ГОСТ ( ), к которому относится данный линейный размер. Тогда
где аi – число единиц допуска, содержащееся в допуске данного i-го размера звена.
Далее в соответствии с уравнением (5.4) можно написать
откуда
; (5.11)
где ТА - в мкм; Аiср – в мм.
По аср выбирают ближайший квалитет точности.
Число единиц допуска аср, полученное по формуле (5.11) в общем случае не будет равняться какой-либо из величин а, определяющих квалитет точности по ГОСТ 25347-82. Поэтому, выбрав ближайший квалитет точности и найдя по таблицам ГОСТ величины допусков составляющих размеров в соответствии с их номинальной величиной, корректируют их значения, учитывая конструктивно-эксплуатационные требования и возможность применения такого процесса изготовления, экономическая точность которого близка к требуемой точности размеров. Допуски для охватывающих размеров рекомендуется определять, как для основного отверстия, а для охватываемых – как для основного вала.
После нахождения величин допусков А1, А2, … , Аm-1 по заданным величинам В.О.А и Н.О.А определяются величины и знак верхних и нижних отклонений составляющих размеров max, чтобы они удовлетворяли уравнениям (5.7) и (5.8).
Решение второй задачи (обратной) способом назначения допусков одного квалитета точности является более обоснованным по сравнению со способом равных допусков.
Основными преимуществами метода полной взаимозаменяемости является:
Наибольшая простота достижения требуемой точности замыкающего звена, т.к. построение размерной цепи сводится к простому соединению всех составляющих ее звеньев. Например, использование этого метода при сборке превращает сборку в простое соединение деталей;
Простота нормирования процесса во времени, при помощи которых достигаются требуемая точность замыкающего размера;
Относительная простота механизации и автоматизации технологических процессов;
Возможность кооперирования различных цехов и отдельных заводов.
Эти преимущества способствуют широкому использованию метода полной взаимозаменяемости. Однако, он может оказаться экономически целесообразным лишь для машин не высокой точности или для цепей, цепей состоящих из малого количества звеньев. В других случаях, особенно при расчете точности негеометрических параметров, допуски могут быть чрезмерно жесткими и технологически трудновыполняемыми; при установлении же технологически выполняемых допусков может получиться, что
В таких случаях допуски рассчитываются другими методами.
19. Теоретико-вероятностный метод расчета размерных цепей.
Сущность метода заключается в том, что требуемая точность замыкающего звена размерной цепи достигается не во всех размерных цепях, а у подавляющего их большинства.
При выводе формул (2) – (8) и др. для расчета размерных цепей методом max - min предполагалось, что в процессе обработки или сборки возможно одновременное сочетание наибольших увеличивающих и наименьших уменьшающих размеров или обратное их сочетание. Оба случая наихудшие в смысле получения точности замыкающего звена, но они мало, вероятны, т.к. отклонение размеров в основном группируется около середины поля допуска. На этом положении и основан теоретико-вероятностный метод расчета размерных цепей.
Отличие этого метода от метода полной взаимозаменяемости в установлении больших по величине допусков на составляющие звенья, что делает изготовление деталей и эксплуатацию машин, которым принадлежат эти звенья, более экономичным. При этом идут на риск получения небольшого процента случаев выхода погрешности замыкающего звена размерной цепи за пределы установленного допуска.
Первая задача. Получая, что погрешности составляющих и замыкающего размера подчиняются закону нормального распределения, а границы их, вероятно, рассеяны, (6) совпадают с границами полей допусков, можно принять:
![]() или
или
![]()
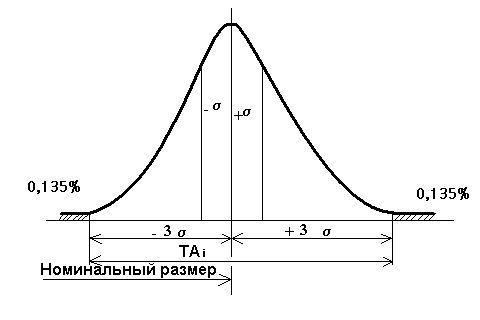 Рис.5.3. Поле рассеяния
для нормального распределения
Рис.5.3. Поле рассеяния
для нормального распределения
При этом у 27% изделий размеры замыкающих звеньев могут выходить за пределы поля допуска.
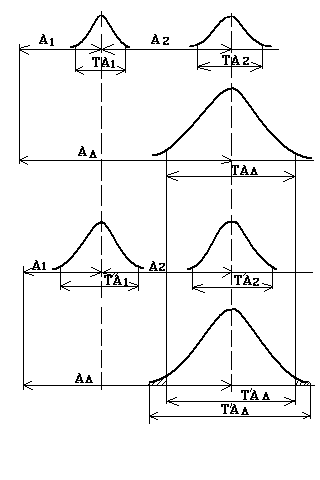 Проиллюстрируем
на примере 3-х звенной размерной цепи,
допуски на составляющие звенья равны
т.е. А1=А2
и для обоих составляющих звеньев принят
закон нормального распределения (кривая
Гаусса).
Проиллюстрируем
на примере 3-х звенной размерной цепи,
допуски на составляющие звенья равны
т.е. А1=А2
и для обоих составляющих звеньев принят
закон нормального распределения (кривая
Гаусса).
При нормальном распределении:
![]()
При решении методом полной взаимозаменяемости:
![]() .
.
Для нашего случая:
![]() .
.
При решении этой же задачи методом неполной взаимозаменяемости допуски обоих составляющих звеньев устанавливаются большими, т.е.
![]() или
или
![]()
и допуск замыкающего звена в этом случае будет больше чем необходимо, на величину
![]()
это может вызвать появление некоторой части изделий, погрешности замыкающего звена которых будет выходить за пределы требуемого допуска А замыкающего звена. Величина этой части изделий определяется отношением суммы 2-х заштрихованных площадок ко всей площади кривой рассеяния замыкающего звена (F1/F). Поэтому уравнение (5.4) решения размерной цепи запишется так:
 (5.12)
(5.12)
где k – коэффициент относительного рассеивания, характеризующий степень отличия распределения погрешностей i-го параметра по сравнению с распределением по закону Гаусса; При нормальном распределении k=1 при законе равной вероятности для (рис.1) k=1,73, при законе Симпсона k= 1,22.
- относительное среднее квадратичное отклонение от центра группирования случайной величины
![]() ;
;
- поле рассеяния, =6:
для
закона Гаусса
![]() ;
;
для
закона равной вероятности
![]() ;
;
для
закона Симпсона
![]() .
.
Коэффициенты k и вводится только для размерных цепей, в которых число составляющих звеньев менее пяти.
Поскольку величина (поле рассеяния) допуска ТА распределяется симметрично относительного среднего размера А, то полученную величину допуска по формуле (12) расписывают симметрично В.О. с (+); и Н.О. с (-) относительно среднего размера подсчитанного по методу полной взаимозаменяемости.
Пример.
А1=30+1, А2 = 20+0,1+0,3, А3=20-0,1+0,2, А0=80-0,1
При решении по 1 методу:

EA=![]()
Н.О.=-0,7 мм, А=10-0,7, Аср=9,65 мм
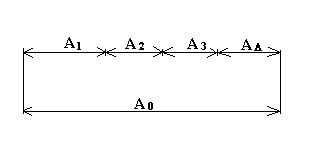 При
решении по методу неполной взаимозаменяемости
При
решении по методу неполной взаимозаменяемости

Таким образом, замыкающее звено будет иметь допуск 0,43 мм, а не 0,7 мм как при методе полной взаимозаменяемости, т.е. он будет выдерживаться более точным, и в результате этого у 27% размерных цепей размеры замыкающего звена могут выходить за указанные пределы.
Вторая задача. При решении обратной задачи – допуски составляющих звеньев цепи при заданном допуске исходного размера можно рассчитать четырьмя способами:
При способе равных допусков принимают, что величины ТАi и ki для всех составляющих размеров одинаковы. По заданной величине ТАопределяютсрАi, удовлетворяющее уравнению (5.12).
Уравнение для определения срАi , определяется
![]()
откуда
![]() (5.13)
(5.13)
Если
коэффициент ki
не одинаковый для всех составляющих
размеров, то знаменатель в формуле
(5.13) имеет вид
 .
.
При способе назначения допусков одного квалитета точности расчет, в общем, аналогичен решению второй задачи методом полной взаимозаменяемости, но формула (11) примет другой вид:
 (5.14)
(5.14)
Способ пробных расчетов заключается в том, что допуски на составляющие размеры назначают экономически целесообразным для условий предстоящего вида производства с учетом конструктивных требований, опыта эксплуатации имеющихся подобных механизмов и проверенных для данного производства значений коэффициентов ki и i.
Для повышения точности, надежности, долговечности и обеспечения функциональной взаимозаменяемости машин допуски и предельные размеры исходного и составляющих размеров, применяемые в существующих машинах, следует корректировать в сторону ужесточения с целью создания запаса на износ. После такого расчета размерной цепи проверяют выполнимость равенства (5.12). Если равенство не выполняется, то допуски, а иногда и номинальные значения составляющих размеров вновь корректируют.
Способ равного влияния применяют при решении плоскостных и пространственных размерных цепей. Он основан на том, что допускаемое отклонение каждого составляющего размера должно вызывать одинаковое изменение исходного размера.
20. Способ группового подбора при сборке (селективная сборка).
Селективная сборка является одним из способов расчета размерных цепей. Сущность этого метода является в изготовлении деталей со сравнительно широкими технологически выполнимыми допусками, выбираемые из соответствующих стандартов, тщательного измерения и сортировки деталей на равное число групп с более узкими групповыми допусками и сборке их (после комплектования) по одноименным группам. Такая задача обычно возникает при решении конструкторских размерных цепей, когда средняя точность размеров цепи получается излишне высокой и экономически неприменимой.
при ТА=ТВ посадка при ТА=ТВ посадка
с зазором с натягом
Рис. 5.5. Схемы сортировки деталей на группы при способе группового подбора.
Как видно из схем сортировки деталей при селективной сборке (в посадках с зазором и натягом) наибольшие зазоры и натяги уменьшаются, а наименьшие увеличиваются, что делает соединение более стабильным и долговечным. В переходных посадках наибольшие натяги и зазоры уменьшаются, приближаясь с ростом числа групп сортировки к тому натягу или зазору, который соответствует серединам полей допусков деталей.
Для установления числа групп n сортировки деталей необходимо знать требуемые предельные значения групповых зазоров или натягов, которые находят из условия обеспечения наибольшей долговечности соединения, либо допустимую величину группового допуска a или b, определяемую экономической точностью сборки и сортировки деталей, а также величиной возможной погрешности их формы. Погрешности формы не должны превышать группового допуска, иначе одна и та же деталь может попасть в одну или в другую ближайшую группу в зависимости от того, в каком сечении будет измеряться деталь при сортировке.
При сборке деталей для повышения долговечности подвижных соединений необходимо создать наименьший допустимый зазор, а для повышения надежности соединений с натягом – наибольший допустимый натяг.
Подсчитать число n групп можно следующим образом:
при заданном Т наимгр (для подвижной посадки)
![]() (5.15);
(5.15);
при
заданном
![]() (для посадки с натягом)
(для посадки с натягом)
![]() (15);
(15);
При заданной величине группового допуска a или b:
![]() ;
;
![]() ;
;
![]() ;
;
![]() .
.
При ТА>ТВ групповой зазор (или натяг) при переходе от одной группы к другой не остается постоянным (на практических занятиях), следовательно, однородность соединений не обеспечивается. Поэтому, селективную сборку целесообразно применять при ТА=ТВ.
Следует также иметь в виду, что при большом числе групп сортировки групповой допуск будет незначительно отличаться от допуска при меньшем числе групп, а организация контроля и сложность сборки значительно возрастает. Практически nmax=45, и лишь в подшипниковой промышленности при сортировки тел качения n достигает 10 и более.
Применение селективной сборки целесообразно в массовом производстве для соединений высокой точности, когда дополнительные затраты на сортировку , маркировку, сборку и хранение деталей по группам окупается высоким качеством соединений . При производстве подшипников качения и сборке ответственных резьбовых соединений с натягом селективная сборка является единственным экономически целесообразным методом обеспечения точности.
Для сокращения объемов незавершенного производства, образующегося при селективной сборке, строят эмпирические кривые распределения размеров соединяемых деталей. Если кривые распределения размеров соединяемых деталей одинаковые, например, соответствует закону Гаусса, то количество деталей в одноименных группах будет одинаковым. Следовательно, только при идентичности кривых распределения сборка деталей одноименных групп устраняет образование незавершенного производства. При законе Гаусса количество деталей в 1-й группе и 3-й равно 15,87%. Относительное количество деталей 2-й группы равно 68,26%.
Для осуществления метода групповой взаимозаменяемости необходимо:
Допуски на обе детали назначать одинаковыми;
Разбивать на одинаковое число групп;
Необходимо иметь точный мерительный инструмент, произвести дополнительную работу разбивки по группам и маркировку групп;
Необходимо, чтобы распределение случайных величин погрешностей подчинялось одному закону;
Размерные цепи должны состоять из небольшого количества звеньев.
Применение взаимозаменяемости по групповому методу:
Сборка шарикоподшипников (подбирают шарики и диаметры колец);
Поршней и поршневых пальцев двигателей внутреннего сгорания;
Резьбовые соединения (шпильки с корпусами, изготовленных из алюминиевых сплавов).
21. Способ регулировки, пригонки.
СПОСОБ РЕГУЛИРОВКИ
Требуемая точность исходного (замыкающего ) размера достигается преднамеренным изменением (регулированием) величины одного из заранее выбранных составляющих размеров, называемого компенсирующим. Роль компенсатора обычно выполняет специальное звено в виде прокладки, регулируемого упора, клина и т.д. При этом по всем остальным размерам цепи детали обрабатывают по расширенным допускам, экономически приемлемым для данных производственных условий.
Номинальный размер компенсирующего звена Аk определяют из уравнения:
 (5.16)
(5.16)
Значения Аk берут со знаком (+), когда он является увеличивающим размером, и со знаком (-) – в противоположном случае.
Детали, путем изменения, положения которых достигается требуемая точность замыкающего размера, подвижными компенсаторами.
Компенсирующим звеном является А3. роль подвижного компенсатора выполняет втулка 1.
Достижение требуемой точности зазора осуществляется следующим образом. Детали обрабатывают с экономически достижимыми в данных производственных условиях допусками. После сборки всех деталей втулку 1 перемещают в осевом направлении до тех пор, пока не будет достигнута требуемая точность зазора. После этого положение втулки фиксируется при помощи стопорного винта 2.
В качестве неподвижных компенсаторов используются: прокладки, кольца, шайбы, втулки, фланцы и т.д.
Для использования неподвижных компенсаторов необходимо определить число их групп.
Поскольку допуски на размеры всех звеньев увеличивают, то допуск замыкающего звена определяется
![]()
и количество групп неподвижных компенсаторов
![]() ;
(5.17)
;
(5.17)
Пример: ТА=0,1 мм; ТА1=0,3 мм; ТА2=0,3 м; А3=4 мм.
![]() ,
,
![]()
Толщина каждой сменной прокладки S должна быть меньше допуска исходного размера t<TA. В противном случае после установки прокладки может быть получен исходный размер, превышающий по величине наибольший допустимый размер.
Для
нашего примера
![]()
Следовательно, размеры шайб должны быть
4,6; 4,5; 4,4; 4,3; 4,2; 4,1; мм.
Количество неподвижных компенсаторов в каждой группе размеров делается одинаковым, если о характере возможной кривой рассеяния размеров компенсирующего звена ничего не известно.
В тех случаях, когда известен характер кривой распределения размеров, количество неподвижных компенсаторов в каждой группе размеров берется пропорциональным, соответствующим площадям, ограниченным кривой рассеяния и двумя вертикалями, ограничивающими размеры смежных ступеней.
СПОСОБ ПРИГОНКИ
Сущность метода пригонки заключается в том, что требуемая точность замыкающего звена достигается дополнительной обработкой при сборке деталей по одному из заранее намеченных составляющих размеров цепи. Здесь детали по всем размерам, входящим в цепь, изготовляют с допусками, экономически приемлемыми для данных условий производства.
Для того чтобы пригонка всегда осуществлялась за счет предварительно выбранного размера, называемого технологическим компенсатором, необходимо по этому размеру оставлять припуск на пригонку, достаточный для компенсации величины превышения исходного размера и в месте с тем наименьший для сокращения объема пригоночных работ. Значения Ак ( - величина компенсации) определяют:
 (5.18)
(5.18)
где ТА - поле рассеяния исходного размера получающегося при расширенных допусках составляющих размеров (без учета отклонений компенсирующего звена);
Т Аi
– принятые расширенные технологически
выполнимые допуски составляющих звеньев.
Аi
– принятые расширенные технологически
выполнимые допуски составляющих звеньев.
Рис. 5.6. Пример размерной сборочной цепи
Пример: Несовпадение осей передней и задней бабок токарного станка 0,05 мм на всей длине станины. Практически изготовить невозможно, поэтому применяют способ пригонки.
Собирают заднюю бабку, измеряют точно А, причем умышленно делают размер увеличенным за счет размера А3, а затем по результатам измерений снимают лишний слой металла со звена А3.
![]()
т.е. допуск на размеры А1 и А2 должны быть по 0,0075 мм, что практически получить невозможно. Поэтому назначаем допуск ТА2=0,03 мм; ТА1=0,015 мм.
ТА=0,03 + 0,015 = 0,045 мм;
 .
.
Таким образом шпонку можно изготовить (размер А1) увеличенным на 0,03 мм.
Существенным недостатком метода пригонки является:
величину снимаемого припуска, как правило можно установить только после предварительной сборки деталей цепи;
требуются трудоемкие пригоночные работы, выполняемые высококвалифицированными рабочими;
увеличивается трудоемкость и цикл сборки;
возникают трудности при замене быстроизнашивающихся деталей.
22. Выбор методов расчета размерной цепи и достижения точности замыкающего звена.
ВЫБОР МЕТОДОВ РАСЧЕТА РАЗМЕРНОЙ ЦЕПИ И ДОСТИЖЕНИЕ ТОЧНОСТИ ЗАМЫКАЮЩЕГО ЗВЕНА
Выбор метода достижения точности замыкающего звена зависит от величины допуска ТА, от числа составляющих звеньев размерной цепи. Необходимо учитывать и реальные возможности предприятия по обеспечению проектной точности размеров составляющих звеньев и обеспечения соответствующего уровня организации сборочных работ.
Если число составляющих звеньев размерной цепи m 4, то расчет – методом ПВ; m 5 – НПВ.
Для предварительного выбора рекомендуют соединение способов: определяют Аср
 ;
;
затем по установленному ТА и m определяют
![]() - методом ПВ;
- методом ПВ;
![]() - методом НПВ;
- методом НПВ;
по полученным Аср и ТАср определяют ближайший квалитет точности. Если расчет выполнен по методу ПВ и величина ТАср соответствует 9 квалитету и грубее IT10, IT11, то следует использовать метод ПВ. При малом числе звеньев иногда используют ПВ и при 6 – 8 квалитетах (т.к. снижение трудоемкости сборки окупают повышение требований к точности).
При ТАср соответствующей 7 квалитету – рекомендуют использовать метод пригонки или регулировки (для некоторых изделий, выпускаемых в больших количествах, вместо пригонки рационально применять групповую взаимозаменяемость).
Если расчет выполняется по НПВ и величина соответствует IT10 и грубее, то следует использовать НПВ.
23. Классификация и выбор технологических баз (конструктивная, измерительная, технологическая, установочная, опорная, поверочная, основная, вспомогательная базы).
Общая классификация баз
Все многообразие поверхностей деталей сводится к четырем видам:
1) исполнительные поверхности - поверхности, при помощи которых деталь выполняет свое служебное назначение;
2) основные базы - поверхности, при помощи которых определяется положение данной детали в изделии;
3) вспомогательные базы - поверхности, при помощи которых определяется положение присоединяемых деталей относительно данной;
4) свободные поверхности - поверхности, не соприкасаемые с поверхностями других деталей.
Общая классификация баз имеет следующий вид:
А. По назначению – конструкторская, основная, вспомогательная, технологическая, измерительная;
Б. По лишаемым степеням свободы: установочная, направляющая, опорная, двойная направляющая, двойная опорная;
В. По характеру проявления: скрытая, явная,
По назначению
Конструкторская база - база, используемая для определения положения детали или сборочной единицы в изделии.
Основная база - конструкторская база, принадлежащая данной детали или сборочной единице и используемая для определения ее положения в изделии.
I, II, III - комплект основных баз шестерни.
Вспомогательная база - конструкторская база, принадлежащая данной детали или сборочной единице и используемая для определения положения присоединяемого к ним изделия.
I, II, III - комплект вспомогательных баз вала со шпонкой.
Технологическая база - база, используемая для определения положения заготовки или изделия в процессе изготовления или ремонта.
I - технологическая база вала; 1 - призма ( элемент приспособления к фрезерному станку); 2 - шпоночная фреза ; 3 - заготовка вала со шпоночным пазом.
Измерительная база - база, используемая для определения относительного положения заготовки или изделия и средств измерения.
1 - индикаторная стойка
2 - изделие
3 - индикатор ( средство измерения)
А - измерительная база детали.
По лишаемым степеням свободы
Установочная база - база, лишающая заготовку или изделие трех степеней свободы - перемещения вдоль одной координатной оси и поворотов вокруг двух других осей.
Направляющая база - база, лишающая заготовку или изделие двух степеней свободы - перемещения вдоль одной координатной оси и поворота вокруг другой оси.
Опорная база - база, лишающая заготовку или изделие одной степени свободы - перемещения вдоль одной координатной оси или поворота вокруг оси.
I - установочная база заготовки, лишающая ее перемещения вдоль оси Z и поворотов вокруг осей Х и У;
II - направляющая база заготовки , лишающая ее перемещения вдоль оси У и поворота вокруг оси Z;
III - опорная база заготовки, лишающая ее перемещения вдоль оси X;
1 - заготовка; 2 - опоры приспособления.
Двойная направляющая база - база, лишающая заготовку или изделие четырех степеней свободы - перемещений вдоль двух координатных осей и поворотов вокруг этих осей.
I - двойная направляющая база детали, лишающая ее перемещений вдоль осей Y и Z и поворотов вокруг осей Y и Z.
Двойная опорная база - база, лишающая заготовку или изделие двух степеней свободы - перемещений вдоль двух координатных осей.
I - двойная опорная база заготовки, лишающая ее перемещений вдоль осей X и Y.
1 - заготовка
2 - элемент приспособления
По характеру проявления
Скрытая база - база заготовки или изделия в виде воображаемой плоскости, оси или точки.
Явная база - база заготовки или изделия в виде реальной поверхности, разметочной риски или точки пересечения рисок.
I - установочная явная база заготовки;
II - направляющая скрытая база заготовки;
1 - 6 - опорные точки;
7 - заготовка;
8 - губки самоцентрирующих тисков.
24. Схема базирования призматических деталей, цилиндрических длинных и коротких деталей. Базирование по коническим поверхностям.
СХЕМА БАЗИРОВАНИЯ ПРИЗМАТИЧЕСКИХ ДЕТАЛЕЙ
Всякое твердое тело, рассматриваемое в системе трех взаимно перпендикулярных осей может иметь шесть степеней свободы: перемещение вдоль этих осей и повороты относительно тех же осей. Если задать шесть координат, то можно точно определить положение детали в пространстве.
Если координаты заменить опорными точками, получается схема базирования призматической детали в приспособлении. Силы зажима W1; W2; W3 совместно с опорными точками обеспечивают двухсторонние связи – силовое замыкание всей системы.
Поверхность детали, несущая три опорные точки, называется главной базирующей поверхностью; боковая поверхность с двумя точками – направляющей, торцовая поверхность с одной точкой – упорной.
В качестве главной желательно выбирать поверхность, имеющую наибольшую площадь. В качестве направляющей – поверхность наибольшей протяженности.
СХЕМА БАЗИРОВАНИЯ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ
Для того чтобы точно определить положение валика в пространстве, необходимо задать пять жестких связей – координат, которые лишают валик пяти степеней свободы. Шестая степень свободы – вращение вокруг собственной оси – отнимают у валика координатой, проведенной от поверхности шпоночной канавки. Если координаты заменим призмой, получим вторую схему базирования (рис. 16.3.) с зажимом детали силой W.
Цилиндрическая поверхность валика, несущая четыре опорные точки, называется двойной направляющей базирующей поверхностью; торцовая поверхность – упорной базой. Для ориентирования детали в угловом положении необходима вторая упорная база под шпонку или штифт.
БАЗИРОВАНИЕ ПО КОНИЧЕСКИМ ПОВЕРХНОСТЯМ
При установке детали длинной конической поверхностью, например в коническом отверстии шпинделя станка, она лишается пяти степеней свободы, т.к. длинная коническая поверхность является одновременно двойной направляющей и упорной базой. Для ориентации детали в угловом положении требуется еще одна упорная поверхность под штифт или шпонку.
При установке детали в центрах станка используются короткие конические отверстия. Левое центровое отверстие является одновременно центрирующей и упорной базовой поверхностью и лишает деталь трех степеней свободы; правое – только центрирующей, дополнительно лишающей деталь двух степеней свободы. Если при центрировании задать детали точное угловое положение и лишить ее шестой степени свободы, то используется вторая упорная база.
Из анализа основных схем видно, что для полного базирования детали с лишением ее всех степеней свободы необходим комплект их трех базирующих поверхностей, несущих шесть основных опорных точек (правило шести точек). Каждая опорная точка отнимает у детали одну степень свободы. При установки по черновым базам или по грубо обработанным поверхностям излишние опорные точки (сверх шести) делают схему базирования статически неопределенной и не только повышает, но, наоборот, понижает точность установки. Очень часто для повышения жесткости и устойчивости устанавливаемых деталей вместо четвертой точки используют вспомогательную опору, которая должна быть самоустанавливающейся или подводимая.
При базировании детали плоскостями ее бобышек, расположенными по периметру четырехугольника, целесообразно одну из постоянных опор заменить двухточечной, но она должна быть самоустанавливающейся.
25. Расчет погрешностей базирования на примерах различных установок деталей. Количество баз, необходимых для базирования.
Количесво баз, необходимых для базирования
При обработке заготовок на станках и их установке в приспособлениях во многигих случаях нет необходимости в полной ориентировке заготовок с использованием всего комплекта из трех баз, контактирующих с шестью опорными точками приспособления или станка. Так, например, при обработке плоскости призматической заготовки ориентировка заготовки на станке в направлении горизонтальных осей координат для получения требуемого размера, не имеет значения, поэтому боковые поверхности заготовки теряют значение баз.
При обработке цилиндрических заготовок для их базирования во многих случаях тоже нет необходимости в использовании комплекта всех трех баз.
Например, при сквозном сверлении и растачивании заготовки, закрепленной в патроне, используется только одна двойная направляющая база, находящаяся в контакте с четырьмя опорными точками. При растачивании ступенчатого отверстия, когда выдерживается линейный размер а, необходимо использовать две базы: двойную направляющую и опорную.
При установке валиков в центрах они базируются по коротким крутым конусам центровых отверстий с помощью пяти опорных точек и лишаются пяти степеней свободы. При этом у валиков сохраняется шестая степень свободы - возможность вращения вокруг собственной оси, необходимая для обработки. При этом используемый в подобных случаях хомутик отнюдь не является шестой опорной точкой, так как он не участвует в базировании заготовки и не ориентирует ее положение, а служит только для передачи заготовке вращения.
При проектировании технологических операций на операционном эскизе изображается так называемая «теоретическая схема базирования».
Теоретическая схема базирования представляет собой схему расположения на технологических базах заготовки идеальных опорных точек и условных точек, символизирующих позиционные связи заготовки с принятой системой координат. При этом на контурных линиях поверхностей заготовок, принятых в качестве технологических баз, проставляются условные обозначения идеальных точек контакта заготовок и приспособлений, которые :ишают заготовку соответствующего числа степеней свободы. Условные обозначения опор, зажимов и установочных устройств приведены в ГОСТ 3.1107-81.
Расчет погрешностей базирования на примерах различных установок деталей:
ПРИНЦИП СОВМЕЩЕНИЯ (ЕДИНСТВА) БАЗ
При назначении технологических баз для точной обработки заготовки в качестве технологических баз следует принимать поверхности, которые одновременно являются конструкторскими и измерительными базами детали, а также используются в качестве баз при сборке изделий.
При совмещении технологических, конструкторских и измерительных баз обработка заготовки осуществляется по размерам, проставленным в рабочем чертеже, с использованием всего поля допуска на размер, предусмотренного конструктором.
Если технологическая база не совпадает с конструкторской или измерительной базой, технолог вынужден производить замену размеров, проставленных в рабочих чертежах от конструкторских и измерительных баз более удобными для обработки технологическими размерами, проставленными непосредственно от технологических баз. При этом происходит удлинение соответствующих размерных цепей заготовки и поля допусков на исходные размеры, проставленные от конструкторских баз, распределяются между вновь введенными промежуточными размерами, связывающими технологические базы с конструкторскими базами и с обрабатываемыми поверхностями. В конечном счете это приводит к ужесточению допусков на размеры, выдерживаемые при обработке заготовок, к удорожанию процесса обработки и понижению его производительности.
Сказанное можно проиллюстрировать следующим примером.
При обработке паза на глубину 10H14 (рис. 6.24, а) для упрощения конструкции приспособления удобно установить заготовку на нижнюю поверхность В (рис. 6.24, г). Так как дно паза С связано размером 10+0'36 с верхней плоскостью А, эта плоскость является для паза конструкторской и измерительной базами. В этом случае технологическая база — поверхностьВ не совпадает с конструкторской и измерительной базами и не связана с ними ни размером, ни условием правильного взаимного расположения.
Поскольку при работе на настроенном станке расстояние от оси фрезы до плоскости стола сохраняется неизменным (к = сопз1), а следовательно, постоянен и размер с, отсутствующий на чертеже, то размер глубины паза а = Ю^'56 мм не может быть выдержан, так как на его колебание непосредственно влияет погрешность размера Ь - — 50-о,62 мм, выдерживаемого на предыдущей операции (рис. 6.24, б).
Очевидно, что на операционном эскизе фрезерования паза в этом случае следует поставить технологический размер с, точность которого не зависит от предыдущей операции, а конструкторский размер а =Ю+0’36 мм целесообразно с эскиза снять. Расчет технологического размера с, а также нового технологического допуска размера Ь можно произвести, исходя из размерной цепи, приведенной на рис. 6.24, в. Из рисунка видно, что с = Ь—а = = 50 — 10 = 40 мм.

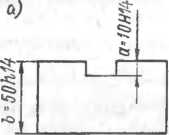
Фрезерование
паза от опорной технологической базыВ,
ие совпадающей с конструкторской
Допуск размера с определяется из той же размерной цепи, в которой исходным размером является конструкторский размер а = = 10+0,зс, так как весь расчет производится на основании предпосылки, что размер а должен быть автоматически получен в пределах заданного конструктором допуска при выполнении составляющих размеров цепи 6 и с в пределах установленных для них допусков. В соответствии с формулой (5.3) Та = Тb + Тс, откуда Тс — Та — Тb. Подставляя соответствующие значения, получаемТс = 0,36-0,62.
Так как допуск — величина существенно положительная и отрицательной быть не может, полученное уравнение не может быть решено без увеличения уменьшаемого или без уменьшения вычитаемого.
Окончательно размер b назначается с допуском, равным ближайшему стандартному с сохранением установленного чертежом минусового отклонения поля допуска от номинала, т. е. Ь = 50_о 16 = = 50h11.
Тогда расчетный допуск технологического размера
![]()
Предельный значения технологического размера с определяются из той же размерной цепи на рис. 6.24, в, т. е. а = Ь — с:
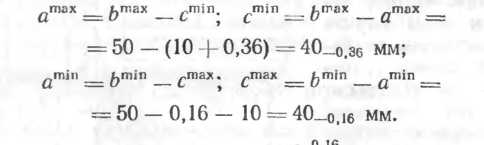
Расчетная величина размера с = 40-о!зв мм. Окончательно принимается ближайшее стандартное значение этого размера с — = 401о;'« мм, соответствующее значению 40b11. Предельные значения проставленного технологического размера снаходятся в границах расчетных размеров.
Проверочный расчет на максимум и минимум (aтах = = 50 — (40 — 0,33) = 10+0-33; amin = 50 — 0,16 — (40 — 0,17) = = 10+0’01) показывает, что предельные значения исходного конструкторского размераа находятся в границах предельных размеров, установленных чертежом, и пересчет размеров сделан правильно,
В случаях, когда стандартный размер, ближайший к расчетному технологическому размеру с, значительно отличается по величине своего поля допуска от расчетного, окончательно может быть принят расчетный размер с.
На основании проведенного расчета в операционных эскизах заготовки вместо чертежных размеров 10H14 и 50h14 должны быть проставлены новые размеры b = 50h11 и с = 40b11. Таким образом, в связи с несовпадением технологической и конструкторской (измерительной) баз рабочему фактически приходится выдерживать заметно более жесткие допуски по сравнению с допусками, установленными конструктором. В рассмотренном случае вместо допусков по h14, установленных чертежом, должны быть выдержаны допуски по h11 и b1.
ПРИНЦИП ПОСТОЯНСТВА БАЗ
Принцип постоянства баз заключается в том, что при разработке технологического процесса необходимо стремиться к использованию одной и той же технологической базы, не допуская без особой необходимости смены технологических баз (не считая смены черновой базы).
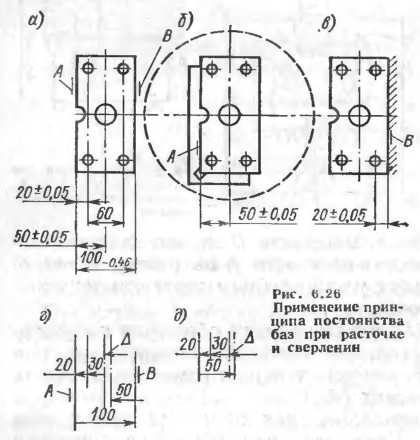 Стремление
осуществить обработку на одной
технологической базе объясняется
тем, что всякая смена технологических
баз увеличивает погрешность взаимного
расположения поверхностей, обработанных
от разных технологических баз,
дополнительно внося в нее погрешность
взаимного расположения самих
технологических баз, от которых
производилась обработка поверхностей.
Стремление
осуществить обработку на одной
технологической базе объясняется
тем, что всякая смена технологических
баз увеличивает погрешность взаимного
расположения поверхностей, обработанных
от разных технологических баз,
дополнительно внося в нее погрешность
взаимного расположения самих
технологических баз, от которых
производилась обработка поверхностей.
Например, если на заготовке, изображенной на рис. 6.26, с, требуется обеспечить совмещение оси симметрии четырех малых отверстий с осью центрального отверстия в пределах допустимой погрешности А = ±0,1 мм, а расточка центрального отверстия на токарном станке (рис. 6.26, б) и сверление четырех малых отверстий в кондукторе (рис. 6.26, в) выполняются при использовании различных баз А и В, то фактическая величина смещения осей возрастает на величину погрешности взаимного расположения использованных/ баз, т. е. на величину допуска на размер 100. Это подтверждает расчет технологической размерной цепи (рис. 6.26, г):
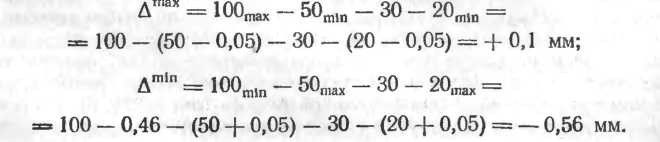
В связи с тем, что сверление малых отверстий выполняется по кондуктору, расстояние между ними (размер 60) выполняется точно, поэтому в расчете размер 30 условно принят постоянным.
Нетрудно убедиться в том, что при выполнении обеих операций от неизменной базы (например, от плоскости А)колебание величины смещения осей уменьшается, так как оно определяется из более короткой технологической размерной цепи (рис. 6.26, 5), не включающей в себя размер 100, т. е :

При этом требование чертежа о совмещении осей в пределах погрешности ±0,1 мм выполняется.
26. Методы настройки станков и расчеты настроечных размеров. Статическая настройка.
МЕТОДЫ НАСТРОЙКИ СТАНКОВ И РАСЧЕТЫ НАСТРОЕННЫХ РАЗМЕРОВ.
Для осуществления технологической операции необходимо предварительно произвести предварительную наладку (настройку) станка.
Наладкой (настройкой) называется процесс подготовки технологического оборудования и технологической оснастки к выполнению определенной технологической операции.
Задачами настройки являются получение требуемой точности обрабатываемых деталей и получение возможно большего количества годных деталей, обработанных до первой поднастройки системы СПИД.
Для решения этих задач, необходимо правильно разместить возможное данной технологической системы поле рассеяния , порождаемое совокупным действием случайных факторов относительно границ устанавливаемого поля допуска. Для этого прежде всего необходимо знать, к получению какого размера необходимо стремиться при настройки (к получению нб, нм, ср или какого либо другого из допускаемых размеров).
Размер, к получению которого надо стремиться при настройки, называется рабочим настроечным размером Ар.
В настоящее время известны следующие методы настройки станков:
статическая настройка;
настройка по пробным заготовкам с помощью рабочего калибра;
настройка с помощью универсального мерительного инструмента по пробным заготовкам.
СТАТИЧЕСКАЯ НАСТРОЙКА
заключается в установке режущего инструмента по различным калибрам и эталонам на неработающем станке.
Для упрощения настройки, особенно для сокращения затрачиваемого на нее время, в ряде случаев используют ранее обработанную деталь или специально изготовленный эталон. При этом все инструменты доводят рабочими кромками до соответствующих поверхностей детали, ограничивающих рабочее движение каждого из инструментов. В таком положении инструмент закрепляется в державках или рабочих органах оборудования.
Если работа ведется по упорам, производится установка и регулировка всех упоров, служащих для выключения механической подачи и т.д.. После этого, эталонную деталь снимают, устанавливают заготовку и производят ее обработку и измерение.
Инструменты не обеспечивающие получение требуемой точности на соответствующих размерах обработанной детали, подвергаются дополнительной регулировке. После этого делается вторая пробная деталь, и процесс повторяется до тех пор, пока по всем размерам детали не будет получена требуемая точность.
При обработки деталей сложного профиля, больших габаритных размеров и большого веса использование ранее обработанных деталей в качестве эталонов для статической настойки становится громоздким и неэкономичным.
В таких случаях их заменяют специально изготовленными деталями, так называемыми габаритами. Габарит обычно представляет собой уменьшенный на толщину щупа профиль подлежащих обработке поверхностей детали, выполненной в виде отливки небольшой ширины или в виде сварной конструкции. С целью сохранения точности габарита его рабочие поверхности делают из стальных закаленных накладных пластин. Рис.154 Б.
Для деталей простых конструктивных форм , вместо габаритов иногда используют плоско параллельные концевые меры длины (плитка) устанавливаемые на специально сделанные для этого площадки приспособлений (см. рис. 155 Б).
В ряде случаев применяют специальные приспособления с индикаторными устройствами (рис. 206 Б). Точность не выше IT9. Это приводит к необходимости дополнять статическую настройку динамической.
По эталону производят настройку многорезцовых станков. Настройка инструментальных блоков осуществляется по эталону вне станка. Этот же метод настройки используется при настройки обрабатывающих центров и станков с ЧПУ.
27. Управление точностью обработки по входным данным.
УПРАВЛЕНИЕ ТОЧНОСТЬЮ ПРОЦЕССА ОБРАБОТКИ ПО ВХОДНЫМ ДАННЫМ
Второй путь управления заключается в том, что поправка динамической настройки д, необходимая для компенсации отклонения размера динамической настройки Ад, вносится за счет изменения последнего. Величина размера динамической настройки Ад зависит от силы резания и жесткости системы. Следовательно, при заданной жесткости управлять величиной Ад можно, изменяя силу резания Р. Для изменения силы резания можно использовать любой из факторов, от изменения которого зависит величина и направление этой силы. Из анализа формулы:
![]() или
или
![]()
следует, что для управления силы резания можно воспользоваться изменением величины:
продольной подачи;
твердости материалов заготовки;
коэффициентов Сz; Сy; Сx; характеризующих условие обработки, т.е. геометрию инструмента, скорость резания и т.д.. Следовательно управлять силой резания можно также путем изменения скорости резания и геометрии режущего инструмента. Изменять твердость материала в процессе обработки деталей с необходимой твердостью в требуемых пределах пока не представляется возможным.
Проще всего уменьшать поле рассеяния твердостью, припусков сортируя заготовки, но это очень трудоемко.
Поэтому, при заданной геометрии режущего инструмента и выбранной скорости резания (исходя из стойкости режущего инструмента) достаточно эффективно силой резания можно управлять изменением продольной подачи. Основным преимуществом использования подачи, в качестве параметра управления силой резания является возможность создание очень тонкого и чувствительного механизма управления упругими перемещениями системы СПИД, не имеющего никаких скачков. В соответствии с этим размер статической настройки Ас остается неизменным в течении всего времени обработки деталей между двумя поднастройками, необходимыми для компенсации размерного износа режущего инструмента и осуществляемыми с помощью механизма активного контроля.
Управление подачей может осуществляться рабочим в ручную или с помощью системы автоматического управления (САУ). Подача может изменяться дискретно или еще лучше непрерывно и автоматически.
При ручном изменении подачи рабочий наблюдает за отклонением стрелки прибора и вносит новые изменения в величину подачи, пока стрелка не возвращается в исходное положение. При автоматическом управлении подачи эти функции выполняет САУ. При обработке детали с большой величиной припуска и твердости рабочий или САУ соответственно уменьшают величину подачи, при обработке следующей детали с меньшей величиной припуска на обработку увеличивают подачу и т.д.
Регулирование подачи в процессе обработки заготовок дает возможность не только уменьшать, но и повышать точность геометрической формы заготовок. В процессе обработки заготовок на токарных и шлифовальных станках жесткость технологической системы не остается постоянной в связи с различной податливостью самой обрабатываемой заготовки по длине ее. Для получения правильной геометрической формы обрабатываемой заготовки необходимо компенсировать не только колебание силы резания вызванное не постоянством НВ, Zmin, но и упругие отжатия технологической системы. Т.е. необходимо создать дополнительное устройство, которое обеспечивало бы точность геометрической формы заготовки по ее длине. На станках с ЧПУ подобные изменения продольной подачи по длине обработки заготовки должны быть внесены в управляющую программу.
Результаты обработки партии чугунных деталей (по данным Каф. ТМ Станкина под руководством профессора Б.С. Балакшина) дали следующие показатели: величина поля рассеяния т = 0,061 мм при обычной обработке сократилось до т =0,027 мм при использовании САУ. Поле рассеяния погрешности формы детали в продольном сечении с т =0,042/300 сократилось до т=0,012/300 с использованием САУ.
Т.е. управление упругими перемещениями продольной подачи позволяет:
Существенно повысить точность обработки заготовок и других показателей качества за счет уменьшения поля рассеяния, порождаемого совокупным действием факторов;
Увеличить штучную производительность подавляющего большинства технологических систем (рост производительности обработки за счет применения наивысших режимов резания, допускаемых данной технологической системой при заданной точности);
Использовать чрезвычайно тонкий и чувствительный механизм регулирования технологической системы, работающей без скачков, с сохранением постоянного размера Ас;
Обеспечить обработку заготовок с равномерной нагрузкой технологической системы, что способствует более экономичному использованию оборудования и режущего инструмента.
Недостаток: изменение подачи увеличивает шероховатость обрабатываемой поверхности. С увеличением подачи шероховатость увеличивается, т.е. шероховатость, вследствие колебания S, становится неоднородной. Во многих случаях этот недостаток не является существенным, т.к. после обычных операций проводят более тонкую доводочную обработку.
Системы САУ нашли применение в ряде конструкций станков (с ЧПУ, управляемых микроЭВМ и микропроцессорами). Наиболее целесообразно – одноинструментная обработка. Недостаток – дороговизна.
28. Качество поверхности деталей машин и заготовок. Общие понятия и определения.
КАЧЕСТВО ПОВЕРХНОСТИ ДЕТАЛЕЙ МАШИН И ЗАГОТОВОК. ОБЩИЕ ПОНЯТИЯ И ОПРЕДЕЛЕНИЯ
Под качеством поверхности понимают состояние поверхностного слоя как результат воздействия на него одного или последовательного комплекса технологических методов. Оно характеризуется совокупностью характеристик шероховатости и волнистости поверхностного слоя и микроструктуры его.
При производстве детали на ее поверхности появляются неровности; в слое металла, прилегающем к ней, изменятся структура, фазовый и химический состав, возникают остаточные напряжения.
Слой металла с изменениями по сравнению с основным металлом, из которого изготавливается деталь, структурой, фазовым и химическим составом называется поверхностным слоем. Внешняя поверхность этого слоя граничит с окружающей средой или сопрягаемой деталью. В условиях эксплуатации поверхностный слой детали подвергается сильному физико-химическому воздействию: механическому, тепловому, световому, магнитоэлектрическому, химическому и др. потеря деталью своего служебного назначения происходит в большинстве случаев с поверхности: износ, кавитация, эрозия, коррозия, усталостные трещины и т.д.
К характеристикам качества поверхностного слоя относятся:
Микрогеометрия (шероховатость):
Rz и Ra – высота неровности по 10-ти точкам и среднеарифметическое отклонение профиля;
Rmax – наибольшая высота неровностей профиля и местных выступов;
Sm и S – средний шаг соответствующих неровностей профиля и местных выступов;
tp – относительная опорная длина профиля;
r и r - радиус закруглений вершин выступов и впадин;
Wa и Wmax – среднее арифметическое отклонение профиля и их наибольшая высота;
Sw – средний шаг неровности волны;
Hmax – наибольшая высота макроотклонения;
H - микротвердость;
H – глубина наклепанного слоя;
и h - остаточные напряжения и глубина их залегания.
Различают три вида неровностей: шероховатость, волнистость и отклонения от правильной геометрической формы.
Шероховатость – микрогеометрическое отклонение (оценивается на малых участках) называется совокупность неровностей с относительно малыми шагами на базовой длине, образующих рельеф поверхности.
Шероховатость после механической обработки – это прежде всего геометрический след режущего инструмента, искаженный в результате пластической и упругой деформации технологической системы.
Волнистость поверхности – совокупность чередующихся неровностей с относительно большим шагом, превышающим принимаемую при измерении шероховатости базовою длину. Волнистость занимает промежуточное положение между шероховатостью и погрешностями формы (макрогеометрией) поверхности. Критерием для разграничения шероховатости и волнистости служит величина отношения шага к высоте неровностей. Для шероховатости l/H < 50; для волнистости l/H = 50…1000; для макрогеометрии l/H > 1000/
Волнистость, как и шероховатость, является одной из основных характеристик качества поверхности, оказывающая влияние на многие эксплуатационные свойства деталей машин. Прежде всего, это связано с тем, что наличие волн приводит к уменьшению опорной длины профиля в 5 – 10 раз по сравнению с равной шероховатой поверхностью. Физически обоснованной, а тем более естественной границы между волнистостью и шероховатостью нет. Стандарта на волнистость нет и выделить шероховатость и волнистость из общей совокупности неровностей поверхности при выбранной базовой длине не представляется возможным.
По рекомендации СЭВ РС 3951-73 для оценки волнистости поверхности следует учитывать максимальную высоту волнистости Wmax, среднюю высоту волнистости по 10-ти точкам Wz (вычисляется аналогично Rmax Rz) и средний шаг волнистости SW (определяется как среднеарифметическое расстояние 5-ти значений между волнами на 5-ти равновеликих отдельных участках измерения волнистости).
Числовое значение волнистости по этой рекомендации выбирают из ряда R 10/3 (0,1 – 200 мкм).
29. Методы измерения и оценки качества поверхностей (профилометры, профилографы, бесконтактный метод, сравнения, измерение волнистости, оценка физико-химического состояния, определение остаточных напряжений, микротрещины).
МЕТОДЫ ИЗМЕРЕНИЯ И ОЦЕНКИ КАЧЕСТВА ПОВЕРХНОСТЕЙ
Оценку шероховатости производят при контроле и приемке деталей, а также при выполнении исследований в лабораторных условиях. Применяемые методы оценки можно разделить на прямые и косвенные. Для косвенной оценки используют эталоны шероховатости.
Профилометры выпускают стационарного типа и переносные; они позволяют измерять шероховатость в пределах Ra=0,02100 мкм. Действие профилометра основано на ощупывании поверхности алмазной иглой, движущейся по ней по заданной траектории. Возникающие при этом механические колебания иглы вызывают в электрической системе прибора соответствующие Э.Д.С. На шкале прибора оценка шероховатости дается по Ra и Rmax .
Профилографы применяются для записи микропрофиля в виде профилограмм. При последующей обработки снятой профилограммы могут быть получены значения Ra и Rz для данной2 поверхности. Профилограммы предназначены для лабораторных исследований и не пригодны для цехового контроля деталей.
Радиус закругления иглы 1012 мкм. ИЗП – 17.
Профилометры – профилографы одновременно позволяют видеть значения шероховатости и записывать на профилограмме. Модель 201, 205 Ra=2,50,04 мкм.
Пределы вертикального увеличения 1000 –200000 раз, горизонтальное 2- 4000 раз.
Бесконтактный метод с использованием оптических приборов: двойной микроскоп МИС-11 (световое значение). Сменными объективами достигают увеличения до 517 раз. Определяют шероховатость по параметру Rz. Недостаток метода – необходимость измерений и подсчетов результатов измерений. Метод применяют лабораторном исследовании и выборочном контроле.
Микроинтерферометры используют для измерения шероховатости в пределах Rz=0,1…0,03 мкм. В поле зрения прибора наблюдаются искривленные интерференционные полосы соответственно профиля микронеровностей. Высоты этих искривлений измеряются окулярным микрометром при увеличении в 490 раз. Фотографирование производят при увеличении в 290 раз. Незначительная величина поля зрения прибора при фотографировании ограничивает его применение очнь точных поверхностей по базовой длине. Применяют при лабораторных исследованиях.
При рассмотрении поверхности, оптическая система прибора образует интерференционные полосы. Из-за неровностей они искривляются в полном соответствии с их профилем. Изображение поверхности вместе с интерференционными полосами рассматриваются в окуляр.
Модель МИИ-4, МИИ-5, МИИ-12.
Для измерения шероховатости труднодоступных и внутренних поверхностей, а также деталей без снятия их со станка применяют иммерсионно-репликовый интерферометр МИИ-10. на приборе рассматриваются не сама поверхность, а ее отпечаток (реплика).
Существует ряд методов, позволяющих оценивать шероховатость поверхности не по профилю, а по площади (интегральные методы).
Пневматический метод контроля. Через сопло измерительной головки прижатой к поверхности подается воздух под определенным давлением. По расходу воздуха оценивается значение шероховатости.
Метод электрической емкости стр. 148 Я.
Метод сравнения поверхности контролируемой детали с аттестованными эталонами шероховатости являются наиболее простым и доступным способом контроля деталей в цеховых условиях. Эталоны ложны быть изготовлены из тех же материалов, что и контролируемые детали, т.к. отражательная способность материала (чугун, сталь, цветные сплавы и др.)оказывают существенное влияние на глазомерную оценку шероховатости поверхности.
Механическая обработка эталонов должна производиться тем же методами, которыми обрабатываются контролируемые детали.
Визуальная оценка по эталонам субъективна, особенно для тонкообработанных поверхностей. В этих случаях рекомендуют пользоваться переносным или стационарным сравнительным микроскопом, в котором изображение контролируемой поверхности и эталона совмещены в поле одного и того же окуляра, разделенным на две равные части, и увеличены в 10-50 раз.
Измерение волнистости поверхностей возможно на профилографах на большой трассе исследования и применения ощупываемых игл с большим радиусом округления острия, а также специальными приборами:
волнографами;
волнометрами.
Измерение погрешностей формы и волнистости по окружности производят на приборах завода «Калибр» и фирмы «Тейлор-Госон» Телиронд. Запись производится в полярных координатах при увеличении в 500-1000 раз.
Оценка физико-химического состояния поверхностного слоя после механической обработки проводят по следующим параметрам:
Пластические деформации характеризуются изменением степени пластической деформации по глубине поверхностного слоя (послойная степень деформации) и степень деформации отдельных зерен.
Размерные цепи должны состоять из небольшого количества звеньев.
Применение взаимозаменяемости по групповому методу:
Сборка шарикоподшипников (подбирают шарики и диаметры колец);
Поршней и поршневых пальцев двигателей внутреннего сгорания;
Резьбовые соединения (шпильки с корпусами, изготовленных из алюминиевых сплавов).
– наклеп поверхностного слоя оценивается глубиной h и степенью наклепа U, интенсивность наклепа по глубине не поверхностного слоя – называется градиентом наклепа Uгр
![]() ;
;
![]() ;
;
где Нmax и Нисх – максимальная и исходная микронеровность слоя.
Наиболее распространенным методом оценки физико-химического состояния поверхностного слоя является оптическая микроскопия полированных металлических поверхностей с помощью металлографических микроскопов. Проводится металлографический анализ поверхностей фазовый состав, формы и размеры структурных составляющих, плотность дислокаций (микроскопы МИМ-7, МИМ-8).
Электронная микроскопия – применяется для изучения кристаллографии и дефектов структуры.
Для определения глубины и общей характеристики поверхностных слоев пользуются обычными методом исследования микрошлифов. Микротвердость поверхностных слоев исследуют методом вдавливания алмазной пирамиды на приборе ПМТ-3. наиболее удобно исследовать глубину поверхностного слоя и измерение его микротвердости по мере удаления от поверхности на образцах с микрошлифом, выполненном в виде косого среза под углом 0302. Косой срез получают притиркой, используя пасту ГОИ, это уменьшает до минимума возможные изменения поверхностного слоя.
Основными методами определения остаточных напряжений – рентгеноструктурный анализ. Остаточные напряжения в поверхностном слое металла при этом определяют, стравливая с поверхности образца слои толщиной 5-10 мкм, и после каждого стравливания снимают рентгенограмму. Этот метод длителен и трудоемок; на снятие и обработку одной рентгенограммы требуется около 10 часов.
Изучение остаточных напряжений в поверхностных слоях выполняют, используя методы Н.Н. Давиденкова или Г. Закса. Эти напряжения определяют расчетом по величине деформации образца после снятия с него напряженного слоя. Для тонких слоев применим рентгеновский метод, основанный на измерении межатомных расстояний в напряженном и ненапряженном металле.
Поляризационно-оптические методы изучения остаточных напряжений – проводятся исследования на моделях из прозрачных оптических активных материалов (эпоксидные смолы, стеклоцеллулоид, плексиглас др.), обеспечивающих в ней геометрическое, тепловое и механическое подобие.
Микротрещины в поверхностном слое определяют различными методами дефектоскопии (магнитной суспензии, магнитной индукции, ультразвуком, флюоресценции).
30. Влияние качества поверхности на эксплуатационные свойства деталей машин (зависимости износа от времени, шероховатости поверхности, микротвердости, остаточных напряжений).
ВЛИЯНИЕ КАЧЕСТВА ПОВЕРХНОСТИ НА ЭКСПЛУАТАЦИОННЫЕ СВОЙСТВА ДЕТАЛЕЙ МАШИН
Обеспечение заданного качества машин и длительное сохранение его первоначального уровня во многом зависит от качества поверхностей их деталей. Основная причина (80%) выхода из строя машин это износ рабочих поверхностей сопряженных деталей. Значительно реже наблюдается поломки деталей из-за некачественного изготовления или их конструктивного несовершенства или заниженной усталостной прочности. Трущиеся поверхности изнашиваются по времени, кривая 1.
Участок 1 характеризует первичный износ (приработку) сопряженной пары. Контакт происходит по вершинам. Первоначальная фактическая поверхность соприкосновения деталей составляет небольшой процент от расчетной, в местах контакта возникают большие давления. При взаимном перемещении трущихся поверхностей микронеровности вызывают местный разрыв масляной пленки и наиболее выступающие неровности разрушаются путем среза, обламывания или пластического сдвига. В результате этого несущая поверхность увеличивается, и зазор в сопряженной паре возрастает, т.е. происходит интенсивный износ.
Участок 2 – нормальный эксплуатационный износ, который при правильном режиме работы и надежной смазке протекает длительное время.
Участок 3 – аварийный износ пары.
Кривая 2 характеризует износ поверхности с меньшей шероховатостью. В этом случае величина и время первичного износа уменьшается, а интенсивность эксплуатационного износа остается той же.
Продолжительность работы трущихся пар до границы допустимого износа А будет различной, следовательно время работы деталей с меньшей шероховатостью будет больше.
В период нормальной эксплуатации износ определяется физико-механическими свойствами поверхностного слоя и режимами работы трущейся пары (скорость скольжения, нагрузка, характер смазки).
Особенно большие износы происходят при частых пусках машин, когда нарушается режим смазки сопрягаемых поверхностей. Нередко это связано с их задирами и схватыванием.
На первичный износ сопрягаемых деталей влияет форма и высота микронеровностей, направление рисок (штрихов) обработки относительно направления скольжения поверхностей, волнистость и макрогеометрические отклонения поверхностей трения.
Влияние этих факторов по-разному проявляется при сухом, граничном и жидкостном трении. Островершинные микронеровности изнашиваются быстрее плосковершинных. Влияние высоты микронеровностей на износ показано на рисунке.
Кривая 1 соответствует более легким, а кривая 2 более тяжелым условиям. Из рисунка видно, что уменьшение шероховатости целесообразно проводить до определенного предела. На очень чистых поверхностях смазка удерживается плохо, в результате возможно увеличение износа и схватывание сопряженных деталей из-за сухого трения.
В этом смысле пришабренные поверхности лучше притертых, т.к. в них имеются своеобразные углубления (карманы), удерживающие смазку. Хорошее удержание смазки обеспечивается слоем пористого хрома, пористой структурой металлокерамических деталей, а также системой мелких маслоудерживающих каналов, получаемых виброобкатыванием.
Наименее выгодное направление штрихов обработки у обеих трущихся деталей перпендикулярной к направлению скольжения (кривая1). При совмещении направления штрихов обработки с направлением скольжения износ уменьшается (кривая 2). Промежуточный случай имеет место, когда направление скольжения совпадает с направлением штрихов одной детали и перпендикулярной к направлению другой (кривая 3). В ответственных спряжениях направление штрихов обработки может быть оговорено в технических условиях. Влияние направления штрихов обработки на износ более заметно при сухом и граничном трении (кривая А); при жидкостном трении это влияние заметно только при большей высоте микронеровностей, т.к. слой смазки разделяет сопрягаемые детали (кривая Б).
Кривая 1 соответствует более легким, а кривая 2 более тяжелым условиям работы. Из рисунка видно, что уменьшение шероховатости целесообразно производить до определенного предела.
Большое влияние на износ и сокращение продолжительности работы трущейся пары оказывает волнистость и макрогеометрические погрешности сопряженных поверхностей. Эти дефекты уменьшают поверхности контакта и увеличивают удельные нагрузки против расчетных. Уменьшая волнистость и макрогеометрические погрешности можно увеличить срок службы соединения в 1,5 – 2 раза.
Наклеп, возникает в результате механической обработки уменьшает износ поверхности в 1,5 – 2 раза. В случае перенаклепа (при высокой Н )износ возрастает в результате возникновения шелушения частиц металла.
Износ уменьшается после термической и химико-термической обработки деталей (поверхностная закалка, борирование, цементация, ционирование, диффузионное хромирование, сульфидирование и др.), наплавкой твердых сплавов, а также гальваническим нанесением твердых покрытий (хромирование). Износостойкость чугунных деталей повышают созданием на поверхностях трения отбеленной корки.
На уменьшение износа влияет твердость структуры и химический состав поверхностного слоя. Наличие в нем остаточных напряжений на износ от трения скольжения сказывается слабо. Однако износ может изменять остаточные напряжения в поверхностном слое детали.
Остаточные напряжения сжатия – уменьшают износ, растяжения – увеличивают. Для подшипников качения важно, чтобы направление волокон материала колец было параллельно (концентрично) поверхности колец.
Шероховатость поверхности влияет на прочность деталей, работающих в условиях циклической и знакопеременных нагрузок. Впадины микропрофиля являются своеобразными надрезами на поверхности и в значительной степени влияют на концентрацию напряжений и образование усталостных трещин. Для устранения этих дефектов для ответственных деталей выполняют отдельную дополнительную обработку (шатуны, коленчатые валы, диски и роторные турбины). Влияние шероховатости поверхности на точность очень заметна у заготовок из высокоуглеродистых сталей, работающих при ударной нагрузке.
Наличие наклепа и остаточных напряжений сжатия в поверхностном слое повышает предел выносливости материала ответственных деталей (пружины, торсионные валы).
От качеств поверхности зависит контактная жесткость стыков сопрягаемых деталей. Шероховатость и волнистость поверхностей уменьшает фактическую площадь контакта, который происходит по отдельным участкам. Несущая поверхность детали зависит от шероховатости и метода обработки (микрорельефа). Rz=2,5-8 мкм (разверт и шлифов) – 10%; Rz=0,8-2,5 мкм – 40%.
При алмазном точении и обычной притирке – 63%, а в результате тонкого шлифования, смазочного выглаживания, тонкой притирке и суперфиниша – 80-90%.
Для повышения контактной жесткости необходимо:
применять методы отделочной обработки;
обеспечивать совпадение направления неровностей;
повышать твердость поверхностного слоя созданием в нем наклепа.
Прочность сопряжений с натягом во многом зависит от шероховатости поверхностей. При заприсовке происходит смятие микронеровностей и фактический натяг уменьшается против расчетного. При посадке с натягом осуществляемой с тепловым воздействием, смятие микронеровностей не происходит. Прочность таких посадок выше, чем при обычной запрессовке стой же величиной натяга.
На коррозионную стойкость влияют:
шероховатость;
остаточные напряжения;
наклеп, т.е. влияет метод обработки.
Чем выше Ra, Rz тем коррозионная стойкость ниже.
Режим ППД может повысить коррозионную стойкость (залечивание микротрещин, благоприятная шероховатость, остаточные напряжения сжатия и т.д.).
Сопротивление коррозии и эрозии при высоких температурах достигается плазменным напылением, гальвано и др. покрытий.
Шероховатость поверхности оказывает влияние на условия смазки, трение, теплопроводность и герметичность стыков, сопротивление протеканию газов и жидкостей в трубопроводах, сопротивление кавитационному разрушению в гидравлических машинах.
31. Факторы, влияющие на качество поверхности (Rz от V, Rz от S, глубина резания, форма режущей кромки, механические свойства химический состав и структура материала заготовки, СОЖ, жесткость, вибрации, остаточные напряжения).
ФАКТОРЫ, ВЛИЯЮЩИЕ НА КАЧЕСТВО ПОВЕРХНОСТИ
Шероховатость поверхностей заготовок возникает от воздействия ряда факторов в процессе их получения. Заготовки из проката имеют следы шероховатости прокатных валков. Высота неровностей горячекатаного проката не превышает 150 мкм, а холоднокатаного 50 мкм. Заготовки, полученные свободной ковкой, в зависимости от размера имеют неровности поверхности 1,5-4 мм. У горячештампованных заготовок на поверхности остаются следы окалины и воспроизводятся поверхностные погрешности штампов высота неровностей 150-500 мкм.
Шероховатость отливок зависит от шероховатости стенок литейных форм, величины зерен формовочной смеси, плотности ее набивки и др. факторов. При литье в песчаные формы ручной формовки мелких заготовок неровности достигают 500 мкм, при литье крупных заготовок – 1500 мкм. При машинной формовке – 300 мкм; при кокильном и центробежном литье – 200 мкм; при литье под давлением 10 мкм; при литье по выплавляемым моделям и в корковые формы 10-40 мкм.
Поверхностный слой заготовок, полученных ковкой, горячей штамповкой и прокаткой, состоит из обезуглероженной зоны и переходит в зону, в которой наблюдается частичное обезуглероживание. Глубина обезуглероженного слоя: у заготовок, полученных свободной ковкой 500-1000 мкм, у проката до 150 мкм и у калиброванного проката до 50 мкм. Отливки из серого чугуна имеют перлитную корку (перлитная зона) на глубину 300 мкм и за ней зону со значительным содержанием феррита переходящую постепенно в основную зону.
Поверхностный слой стальных отливок имеет зону обезуглероживания до 200 мкм и далее переходную зону с частичным обезуглероживанием.
32. Метод определения припусков на механическую обработку. Основные понятия и определения факторов, определяющих величину промежуточного припуска.
Чертеж исходной заготовки отличается от чертежа готовой детали тем, что на всех обрабатываемых поверхностях предусматриваются припуски, соответственно изменяющие размеры, а иногда и форму заготовки. форма отдельных поверхностей исходных заготовок определяется с учетом технологии получения заготовок, требующей в ряде случаев определение уклонов, радиусов закруглений и т.д..
Общим припуском на обработку называется слой материала, удаляемый с поверхности исходной заготовки в процессе механической обработки в целях достижения заданных точности и качества обрабатываемой поверхности.
Операционный припуск – это слой металла, удаляемый с заготовки при выполнении одной технологической операции (гост 3.1109- 82).
Различают припуски промежуточные и общие.
Промежуточным припуском называется слой снимаемый при выполнении данного технологического перехода механической обработки.
промежуточный припуск определяется как разность размеров заготовки, на сложном предшествующем и выполняемом технологических переходах.
Общим припуском называется сумма промежуточных припусков по всему технологическому маршруту механической обработки данной поверхности.
Общий припуск определяется как разность размеров заготовки и готовой детали.
Установление оптимальных припусков на обработку и технологических допусков на размеры заготовок по всем переходам имеют технико-экономическое значение при разработке технологических процессов изготовления деталей машин.
Преувеличение припуска ведут к перерасходу материала на изготовление деталей, вызывают необходимость введения дополнительных технологических переходов, увеличивают трудоемкость процессов обработки, затраты энергии и рабочего инструмента, повышают себестоимость детали. при увеличенных припусках в некоторых случаях удаляется наиболее износостойкий поверхностный слой обрабатываемой детали.
уменьшенные припуски не обеспечивают удаления дефектных поверхностных слоев металла и получения требуемой точности и шероховатости обработанных поверхностей, а в ряде случаев создают неприемлемые технологические условия для работы режущего инструмента в зоне твердой литейной корки или окалины. в результате недостаточных припусков возрастает брак, что повышает себестоимость выпускаемой продукции.
задача определения оптимальных припусков на обработку тесно связана с установлением предельных промежуточных и исходных размеров заготовки. эти размеры необходимы для конструирования штампов, прессформ, моделей, стержневых ящиков, приспособлений, специальных режущих и измерительных инструментов, а также для настройки металлорежущих станков др. технологического оборудования. в машиностроении широко применяют опытно-статистический метод установления припусков на обработку. при этом методе общие и промежуточные припуски берут по таблицам, которые составляют на основе обобщения и систематизации производственных данных передовых заводов.
недостаток этого метода заключается в том, что припуски назначают без учета конкретных условий построения технологических процессов. так, общие припуска назначают без учета маршрута обработки данной поверхности, а промежуточные – без учета схемы установки и погрешностей предшествующей обработки. опытно-статистические величины припусков во многих случаях завышены, т.к. они ориентированы на условие обработки, при которых припуск должен быть наибольшим во избежания брака. гост 1855-55.
33. Расчетно-аналитический метод определения припуска и допусков. Определение размера исходной заготовки и операционным размеров.
Расчетно-аналитический метод определения припусков.
Данный метод определения припусков основан на учете конкретных условий выполнения технологического процесса обработки. он выявляет возможности экономии материала и снижения технологической обработки при проектировании новых и анализе существующих технологических процессов.
Величины минимального промежуточного припуска определяют следующие факторы:
высота неровностей rzi-1, полученная на смежном предшествующем переходе обработки данной поверхности. при выполнении первой операции эта величина берется по исходной заготовке. при выполнении второй операции нужно снять неровности, полученные не первой операции и т.д.. величина rzi-1 зависит от метода, режимов и условий выполнения предшествующей обработки;
состояние и глубина тi-1 поверхностного слоя, полученные на смежном предшествующем технологическом переходе. этот слой отличен от основного металла. он подлежит полному или частичному удалению на выполняемом переходе. у отливок из серого чугуна поверхностный слой состоит из перлитной корки, наружная зона которого нередко имеет следы формовочного песка.
Для создания благополучных условий работы режущему инструменту этот слой полностью снимается на первом переходе обработки данной поверхности. у стальных паковок и штампованных заготовок поверхностный слой характеризуется обезуглероженной зоной. этот слой подлежит полному удалению, т.к. он снижает предел выносливости детали.
В результате обработки резанием в поверхностном слое возникает зона наклепа. при последующей обработке эту зону целесообразно сохранить, т.к. она повышает износостойкость детали и способствует получению более качественной поверхности.
После поверхностной закалки поверхностный слой детали также в максимальной степени надо сохранить, т.к. его ценные свойства быстро снижаются с увеличением припуска.
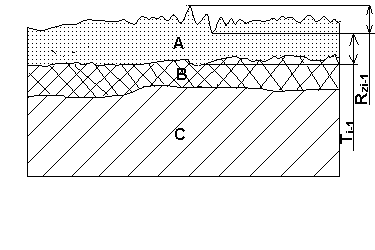
Рис. Поперерчное сечение поверхностного слоя детали
пространственные отклонения -1 в расположении обрабатываемой поверхности относительно базовых поверхностей заготовки. к пространственным отклонениям относятся: несоосность наружной (базовой) поверхности и растачиваемого отверстия у заготовок втулок, дисков, гильз; несоосность обтачиваемых ступеней базовым шейкам или линии центровочных гнезд у заготовок ступенчатых валов; неперпендикулярность торцовой плоскости оси базовой цилиндрической поверхности заготовки; непараллельность обрабатываемой и базовой плоскостей у заготовок корпусных деталей и др. погрешности взаимного расположения обрабатываемых и базовых элементов.
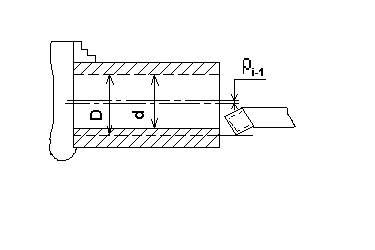
Своей наружной поверхностью втулка закрепляется в 3-х кулачковом самоцентрирующемся патроне. штриховая линия характеризует заданное обработкой отверстие диаметром d.
Из схемы видно, что составляющая промежуточного припуска (на диметр), компенсирующая несоосность поверхности втулки, равна 2i-1. диметр отверстия заготовки с учетом влияния только одной этой составляющей d=d-2i-1.
Пространственные отклонения возникают в результате неточного выполнения заготовок и операции механической обработки. при механической обработке может иметь место также копирование в уменьшенном виде первичных погрешностей заготовки.
Влияние пространственных отклонений на количество снятого в виде припуска материала зависит от принятой схемы базирования заготовки. при обработке механической обработке деталей типа дисков целесообразно, например, сначала расточить отверстие на базе наружной цилиндрической поверхности (для устранения соосности), а затем на базе отверстия обточить наружную поверхность. при обратной последовательности обработки с наружной поверхности снимается значительно большее количество металла;
погрешность установки i, возникающая на выполняемом переходе. в результате погрешности установки обрабатываемая поверхность занимает различное положение при обработке партии заготовок на предварительно настроенном станке. нестабильность положения обрабатываемой поверхности должна быть компенсирована дополнительной составляющей промежуточного припуска.
Пространственные отклонения и погрешности установки представляют собой векторы, так как они имеют не только величину, но и направление. их суммирование выполняется по правилу сложения векторов. при обработке плоскостей имеет коллинеарные векторы i-1 и i. в этом случае
![]() ;
;
т.е. векторная сумма определяется арифметической суммой значений векторов.
При обработке наружных и внутренних поверхностей вращения векторы i-1 и i могут принимать любое угловое положение, предвидеть заранее которое не представляется возможным. наиболее вероятное суммарное значение этих векторов определяется их сложением по правилу квадратного корня.
![]() ;
;
таким образом, получим следующие расчетные структурные формулы для определения минимального промежуточного припуска на обработку:
припуск на сторону при последовательной обработке противоположных или отдельно расположенных плоскостей
![]() ;
;
припуск на две стороны при параллельной обработке противолежащих плоскостей
![]() ;
;
припуск на диаметр при обработке наружных или внутренних поверхностей вращения
![]() ;
;
На основе расчета промежуточных припусков определяют предельные размеры заготовки по всем технологическим переходам обработки данной поверхности:
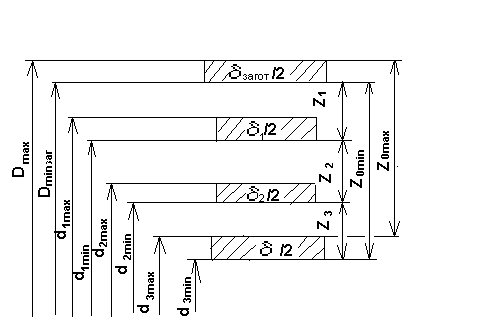
При построении схемы исходными являются заданные чертежом предельные размеры dзmin и dзmax готовой детали, которые получаются на последней операции обработки поверхности – тонкое точение. d2min – после чистового точения, d1min – после чернового точения, dmin – предельный размер исходной заготовки.
34. Определение суммарных значений пространственных отклонений для различных видов заготовок и механической обработки. Остаточные пространственные погрешности.
Суммарное влияние пространственных отклонений для различных видов заготовок и механической обработки:
литые заготовки.
а) корпусные детали
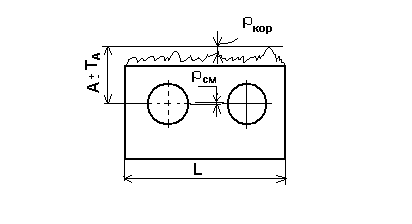

те же данные по противоположной плоскости.
б) детали – тела вращения в самоцентрирующем патронах по наружной поверхности
штампованные заготовки
а) стержневые валы, рычаги с базированием по крайней ступени (поверхности)
![]()
![]()
б) стержневые детали при обработке в центрах
![]()
![]() при
при
![]()
в) детали типа дисков с прошитым отверстием (шестерни, шкивы и т.п.)
![]()
г) то же при обработке торцовых поверхностей
![]()
![]()
заготовки из торцового проката
а) при консольном закреплении в самоцентрирующем патроне
б)
при обработке в центрах
![]()
![]() при
при
зацентровка заготовок
а)
при установке в самоцентрирующих
устройствах
![]()
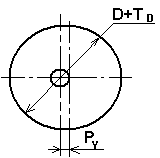
б)
установка в призмах с одним прижимом
 при
при
![]()
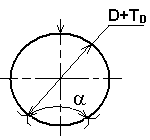
сверление отверстий
детали всех типов, обработка отверстий в неподвижной детали.
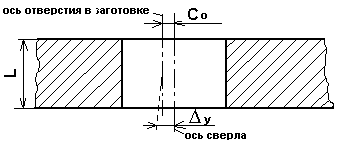
![]() ,
с0 – смещение оси отверстия при
сверлении
,
с0 – смещение оси отверстия при
сверлении
y – увод сверла.
остаточные пространственные погрешности:
ky=0.06 – однократное и чистовое точение, предварительное шлифование;
ky=0.05 – получистовая обработка заготовок, рассверливание отверстий, смещение оси отверстия после черновой обработки;
ky=0.04 – чистовое точение;
ky=0.02 – двукратное обтачивание калиброванного проката, или двукратное шлифование заготовок после токарной обработки;
ky=0.005 – получистовая обработка (зенкерование и черновое развертывание);
ky=0.002 – чистовое развертывание отверстий.
погрешности установки
![]()
где пр – погрешность положения заготовки, входит и погрешность индексации (револьверной головки, поворотного стола и т.д.). инд=0,05 мм.
обычно пр входит в з, тогда:
![]()
при обработке плоских поверхностей:
![]() ё
ё
35. Расчет себестоимости единицы продукции. Основы технического нормирования.
Расчет себестоимости единицы продукции
Каждая вновь изготовленная машина должна не только отвечать всем требованиям ее служебного назначения, но и отличаться от ранее выпушенных машин данного назначения меньшими затратами материалов и труда.
Затраты на израсходованные средства производства и зарплату на изготовление машины на заводе, выраженные в денежной форме, принято называть заводской себестоимостью машины или, короче, ее себестоимостью. различают себестоимость машины в целом (цеховую, заводскую и т.д.), себестоимость ее отдельных сборочных единиц, деталей и отдельных операций технологического процесса их изготовления.
Подсчет себестоимости получил название калькуляции. различают предварительную калькуляцию, называемую иногда сметной, и последующую, называемую обычно отчетной или исполнительной.
Предварительная калькуляция служит для определения возможной или плановой себестоимости, намеченной к производству машины, и выбора наиболее экономичного варианта технологического процесса выполнения отдельной операции изготовления деталей и машины в целом.
Отчетная калькуляция служит для выявления фактических затрат на изготовление машины, ее сборочных единиц и на выполнение отдельных операций.
Себестоимость единицы продукции подсчитывается по формуле:
 (10.1)
(10.1)
где м – расходы на материалы на единицу продукции за вычетом стоимости отходов в рублях;
о – расходы на амортизацию и содержание (эксплуатацию) оборудования, приходящиеся на единицу продукции;
п – расходы на амортизацию и содержание приспособлений и другой технологической оснастки, приходящиеся на единицу продукции, в рублях;
и – расходы на амортизацию и содержание инструмента, приходящиеся на единицу продукции, в рублях;
1- процент начисленный на расходы по заработной плате на социальные расходы;
2 – процент накладных расходов, начисляемых на расходы по заработной плате; при определении этого процента в сумму накладных расходов за данный период времени не включаются расходы на амортизацию и содержание оборудования, приспособлений и инструмента;
р – количество различных марок материалов, расходуемых на единицу продукции;
m – количество операций, которые проходит единица продукции при ее изготовлении;
з – расходы на заработную плату, в рублях.
Основы технического нормирования
техническое нормирование в широком смысле этого понятия представляет собой установление технически обоснованных норм расхода производственных ресурсов. при этом под производственными ресурсами понимают: энергия, сырье, материалы, инструмент, рабочее время и пр.. в современных условиях экономия производственных ресурсов весьма актуальна. особенно нормирование труда осуществляется методами технического нормирования и опытно-статистического нормирования.
Техническое нормирование труда – совокупность методов и приемов по выявлению резервов рабочего времени и установлению необходимой меры труда. задачами технического нормирования является выявление резервов рабочего времени и улучшение организации труда на предприятиях.
Нормы времени, определенные аналитическим методом, называется технически обоснованными нормами времени или просто техническим нормами.
При техническом нормировании труда (т.е. при аналитическом методе определения нормы времени) технологическая операция разлагается на элементы: машинные, машинно-ручные и ручные, на переходы, хода, приемы и движения. при этом каждый элемент подвергается анализу как в отдельности, так и в сочетании со смежными элементами.
Технически обоснованная норма времени – это время необходимое для выполнения единицы работы, установленное расчетом, исходя из рационального использования в данных условиях производства труда рабочего (типового труда) и орудий труда (овеществленного труда) с учетом передового производственного опыта. Устанавливается с учетом наличия рационального технологического процесса, правильной для данных производственных условий организации труда и выполнения рабочим соответствующей квалификации.
Назначение технической нормы времени не ограничивается определением оплаты за труд и его производительность. она служит основой для определения требуемого количества и загрузки оборудования, производственной мощности участков и цехов, расчета основных показателей по труду и зарплате, а также является основой оперативного планирования.
Опытно-статистический метод нормирования, применяется в условиях единичного и мелкосерийного производства, в отличии от технического нормирования не предполагает аналитического расчета трудоемкости отдельных элементов выполняемой работы и их суммирования. норма времени устанавливается на всю операцию в целом путем сравнения с нормами и фактической трудоемкости выполнения в прошлом аналогичной работы. статистические данные о фактической трудоемкости аналогичных операций в прошлом и личный опыт нормировщиков и мастеров является основой для этого метода нормирования.
Эти нормы не имеют под собой технической и расчетной базы и, как правило, являются заниженными и не отвечают задачам вскрытия резервов производства и повышения производительности труда. поэтому, для решения этих задач, это переход от опытно-статистического нормирования к техническому.
В условиях единичного и мелкосерийного производства экономически целесообразно расчленять операции на дифференцированные элементы для определения норм времени. в этом случае определение норм времени производят по укрупненным нормативам или по типовым нормам, составленными аналитическими методами для типовых технологических процессов.
36.Классификация затрат рабочего времени.
Затраты рабочего времени в течении рабочего дня (за исключением обеденного перерыва) подразделяется на нормируемые и ненормируемые.
К нормируемым затратам относятся затраты, необходимые для выполнения заданной работы и потому подлежат включению в состав норм времени.
К ненормируемым затратам рабочего времени которые не включаются в состав норм относятся потери рабочего времени (потеря времени вследствие выполнения таких работ: хождением за материалом, наладчиком, за документами, инструментом, материалом, перерывы в работе по организованным и техническим причинам, связанные с простоями в ожидании работы, крана, чертежа, инструмента т.д., простои из-за отсутствия электроэнергии, опоздание и преждевременный уход с рабочего времени).
Нормируемые затраты рабочего времени делятся на подготовительно-заключительное время, операционное время, время обслуживания рабочего времени и время перерывов на отдых или личные потребности рабочего.
Норма подготовительно-заключительного времени тп.з. – это норма времени на подготовку рабочим средств производства к выполнению технологической операции и приведения их в первоначальное состояние после ее окончания. в него входят:
получение материалов, инструмента, приспособлений, технической документации и наряда на работу;
ознакомление с работой, технической документацией, чертежом и т.д.;
установка инструмента, приспособления, наладка оборудования на соответствующий режим работы;
сдача готовой продукции, остатков материала, приспособлений, инструмента, технической документации, приведения в порядок станка после окончания работы.
подготовительно-заключительное время затрачивается один раз на всю партию обрабатываемых изделий, изготавливаемых без перерыва по данному рабочему наряду и не зависит от числа изделий в этой партии. величина тп.з. определяется по нормативам с учетом типа станка, приспособлений, конструкции и массы заготовки.
Норма оперативного времени топ – это норма времени на выполнение технологической операции состоящая из суммы норм основного времени то и вспомогательного (не перекрываемого) тв времени.
Топ = То +Тв (10.2)
норма основного времени То – это норма времени на достижение непосредственной цели данной технологической операции или перехода по качественному или количественному изменению труда.
![]() (10.3)
(10.3)
где l=l+l1+l2;
тм – машинное время;
l – длина пути инструмента, мм;
l – длина обработки, мм;
l1 – величина врезания инструмента, мм;
l2 - величина перебега, мм;
i – число ходов;
sм – минутная подача, мм/мин;
n – число оборотов шпинделя или инструмента, об/мин;
s – рабочая подача инструмента или детали, мм/об;
t – глубина резания на сторону, мм;
z – припуск на сторону, мм.
при расчете основного времени элементов режимов резания v; n; s; t определяется по формулам теории резания или нормативам.
Норма вспомогательного времени тв – это время на осуществление действий, создающих возможность выполнения основной работы, или перехода и повторяющихся с каждым изделием или через определенное их число (установка и снятие детали, пуск, включение станка, отвод и подвод режущего инструмента, перемещение суппорта, промеры изделия, смена инструмента и его переустановка, если это производится при обработке каждого изделия или через определенное число изделий).
Вспомогательное время преимущественно бывает ручным, но оно может быть и механизированным (установка и снятие изделия краном), и машинным (ускоренный холостой ход стола станка или суппорта).
Определение составляющих тв по таблицам нормативов.
Время на установку и снятие детали зависит от веса детали, типа приспособления, способа базирования и закрепления.
Время на контрольное измерение детали, на процесс измерения, производимый после выполнения станочником перехода или операции включается в норму только в тех случаях, когда оно может быть перекрыто машинным. в нормативах по этому поводу приводятся рекомендации.
Время обслуживания рабочего места тобс представляет собой часть штучного времени, необходимое для поддержания средств технического оснащения в работоспособном состоянии и уход за ним и рабочим местом.
в условиях массового производства, машинных и автоматизированных операций тобс делится на ттех и торг.обс..
где ттех – время технического обслуживания, затрачиваемое на уход за рабочим местом (оборудованием) в течении данной работы (смена затупившегося инструмента, регулировка инструментов, подналадка оборудования в процессе работы, сметание стружки и т.д.),определяется в процентах (%) от тобс.
торг.обс. – время, затрачиваемое на уход за рабочим местом в течении смены (раскладка и уборка инструмента, на осмотр и опробование оборудования, время на его смазку и поддержание чистоты).Определяется в процентах (%) от тобс.
Время перерывов на отдых тотд, регламентировано условиями работы, например при работах, требующих интенсивного труда или затрат значительной физической силы. при нормальных условиях работы нормируется лишь время на личные потребности, которое обычно принимается равным 2% оперативного времени.
37. Структура нормы времени. Особенности нормирования многоинструментальной обработки.
Норма времени – это регламентированное время выполнения некоторого объема работ в определенных производственных условиях одним или несколькими исполнителями соответствующей квалификации.
Технически обоснованная норма времени
![]() (10.4)
(10.4)
Норма штучного времени – это норма времени на выполнение объема работы, равной единицы нормирования.
![]() (10.5)
(10.5)
В условиях массового производства (в связи с редкой сменой работы на отдельных рабочих местах и незначительным удельным весом тп.з. в общем тш.к.) подготовительно-заключительное время в норму времени не включатся и в качестве нормы времени принимается норма штучного времени определяемое:
![]() (10.6)
(10.6)
или
![]() (10.7)
(10.7)
где втех, аорг, аотд – нормы времени.
в единичном и мелкосерийном производствах норма времени определяется по формуле (3).
штучное время определяется по формуле:
![]() (10.8)
(10.8)
где k – процент оперативного времени на обслуживание рабочего места
(техническое и организационное) и на отдых и личные потребности рабочего.
норма времени на партию заготовок определяется по формуле:
![]() (10.9)
(10.9)
где n – число штук в партии заготовок.
норма выработки – количество продукции, изготавливаемой в единицу времени (смену, час).
![]() (10.10)
(10.10)
где тсм – продолжительность рабочей смены в минутах (час).
Особенности нормирования многоинструментальной обработки
При обработке на многорезцовых, многошпиндельных и многопозиционных станках и на автоматических линиях особенности выполнения операций накладывают определенные ограничения:
все инструменты должны работать с одинаковой подачей в мм/об шпинделя или на один двойной ход;
длина хода для всех инструментов должна быть одинаковой (резцы закреплены на одном суппорте);
соотношение между величинами подач отдельных инструментов задано и не может быть изменено. например, многошпиндельная головка соотношение между подачами для отдельных шпинделей обязательно должно быть равно передаточному отношению кинематической цепи, связывающему эти шпиндели;
все инструменты должны работать при одной и той же частоте вращения шпинделя;
соотношение частот вращения шпинделя и отдельных инструментов задано и не может быть изменено;
все инструменты должны работать с одной минутной подачей;
все инструменты должны работать с одинаковой скоростью резания;
тмаш инструментов, суппортов, агрегатов должны быть одинаковыми, а подачи в мм/об и мм/мин могут быть различными (нормирование для автоматизированных линий и многопозиционные станки последовательного действия).
38.Технологические основы увеличения производительности труда.
Анализ формулы (4) затрат времени на выполнение операции технологического процесса показывает пути повышения производительности труда рабочего:
сокращение тп.з.; увеличение количества изделий n в партии и сокращение штучного времени тшт. Одним из путей сокращения тп.з., приходящеюся на единицу изделия, является увеличение изделий в партии, обрабатываемой при одной настройке станка.
Увеличение количества изделий может быть достигнуто двумя путями:
увеличением одинаковых изделий в партии, как это имеет место, например в массовом производстве, когда на ряде настроенных станках производится непрерывная обработка в течении нескольких лет. в таких условиях тп.з. вообще теряет смысл.
увеличением количества деталей близких по служебному назначению конструкции, размерам, материалам, техническим условиям и т.п. Следовательно, обработка таких деталей требует незначительной переналадки оборудования при переходе от обработки одной детали к другой. например: при обработке на револьверном станке винтов одного диаметра но различных длин, то для перехода на обработку более длинного винта необходимо только переставить упоры для ограничения длины хода револьверной головки. обработка деталей по группам (групповая обработка деталей).
Сокращение тп.з. существенно для решения двух задач: уменьшение трудоемкости операции, а следовательно, и изделия, и экономической возможности использования наиболее производительного оборудования с целью сокращения трудоемкости обработки изделия. решение обоих задач приводит к увеличению производительности труда рабочего.
сокращение штучного времени.
из анализа формулы (4):
![]() (10.11)
(10.11)
видно, что оно может быть сокращено двумя путями:
1) сокращение величин слагаемых;
2) совмещение переходов технологического процесса во времени, полном или частичном.
наибольшую долю среди слагаемых тшт составляют то и тв, а следовательно, сокращение основного технологического времени может производиться путем:
1) сокращения пути относительного движения инструмента и детали с рабочей подачей;
2) сокращения количества переходов;
3) обработки каждой детали с оптимальными режимами;
4) совмещение переходов во времени.
сокращение пути относительного движения может осуществляться за счет уменьшения размеров пути на вход l1 и выход режущего инструмента.
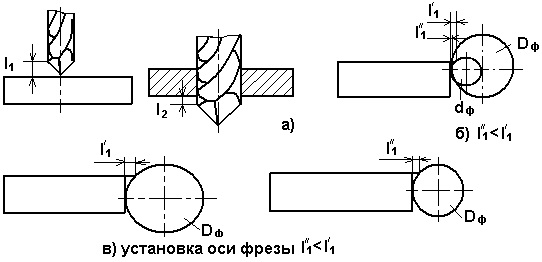
Наибольший эффект получается при сокращении длины пути рабочего хода инструмента путем обработки каждой из поверхностей одновременно несколькими инструментами. этот способ находит применение на многорезцовых токарных и револьверных станках и автоматах.
Увеличение режимов обработки является одним их основных средств сокращения тшт. выбор режимов обработки тесно связан с требуемой точностью обрабатываемой детали.
39. Развитие технологии машиностроения как отрасли науки. Четыре этапа развития.
Технология машиностроения (ТМ) – наука об изготовлении машин требуемого качества в установленном производственной программой количестве и в заданные сроки при наименьших затратах живого и общественного труда, т.е. при наименьшей себестоимости.
Начало развития ТМ связано с появлением крупной промышленности.
Этапы развития:
1587г. – царь пушка (мастер Андрей Чехов).
1615г. – в России изготовлена первая пушка с нарезным стволом.
1632г. – заводы около Тулы для производства литых пушек (стволы – сверление и растачивание).
При Петре : Нартов (1693 – 1756г.г.) – изготовление стрелкового и артеллирийского вооружения, люнеты, постройка кораблей, новые оригинальные станки и инструменты. 1761 году на Тульском, а затем на Ижевском заводах организованно массовое производство ружей.
В 1760 году граф Шувалов издал указ, согласно которому Тульские мастера должны были изготовить 1000 ружей с взаимозаменяемыми деталями.
В 1765 году Ползуновым была изготовлена первая паровая машина.
Капитальный труд И.А. Тиме (1838 – 1920) – основы машиностроения, организация фабрик в техническом и экономическом отношении и производство работ. (1885г. в 3-х томах).
Современные этапы:
Первый этап до 1930г. – периодическое восстановление и реконструкция страны – характеризуется накоплением отечественного и зарубежного опыта изготовления машин. Создаются первые руководящие и нормативные материалы ведомственных проектных организаций страны.
Второй этап (1930 – 1941г.г.) – определяется продолжением накопления производственного опыта с проведением его обобщения, систематизации и началом разработки общих научных принципов построения технологических процессов (ТП) (Труды профессора Соколовского А.П., Каширина А.И., Кована В.М., Яхина А.Б.).
На этом этапе разработаны принципы типизации технологических процессов, начинается разработка теории базирования заготовок при их обработке. Создаются методы расчета припусков на обработку, начинаются работы: по изучению жесткости технологической системы, расчетно-аналитического метода определения первичных погрешностей обработки заготовок (Соколовский А.П., Балакшин Б.С., Корсаков В.С.).
Третий этап (1941 – 1970 г.г.) – исключительно интенсивное развитие технологии машиностроения: организация методов поточного производства в условиях серийного и крупносерийного производства военной техники, методы скоростной обработки металлов, применение переналаживаемой технологической оснастки. Формируется теория точности обработки заготовок, подробно разрабатывается расчетно-аналитический метод определения первичных погрешностей обработки и их суммирование (Соколовский А.П., Балакшин Б.С., Кован В.М., Корсаков В.С. , Яхин А.Б. и др.), развиваются и широко используется теория вероятности и методы математической статистики для анализа точности механической обработки и сборки, работы оборудования и инструмента. Анализ микрорельефа обрабатываемых поверхностей. Развивается учение о жесткости технологической системы и ее влияние на точность и производительность обработки (Балакшин Б.С., Скраган.).
Широко развертывается теоретические и экспериментальные исследования качества обрабатываемой поверхности (Крачельский, Матлин, Кудрявцев, Паншев, Рыжов, Подзей, Сатель, Шнейдер и др.).
Формируется новое научное направление – учение о технологической наследственности (Дальский, Маталин, Рыжов).
Под руководством Б.С. Балакшина создаются системы адаптивного управления технологическим процессом обработки металлов на металлорежущих станках.
Четвертый этап (с 1970 по н.в.). отличительная особенность этого этапа – широкое использование достижения фундаментальных наук для решения теоретических проблем и практических задач технологии машиностроения. Широкое применение вычислительной техники при проектировании технологических процессов и математического моделирования технологических процессов, автоматизация программированных процессов обработки на станках с ЧПУ, методы оптимизации технологических процессов по достигаемой точности, производительности и экономичности обработки.
Создаются системы автоматизированного управления ходом технологического процесса с его оптимизаций по основным параметрам (точность и качество).
Работы по созданию гибкой производственной системы (ГПС) на основе использования ЭВМ, автоматизации межоперационного транспорта, контроля, робототехники и т.д.
1.2 Основные направления развития машиностроения
1.2.1. Переход от прерывистых технологических процессов к непрерывным автоматическим, обеспечивающим повышение производительности труда и качества продукции.
1.2.2. Эффективное использование машин и оборудования.
1.2.3. Внедрение безотходной технологии.
Создание ГПС.
Широкое применение роботов и робототехнических систем
40. Основные понятия и определения дисциплины: производственный процесс, технологическая подготовка производства, технологический процесс.
Для превращения предметов природы в полезное изделие служит производственный процесс. Производственный процесс включает в себя этапы, которые проходит предмет природы на пути превращения в изделие. Так, например железная руда добывается в шахтах, транспортируется на металлургические заводы, в процессе плавки превращается в металл, затем поступает на машиностроительные заводы и после различного рода обработки (со снятием и без снятия стружки) превращается в детали. Из деталей при помощи сборки и последующей отделки получается готовое изделие.
Производственный процесс представляет собой совокупность всех действий людей и орудий производства, необходимых на данном предприятии для изготовления или ремонта выпускаемых изделий.
В состав производственного процесса включаются все действия по изготовлению и сборке продукции, контролю ее качества, хранению и применения на всех стадиях изготовления, организации снабжения, обслуживания рабочих мест и участков, управление всеми звеньями производства, а также работы по технической подготовке производства. Рациональная организация производственного процесса невозможна без проведения тщательной технической подготовке производства.
Техническая подготовка производства
Техническая подготовка производства включает в себя следующее:
Конструкторскую подготовку производства (разработка конструкции изделия и создание чертежей общей сборки изделия, сборочных элементов и отдельных деталей изделия, запускаемых в производство с оформлением соответствующих спецификаций и др. видов конструкторской документации.
Технологическую подготовку производства, т.е. совокупность взаимосвязанных процессов, обеспечивающих технологическую готовность предприятия (или предприятий) к выпуску изделий заданного уровня качества при установленных сроках, объеме выпуска и затратах. К технологической подготовки производства относится обеспечение технологичности конструкции изделия, разработка технологических процессов, проектирование и изготовление средств технологического оснащения и контроля, управлении процессом технологической подготовки производства.
Календарное планирование производственного процесса изготовления изделий в установленные сроки, в необходимых объемах выпуска и затратах.
Наиболее ответственной и трудоемкой частью технологической подготовки производства является технологическое проектирование, трудоемкость которого составляет:
30 – 40 % (от общей трудоемкости ТМ) в условиях мелкосерийного производства;
40 – 50 % при серийном производстве;
50 – 60 % при массовом производстве (подготовка более тщательная, усложненная технологическая оснастка, подробнее технологическая документация).
Технологический процесс применительно к машиностроительному производству – часть производственного процесса включающая в себя последовательное изменение размеров, формы, внешнего вида или внутренних свойств предмета производства и их контроль (т.е. во время технологического процесса происходит качественное изменение состояния объекта производства – материала заготовки, детали, машины.
Технологические процессы строятся по отдельным методам их выполнения (процессы механической обработки, сборки, литья, штамповки, термообработки, покрытия, окраски и т.д.).
В технологический процесс включают и ряд дополнительных действий орудий производства и рабочих: контроль качества, очистка заготовки и изделий, транспортировка и т. д.
Для выполнения технологических процессов должно быть организованно и надлежащим образом оборудовано рабочее место.
41. Понятия и определения операции, перехода, прохода, установка, позиции.
Основными технологическими элементами из которых формируются операции являются переходы.
Технологический переход – законченная часть технологической операции, выполняемой над одной или несколькими поверхностями заготовки, одним или несколькими одновременно работающими без изменения или при автоматическом изменении режимов работы станка.
При этом автоматическое изменение режимов работы станка внутри одного технологического перехода имеет место в период обработки заготовок на станках с программным или адаптивным управлением. В случае использования обычных металлорежущих станков технологические процессы, как правило осуществляются при неизменных режимах их работы.
Например: проточка одной ступени вала; сверление отверстий; фрезерование поверхности; фрезерование набором фрез нескольких поверхностей (комплектом режущих инструментов); многорезцовая обработка.
Сверление отверстий, зенкерование и развертывание – 3 перехода.
К переходам механической обработки деталей относится и такие законченные элементарные части технологического процесса, как установка и закрепление деталей в приспособлении, ее открепление и снятие (вспомогательные переходы).
Элементарный переход – часть технологического перехода, выполняемая одним инструментом, над одним участком поверхности обрабатываемой заготовки, за один рабочий ход без изменения режима работы станка.
Длина участков поверхности, обрабатываемой с неизменной подачей, и соответствующее ей основное время обработки определяет величину элементарного перехода.
Переходы могут выполняться путем удаления одного или нескольких слоев металла, снимаемых один за другим, одним и тем же инструментом с каждой новой поверхности, или сочетания поверхностей детали.
В этом случае говорят о переходе, выполняемом в один проход или несколько проходов.
Проходом – называется однократное относительное движение режущего инструмента и обрабатываемой детали, в результате которого с поверхности или сочетания поверхностей снимается слой материала (один). Например: шлифование ступени вала в один переход при помощи значительного числа проходов.
Примеры переходов: присоединение шпонки к валу, завертывание гайки при соединении 2-х деталей.
Для термообработки – нагрев детали; закалка ее; очистка.
Вспомогательный переход – законченная часть технологической операции, состоящая из действий человека и (или) оборудования, которые не сопровождаются изменением формы, размеров и шероховатости поверхности предметов труда, но необходимы для выполнения технологического перехода.
Рабочий ход (проход) – законченная часть технологического перехода, состоящая из однократного перемещения инструмента относительно заготовки, сопровождаемой изменением формы, размеров, , качества поверхности и свойств заготовки.
Установ – часть технологической операции, выполняемых при неизменном закреплении заготовок или собираемой сборочной единицы.
Позиция – фиксированное положение, занимаемое неизменно закрепленной обрабатываемой заготовкой или собираемой сборочной единицей совместно с приспособлением, относительно инструмента или неподвижной части оборудования, для выполнения определенной части операции.
Вспомогательный ход – законченная часть технологического перехода, состоящая из однократного перемещения инструмента относительно заготовки, не сопровождаемого изменением формы, качества поверхности или свойств заготовки, но необходимого для подготовки рабочего хода.
Прием – законченная совокупность действий человека, применяемых при выполнении перехода или его части и соединенных одним целевым назначением.
42. Технологическая характеристика единичного типа производства.
Современное производство подразделяется на следующие типы: единичное, серийное и массовое.
Тип производства (или его серийность) по коэффициенту закрепления операций (ГОСТ 14.004 – 83).Kз.о = О/Р;
где О – число всех операций, выполняемых или подлежащих выполнению на участке (линии) в течении месяца;
Р – число рабочих мест на участке;
Kз.о – характеризует степень специализации рабочих мест.
Kз.о.<= 1 – массовое производство;
1 < kз.о.<= - крупносерийное производство;
10 < kз.о. <= 20 – среднесерийное производство;
20 < kз.о. <= 40 – мелкосерийное производство;
kз.о. > 40 – единичное производство.
Ориентировочно тип производства определяется по таблице в зависимости массы обрабатываемых деталей и их количества.
Механическая масса обрабатываемой детали (заготовки), кг |
Тип производства |
||||
Единичное |
Мелкосерийное |
Серийное |
Крупносерийное |
Массовое |
|
До 200 |
До 1000 |
1000…5000 |
5000…10000 |
10000…100000 |
Св.100000 |
До 2000 |
20 |
20…500 |
500…1000 |
1000…5000 |
Св. 5000 |
До 30000 |
5 |
5…100 |
100…300 |
300…1000 |
Св. 1000 |
Св. 30000 |
3 |
3…10 |
10…50 |
------- |
------ |
Единичное производство – характеризуется широкой номенклатурой изделий и малым объемом выпуска, количество изделий и размеры операционных партий заготовок исчисляются штуками и десятками штук; на рабочих местах выполняются разнородные технологические операции, повторяющиеся регулярно или неповторяющиеся совсем; используется универсальное точное оборудование, которое расставляется в цехах по технологическим группам (токарные, фрезерные , сверлильные и т.д. участки). Специальные приспособления и инструменты как правило не применяются. Исходные заготовки простейшие (литье в землю, прокат, поковки) с малой точностью, большими припусками и допусками. Требуемая точность достигается методом пробных проходов и промеров с использованием разметки, широко применяются прогонка по месту. Квалификация рабочих очень высокая, т.к. от нее в значительной степени зависит качество продукцию, технологическая документация сокращенная и упрощенная; технологические нормы отсутствуют, применяется опытно-статическое нормирование труда.
43. Технологическая характеристика массового производства.
Современное производство подразделяется на следующие типы: единичное, серийное и массовое.
Тип производства (или его серийность) по коэффициенту закрепления операций (ГОСТ 14.004 – 83).Kз.о = О/Р;
где О – число всех операций, выполняемых или подлежащих выполнению на участке (линии) в течении месяца;
Р – число рабочих мест на участке;
Kз.о – характеризует степень специализации рабочих мест.
Kз.о.<= 1 – массовое производство;
1 < kз.о.<= - крупносерийное производство;
10 < kз.о. <= 20 – среднесерийное производство;
20 < kз.о. <= 40 – мелкосерийное производство;
kз.о. > 40 – единичное производство.
Ориентировочно тип производства определяется по таблице в зависимости массы обрабатываемых деталей и их количества.
Механическая масса обрабатываемой детали (заготовки), кг |
Тип производства |
||||
Единичное |
Мелкосерийное |
Серийное |
Крупносерийное |
Массовое |
|
До 200 |
До 1000 |
1000…5000 |
5000…10000 |
10000…100000 |
Св.100000 |
До 2000 |
20 |
20…500 |
500…1000 |
1000…5000 |
Св. 5000 |
До 30000 |
5 |
5…100 |
100…300 |
300…1000 |
Св. 1000 |
Св. 30000 |
3 |
3…10 |
10…50 |
------- |
------ |
Массовое производство – характеризуется узкой номенклатурой и большим объемом выпуска изделий, непрерывно изготавливаемых или ремонтируемых в продолжительного времени.
Kз.о.=1 т.к. на каждом рабочем месте закрепляется выполнение одной постоянно повторяющейся операции. Используются специальные высокопроизводительное оборудование, которое расставляется по поточному принципу (т.е. по ходу технологического процесса) и во многих случаях связано транспортирующими устройствами и конвейерами с постами промежуточного автоматического контроля, а также промежуточными складами – накопителями заготовок. Используются высокопроизводительные многошпиндельные автоматы и полуавтоматы, станки с ЧПУ, обрабатывающие центры. Широко применяются автоматические линии (АЛ) и автоматизированные производственные системы, управляемые ЭВМ.
Применяется высокопроизводительная специальная технологическая оснастка, инструменты из синтетических сверхтвердых материалов (алмазов), фасонные инструменты всех видов.
Широко применяются точные исходные заготовки с минимальными припусками на обработку (литье под давлением, корковое литье, штамповка и прессовка калибров чеканка).
Требуемая точность достигается методами автоматического получения размеров на настроенных станках при обеспечении взаимозаменяемости обрабатываемых заготовок и собираемых узлов.
Средняя квалификация рабочих в современном массовом производстве ниже, чем в единичном. На настроенных станках и автоматах работают операторы (рабочие сравнительно низкой квалификации). Одновременно работают высококвалифицированные наладчики станков, специалисты по электронной технике и пневмогидравлике.
Технологическая документация разрабатывается самым детальным образом, технологические нормы тщательно рассчитываются и подвергаются экспериментальной проверке.
44. Технологическая характеристика серийного типа производства.
Современное производство подразделяется на следующие типы: единичное, серийное и массовое.
Тип производства (или его серийность) по коэффициенту закрепления операций (ГОСТ 14.004 – 83).Kз.о = О/Р;
где О – число всех операций, выполняемых или подлежащих выполнению на участке (линии) в течении месяца;
Р – число рабочих мест на участке;
Kз.о – характеризует степень специализации рабочих мест.
Kз.о.<= 1 – массовое производство;
1 < kз.о.<= - крупносерийное производство;
10 < kз.о. <= 20 – среднесерийное производство;
20 < kз.о. <= 40 – мелкосерийное производство;
kз.о. > 40 – единичное производство.
Ориентировочно тип производства определяется по таблице в зависимости массы обрабатываемых деталей и их количества.
Механическая масса обрабатываемой детали (заготовки), кг |
Тип производства |
||||
Единичное |
Мелкосерийное |
Серийное |
Крупносерийное |
Массовое |
|
До 200 |
До 1000 |
1000…5000 |
5000…10000 |
10000…100000 |
Св.100000 |
До 2000 |
20 |
20…500 |
500…1000 |
1000…5000 |
Св. 5000 |
До 30000 |
5 |
5…100 |
100…300 |
300…1000 |
Св. 1000 |
Св. 30000 |
3 |
3…10 |
10…50 |
------- |
------ |
Серийное производство – характеризуется ограниченной номенклатурой изделий, изготавливаемых или ремонтируемых периодически повторяющимся партиями, и сравнительно большим объемом выпуска.
Различают: мелкосерийное, серийное и крупносерийное производство. Kз.о. зависит от количества изделий в партии или серии.
Серийное производство является основным типом современного машиностроительного производства, и предприятиями этого типа выпускается в настоящее время 75 – 80% всей продукции машиностроения.
Объем выпуска предприятий серийного типа колеблется от десятков и сотен до тысячи регулярно повторяющихся изделий. Используются универсальное и специализированное и частично специальное оборудование (станки с ЧПУ, обрабатывающие центры, гибкая производственная система станков с ЧПУ). Оборудование расставляется по технологическим группам с учетом направления основных грузопотоков цеха по предметно-замкнутым участкам.
Одновременно используются групповые поточные линии и переменно-поточные автоматические. Технологическая оснастка в основном универсальная, однако, во многих случаях (особенно в крупносерийном производстве) создается высокопроизводительная оснастка. Целесообразность ее создания должна быть обоснована экономическим расчетом. Большое распространение находит универсально-сборная, переналаживаемая технологическая оснастка. В качестве заготовок используется горячекатаный и холоднокатаный прокат, литье в землю, под давлением, точное литье, поковки и точные штамповки.
Требуемая точность достигается как методами автоматического получения размеров, так и методами пробных ходов и промеров с частичным применением разметки. Средняя квалификация рабочих выше чем в массовом производстве, но ниже чем в единичном.
В зависимости от объема выпуска и особенностей изделия обеспечивается полная взаимозаменяемость, неполная, групповая, в ряде случаев используется компенсация размеров пригонка по месту.
Технологическая документация и техническое нормирование подробно разрабатывается для наиболее сложных и ответственных заготовок при одновременном применении упрощенной документации.
45. Понятие качества машины как объекта производства. Производственно – технологические показатели.
Машина – это механизм или сочетание механизмов, осуществляющих целесообразное движение для преобразования энергии или производства работ. Различают два класса машин: машины – двигатели (с помощью которых один вид энергии преобразовывается в другой) и рабочие машины (с помощью которых происходит изменение формы, свойств и положение объекта труда).
Каждая машина создается для удовлетворения потребностей человека, которая находит отражение в служебном назначении машины. Для того чтобы выпускаемая заводом машина выполняла свое служебное назначение, раньше чем приступить к ее созданию, необходимо его выявить и четко сформулировать.
Для того чтобы машина экономично выполняла служебное назначение, она должна обладать необходимым для этого качеством. В соответствии с ГОСТ 15467-85 под качеством продукции понимается совокупность свойств, обуславливающих ее пригодность удовлетворять определенным потребностям в соответствии с ее назначением.
В современных условиях качество продукции охватывает не только потребительские, но и технологические свойства, художественные особенности, надежность, уровень стандартизации и унификации деталей и узлов.
Свойства, составляющие качество продукции характеризуется непрерывными или дискретными величинами, называемыми показателями качества продукции. Они могут быть абсолютными, относительными или удельными.
Критерием относительно новой продукции по отношению к старой или базовой является коэффициент уровня качества продукции (основан на сравнении относительных характеристик качества).
Для сопоставления нескольких вариантов применяется интегральный показатель качества, который выбирается на основе теории принятия решений.
Различают три группы качества машины:
Технический уровень машины, определяющий совершенства машины ( мощность, КПД, производительность, экономичность).
Производственно-технологические показатели, фиксирующие эффективность конструктивных решений с точки зрения обеспечения минимальных затрат труда и средств на ее изготовление, эксплуатацию и ремонт.
Эксплуатационные показатели (надежность, эргономические и эстетические характеристики).
Для большей оценки качества машины большое значение имеет ее работоспособность, под которой понимается такое состояние изделия, при котором оно способно выполнять заданные функции, сохраняя значения требуемых параметров в пределах установленных нормативно-технической документацией. В связи с этим одной из основных характеристик машин является их надежность.
Надежность - это свойство изделия сохранять во времени свою работоспособность (ГОСТ 13377 – 75).
Отказ – это событие, заключающееся в нарушении работоспособности изделия. Время работы изделия до отказа, выраженное в часах называется наработкой до отказа (является случайной величиной).
Срок службы изделия, определяемый его наработкой до достижения предельного регламентированного состояния (предельный износ) называется ресурсом.
Ресурс в отработанных часах или допустимый срок службы изделия (в календарных часах), является неслучайной величиной (регламентированное время работы изделия, определяющее его долговечность).
Надежность изделия – это обобщенное свойство, которое включает в себя понятия безотказности и долговечности.
Безотказность – это свойство изделия непрерывно сохранять работоспособность в течении некоторого периода времени или некоторой наработки.
Долговечность – это свойство изделия сохранять работоспособность до наступления предельного состояния, т.е. в течении всего периода эксплуатации при установленной системе технического обслуживания и ремонтов.
ПРОИЗВОДСТВЕННО-ТЕХНИЧЕСКИЕ ПОКАЗАТЕЛИ:
1.Трудоемкость, определяется продолжительностью изготовления изделия при нормальной интенсивности труда в часах.
2.Станкоемкость – характеризуется продолжительностью времени в течении которого должны быть заняты станки или другое оборудование для изготовления всех деталей изделия (единичное измерение – станко-час).
3.Конструкторская преемственность изделия – это свойство изделия, использования в нем деталей и сборных единиц, применяемых или применявшихся в других изделиях.
4.Технологическая преемственность изделия – это свойство изделия, использование применяемых на предприятии технологических процессов, отдельных технологических операций и средств технологического оснащения для его изготовления или ремонта.
Одним из важнейших показателей качества машин изделий является: точность.
Под точностью машины понимается степень ее приближения к геометрически правильному ее прототипу.
Поскольку исполнительные поверхности машины должны осуществлять относительное движение, необходимое для выполнения машиной своего служебного назначения, поэтому одним из основных показателей, характеризующих точность машины является точность относительного движения.
Точность относительного движения – это максимальное приближение действительного характера движения исполнительной поверхности к теоретическому закону движения поверхности, выбранного с учетом назначения проектируемой машины.
Точность относительного движения характеризуется величиной отклонения, на которое устанавливается допуск.
Точность машины характеризуют следующие показатели:
точность относительного движения исполнительных поверхностей машины;
точность расстояний между исполнительными поверхностями;
точность относительных поворотов исполнительных поверхностей;
точность геометрической формы исполнительных поверхностей включая макро и микро неровности;
шероховатость исполнительных поверхностей.
46. Точность в машиностроении и методы ее достижения.
Под точностью детали понимается ее соответствие требованиям чертежа: по размерам, геометрической форме, правильности взаимного расположения обрабатываемых поверхностей и по степени их шероховатости.
Заданную точность обработки заготовки можно достигнуть одним из двух принципиально отличных методов: пробных ходов и промеров, а также методом автоматического получения размеров.
Метод пробных ходов и промеров.
Сущность метода заключается в том, что к обрабатываемой поверхности заготовки, установленной на станке, подводят режущий инструмент и с короткого участка заготовки снимают пробную стружку. После этого станок останавливают, делают пробный замер полученного размера, определяют его отклонения от чертежного и вносят поправку в положение инструмента, которую отсчитывают по делениям лимба станка. Затем вновь производят пробную обработку («ход») участка заготовки, новый пробный замер полученного размера и при необходимости вносят новую поправку в положение инструмента. Таким образом, путем пробных ходов и промеров устанавливают правильное положение инструмента относительно заготовки, при котором обеспечивается требуемый размер. После этого выполняют обработку заготовки по всей ее длине. При обработке следующей заготовки всю процедуру установки станка пробными ходами и промерами повторяют.
Метод пробных ходов и промеров используется при единичном или мелкосерийном производстве изделий, в опытном производстве, а также в ремонтных и инструментальных цехах.
47. Систематические погрешности обработки.
Систематическая погрешность – это такая погрешность, которая для всех заготовок рассматриваемой партии остается постоянной или же закономерно изменяется при переходе от каждой обрабатываемой заготовки к следующей
В
первом случае, когда погрешность
постоянна, данную погрешность принято
называть постоянной систематической
погрешностью
![]() ,
а во втором случае – переменной
систематической (или функциональной)
,
а во втором случае – переменной
систематической (или функциональной)
![]() погрешностью.
погрешностью.
Причинами возникновения систематических и переменных систематических погрешностей обработки являются:
-неточность, износ и деформация станков, приспособлений и инструментов;
-деформация обрабатываемых заготовок;
-явления тепловыделения, происходящие в технологической системе и в СОЖ в процессе обработки;
-погрешности теоретической схемы обработки.
48. Погрешности, возникающие вследствие неточности, износа и деформации станков.
Погрешности изготовления и сборки станков ограничивается нормами ГОСТов, определяющими допуски и методы проверки геометрической точности станков, т.е. точности станков в разгруженном состоянии.
Погрешности геометрической точности станков полностью или частично переносятся на обрабатываемые заготовки в виде систематических погрешностей. Величина этих систематических погрешностей поддатеся предварительному анализу и расчету.
К погрешностям, обусловленным геометрической неточностью можно отнести, например, непараллельность оси шпинделя относительно направляющих, вследствие чего обрабатываемая поверхность приобретает форму гиперболоида вращения; при непараллельности оси шпинделя направлению движения суппорта обрабатываемая заготовка приобретает коническую форму поверхности вместо цилиндрической.
Износ станков также обуславливает увеличение систематических погрешностей обрабатываемых заготовок. Это связан с тем, что износ рабочих поверхностей станков происходит неравномерно; это обстоятельство приводит к изменению взаимного расположения отдельных узлов станков, вызывающему возникновение дополнительных погрешностей обрабатываемых заготовок.
Одной из важных причин потери точности станков является износ направляющих. Неравномерный износ передней и задней направляющей вызывает наклон суппорта и смещение вершины резца в горизонтальной плоскости, непосредственно увеличивающее радиус обрабатываемой поверхности. Неравномерность износа направляющих по их длине приводит к появлению систематический погрешности формы обрабатываемых заготовок.
Деформация станков при их неправильном монтаже, а также под действием массы при оседании фундаментов вызывает дополнительные систематические погрешности обработки заготовок.
49. Погрешности, связанные с неточностью и износом режущего инструмента.
Неточность режущего инструмента во многих случаях непосредственно переноситься на обрабатываемые заготовки, обуславливая появление систематических погрешностей формы и размеров обрабатываемых поверхностей. Однако в связи с тем, что точность изготовления режущего инструмента на специальных инструментальных заводах или в инструментальных цехах машиностроительных заводов обычно достаточно высока, неточность изготовления инструмента мало отражается на точности изготовления деталей. Значительно большее влияние на точность обработки заготовок оказывают погрешности режущего инструмента, связанные с его износом.
Износ режущего инструмента при работе на настроенных станках по методу автоматического получения размеров приводит к возникновению переменной систематической погрешности обработки. При чистовой обработке заготовок износ резцов происходит по их задней поверхности, что вызывает отдаление вершины от центра вращения заготовки на величину радиального износа и соответствующее увеличение радиуса обточки.

В соответствии с общими закономерностями износа при трении скольжения в начальный период работы инструмента, называемый периодом начального износа (участок I), износ наиболее интенсивен. В период начального износа происходит приработка режущего лезвия инструмента, сопровождающаяся выкрашиванием отдельных неровностей и заглаживанием штрихов - следов заточки режущих граней. В этот период шероховатость обработанной поверхности обычно постепенно уменьшается. Начальный износ и его продолжительность (т. е. продолжительность приработки инструмента) зависят от материалов режущего инструмента и изделия, качества заточки, а также от доводки инструмента и режимов резания. Обычно продолжительность начального износа, выраженная длиной пути резания, находится в пределах 500—2000 м (первая цифра соответствует хорошо доведенным инструментам, вторая — заточенным инструментам).
Второй период износа (участок II) характеризуется нормальным износом инструмента, прямо пропорциональным пути резания.
Третий период износа (участок III) соответствует наиболее интенсивному катастрофическому износу, сопровождающемуся значительным выкршиванием и поломками инструмента, недопустимыми при нормальной эксплуатации инструмента.
Характер кривой износа и обуславливает возникновение переменной систематический погрешности, а, следовательно, погрешность размеров и формы обрабатываемых заготовок может быть существенно понижена путем рационального назначения материала и конструкции режущего инструмента и соответствующих режимов резания.
50. Влияние усилия зажима заготовки на погрешность обработки
Усилия зажима (закрепления) заготовок в приспособлениях, так же как и усилия резания, вызывают упругие деформации заготовок, порождающие погрешности формы обработанных заготовок. При постоянстве размеров заготовок и усилий зажима вызываемые ими погрешности формы деталей являются систематическими и могут быть вычислены по соответствующим формулам.
Рассмотрим влияние усилия зажима на погрешность обработки на примере тонкостенной втулки зажатой в трехкулачковый патрон.
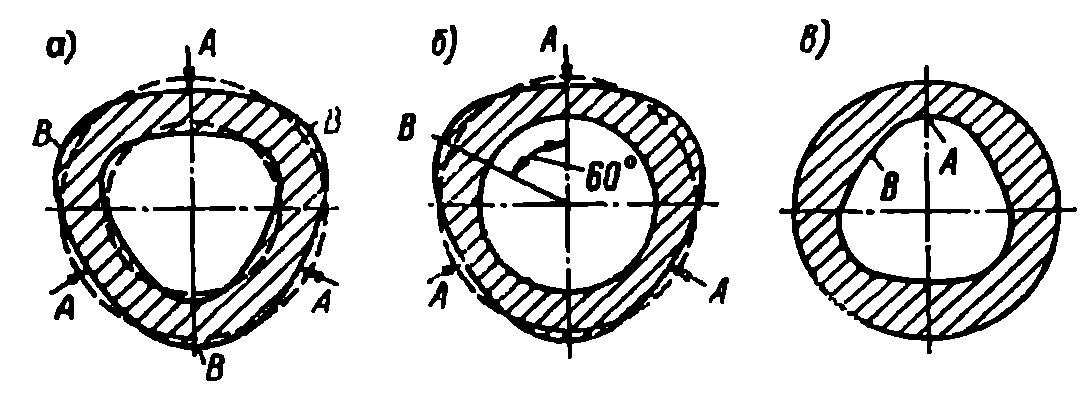
При закреплении втулки происходит ее упругая деформация. В местах приложения зажимного усилия А, радиус заготовки меньше, а в местах свободных от усилия закрепления – больше. И тогда погрешность формы обрабатываемого отверстия втулки определяется разностью наибольшего и наименьшего радиусов.
Величина и характер деформации зависит от конфигурации зажимных элементов, которые непосредственно передают усилия зажима на заготовку. Например, если деформацию (погрешность) втулки при зажиме в духкулачковом патроне принять за абсолютную (100%), то при зажиме в трех кулачках она составит 21% от абсолютной, а в четырех – 8%, в шести – 2%.
Также на величину погрешности влияет характер контакта заготовки и зажимного устройства. Например, при форме кулачков, соответствующей форме заготовки, и наиболее полном прилегании зажимных поверхностей кулачков к поверхности заготовки погрешность геометрической формы втулки также снижается.
В определенных условиях существенными причинами возникновения погрешностей обрабатываемых заготовок могут явиться силы тяжести (деформация под действием собственной массы), центробежные силы и остаточные напряжения заготовки.
51. Погрешности, обусловленные упругими деформациями технологической системы под влиянием нагрева. Тепловые деформации инструмента, заготовки.
При непрерывной работке станка происходит постепенное нагревание всех элементов технологической системы, вызывающее появление переменной систематической погрешности обработки заготовок.
В общем случае, тепловые деформации складываются из:
-тепловых деформаций станка;
-тепловых деформаций инструмента;
- тепловых деформаций приспособления;
-тепловых деформаций обрабатываемой заготовки;
Все они в той или иной мере вызывают появление переменной систематической погрешности.
Тепловые деформации станков вызваны потерей на трение в их подвижных механизмах, гидроприводах и электроустройствах, во встроенных электромоторах, а также теплопередача от охлаждающей жидкости, отводящей теплоту из зоны резания, и нагревание от внешних источников (местное нагревание от близко расположенных батарей, солнечных лучей, охлаждение через фундамент).
Важное влияние на точность обработки оказывает нагревание шпиндельных бабок. При работе станка происходят постепенное разогревание шпиндельных бабок и их смещение в вертикальном и горизонтально направлениях.
Для устранения погрешностей обработки, связанной с тепловыми деформациями станка, производят предварительный прогрев станка его обкаткой вхолостую в течении 2-3 ч. Последующую обработку заготовок следует проводить без значительных перерывов в работе станка.
Тепловые деформации режущего инструмента
Некоторая часть теплоты, выделяющейся в зоне резания, переходит в режущий инструмент, вызывая его нагревание и изменение размеров. При токарной обработке наибольшая часть погрешности, связанной с тепловыми деформациями технологической системы, обусловлена удлинением резцов при их нагревании.
При повышении скорости резания, глубины резания и подачи интенсифицируется нагревание, а следовательно, увеличивается удлинение резца. Большое влияние на удлинение оказывает вылет резца.
Нагревание и удлинение резцов прямо пропорционально твердости обрабатываемого материала. В обычных условиях работы без охлаждения удлинение резца может достигать 30—50 мкм.
В первый период работы до наступления теплового равновесия удлинение резца сопровождается непрерывным изменением размеров обрабатываемых заготовок (при небольших габаритах заготовок) или формы поверхностей (при больших размерах заготовок).
Нагревание режущих инструментов, при фрезеровании, нарезании зуба и других операциях прерывистой механической обработки, выполняемых с охлаждением, оказывает заметно меньшее влияние на точность обработки, чем нагревание резцов.
Тепловые деформации заготовки.
Некоторая часть теплоты, выделяющейся в зоне резания, переходит в обрабатываемое изделие, вызывая изменение его размеров и появление погрешности обработки. При равномерном нагревании изделия возникает погрешность размеров, а при местных нагревах отдельных участков обрабатываемых изделий – коробление, приводящее к образованию погрешности формы.
Нагревание обрабатываемого изделия зависит от режимов резания. При токарной обработке с увеличением скорости резания и подачи, т. е. с уменьшением продолжительности теплового воздействия на обрабатываемое изделие, температура понижается.
Нагревание обрабатываемых заготовок имеет существенное значение при изготовлении тонкостенных деталей. Во время обработки массивных заготовок влияние их нагревания на точность обработки невелико.
Применение обильного охлаждения значительно уменьшает опасность нагревания заготовок и сокращает погрешность их обработки.
52. Случайные погрешности обработки. Кривая нормального распределения(Гаусса)
В процессе обработки партии заготовок на настроенных станках их размеры непрерывно колеблются в определенных границах, отличаясь друг от друга и от настроенного размера на величину случайной погрешности.
Случайная погрешность – это такая погрешность, которая для разных заготовок рассматриваемой партии имеет различные значения, причем ее появление не подчиняется никакой видимой закономерности.
В результате возникновения случайных погрешностей происходит рассеяние размеров заготовок, обработанных при одних и тех же условиях. Рассеяние размеров вызывается совокупностью многих причин случайного характера, не поддающихся точному предварительному определению и проявляющих свое действие одновременно и независимо друг от друга. К таким причинам относятся:
-колебания твердости обрабатываемого материала и величины снимаемого припуска;
-изменения положения исходной заготовки в приспособлении, связанные с погрешностями ее базирования и закрепления или обусловленные неточностями приспособления;
-неточности установки положения суппортов по упорам и лимбам; колебания температурного режима обработки и упругих отжатий элементов технологической системы под влиянием нестабильных сил резания и т. п.
Для выявления и анализа закономерностей распределения размеров заготовок при их рассеянии успешно применяются методы математической статистики.
Кривая нормального распределения (Гаусса). Построение и уравнение кривой и основные характеристики ее
Многочисленные исследования показали, что распределение действительных размеров заготовок, обработанных на настроенных станках, очень часть подчиняется закону нормального распределения (закону Гаусса).
Результирующая погрешность обработки обычно формируется в результате одновременного воздействия большого числа погрешностей, зависящих от станка, приспособления, инструмента и заготовки, которые по существу представляют собой взаимно независимые случайные величины; влияние каждой из них на результирующую погрешность имеет один порядок, поэтому распределение результирующей погрешности обработки, а значит, и распределение действительных размеров обрабатываемых заготовок подчиняются закону нормального распределения.
Уравнение кривой нормального распределения имеет следующий вид:
 ,
,
где
![]() - среднее квадратичное отклонение,
определяемое по формуле:
- среднее квадратичное отклонение,
определяемое по формуле:
![]() ,
,
![]() - текущий действительный
размер,
- текущий действительный
размер,
![]() - среднее арифметическое
значение действительных размеров
заготовок данной партии,
- среднее арифметическое
значение действительных размеров
заготовок данной партии,
![]() - частота размеров
в
- частота размеров
в
![]() интервале;
интервале;
![]() - количество
заготовок в партии.
- количество
заготовок в партии.
Общий вид кривой Гаусса:
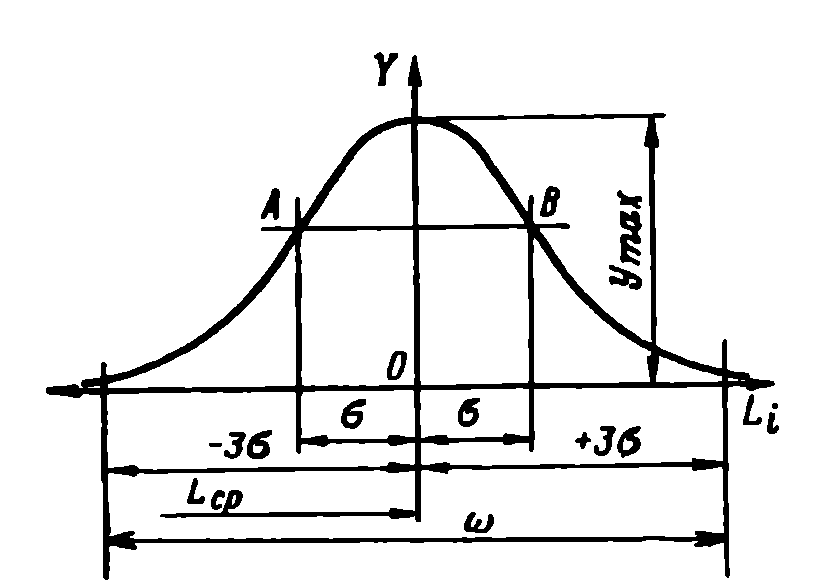
Кривая
Гаусса симметрична относительно оси
у, т.е. значениям х и –х
соответствует одна и та же ордината.
Максимальное же значение ординаты при
![]() :
:
![]()
На
расстоянии
![]() от вершины кривая имеет две точки
перегиба, ордината которых:
от вершины кривая имеет две точки
перегиба, ордината которых:
![]() .
.
Кривая
асимптотически приближается к оси
абсцисс. На расстоянии
![]() от
положения вершины кривой ее ветви
подходят к оси абсцисс так близко что
в этих пределах оказывается 99,73% площади,
заключенной между всей кривой нормального
распределения с осью абсцисс.
от
положения вершины кривой ее ветви
подходят к оси абсцисс так близко что
в этих пределах оказывается 99,73% площади,
заключенной между всей кривой нормального
распределения с осью абсцисс.
Величина
![]() называется полем рассеяния размеров.
называется полем рассеяния размеров.
53. Кривые распределения (рассеяния) размеров: равной вероятности, Симпсона, закон Релея.
Закон равнобедренного треугольника(закон Симплосна). При обработке заготовок с точностью 7-го, 8-го и иногда 6-го квалитетов распределение их размеров в большинстве случаев подчиняется закону Симпсона, которой графически выражается равнобедренным треугольником.
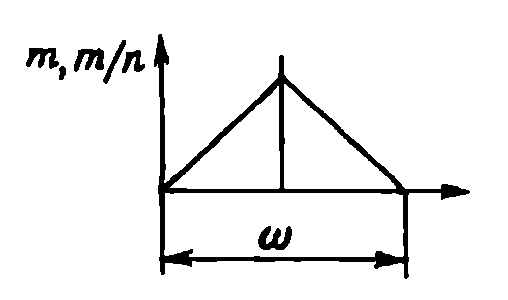
Закон равной вероятности. Если рассеяние размеров зависит только от переменных систематических погрешностей (например, от износа режущего инструмента), то распределение действительных размеров партии обработанных заготовок подчиняется закону равной вероятности.
Например, при установившемся износе режущего инструмента уменьшение его размеров во времени подчиняется прямолинейному закону, что соответственно отражается на обрабатываемой заготовке и картина распределения размеров выглядит следующим образом:
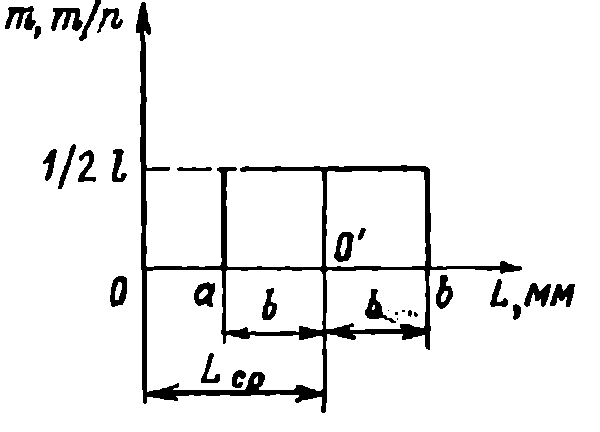
Закон равной вероятности распространяется на распределение размеров заготовок повышенной точности (5-6-й квалитет и выше) при их обработке по методу пробных ходов. Из-за сложности получения размеров очень высокой точности вероятность попадания размера заготовки в узкие границ допуска по среднему, наибольшему или наименьшему его значению становиться одинаковой.
Закон эксцентриситета(закон Релея).
Распределение таких существенно положительных величин, как эксцентриситет, биение, разностенность, непараллельность, неперпендикулярность, овальность, конусообразность и некоторых других характеризующихся абсолютными значениями, подчиняется закону распределения эксцентриситета.
Распределение
по закону Релея формируется тогда, когда
случайная величина
![]() является геометрической суммой двух
случайных величин, т.е.
является геометрической суммой двух
случайных величин, т.е.
![]() ,
каждая из которых подчиняется закону
Гаусса.
,
каждая из которых подчиняется закону
Гаусса.
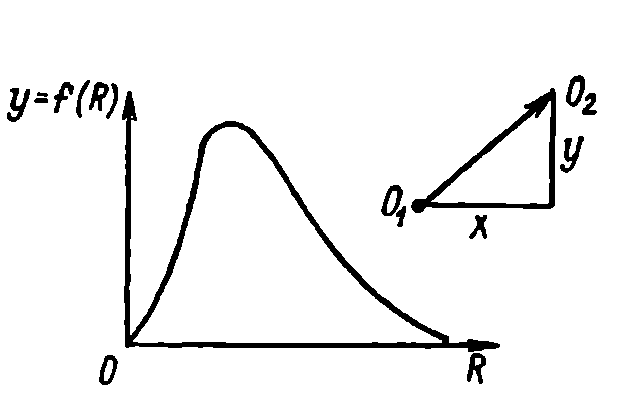
54. Точечные диаграммы и их применение для исследования точности обработки.
Использование точечных диаграмм позволяет проследить за изменением точности обработки. По оси абсцисс откладывают номера деталей, а по оси ординат – их размеры. Номера деталей откладывают в последовательности обработки. Их можно укоротить, если в таких диаграммах всю партию деталей разбить на равные группы и по оси абсцисс откладывать в той же последовательности номера групп или откладывать по вертикальной оси групповые средние арифметические размеры деталей.
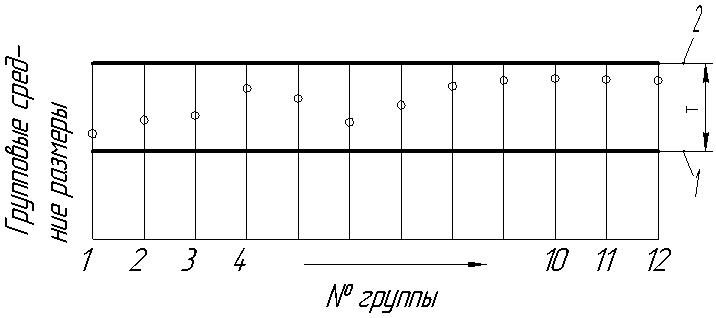
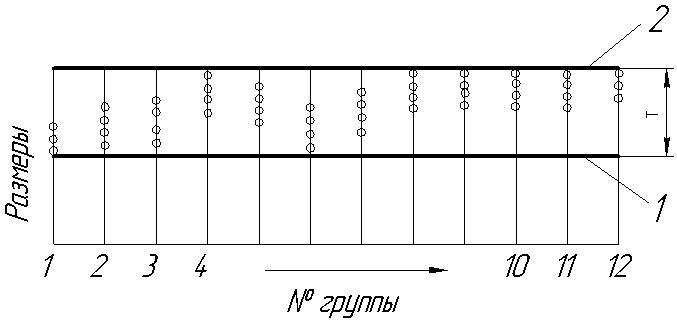
На методе исследования точности точечными диаграммами получил развитие статистический метод контроля. В процессе обработки партии деталей производится выборочный контроль, т.е. периодически берутся пробы (выборки) 2…10 деталей и групповые средние наносятся на контрольную диаграмму. Здесь кроме линий 1,2 ограничивающих допуск , проведены линии 3 и 4, называемые контрольными. Их положение определяется на основе технико-экономических расчетов. Если среднее арифметическое значение группового размера близко или выходит за контрольные прямые необходима подналадка станка. На рисунке показано, что подналадка производилась после 4-й, 6-й и 10-й выборок.
При данном методе контроля выборочной проверке подвергается лишь (5…10)% обработанных деталей.
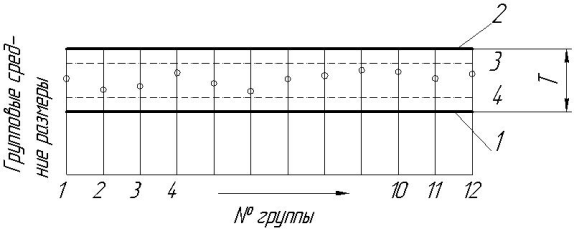
55. Влияние жесткости и податливости технологической системы на погрешности обработки. Характеристика и определение жесткости технологической системы
Жесткостью
![]() технологической
системы называется способность этой
системы оказывать сопротивление действию
деформирующих ее сил.
технологической
системы называется способность этой
системы оказывать сопротивление действию
деформирующих ее сил.
Жесткость
технологической системы принято
выражать отношением нормальной
составляющей
![]() силы резания к суммарному смещению
силы резания к суммарному смещению
![]() ,
лезвия режущего инструмента относительно
обрабатываемой поверхности заготовки,
измеренному в направлении нормали к
этой поверхности, т.е.:
,
лезвия режущего инструмента относительно
обрабатываемой поверхности заготовки,
измеренному в направлении нормали к
этой поверхности, т.е.:
![]() .
.
Податливостью
![]() технологической системы называется
способность этой системы упруго
деформироваться под действие внешних
сил. Т.е.
технологической системы называется
способность этой системы упруго
деформироваться под действие внешних
сил. Т.е.
![]() .
.
Рассмотрим влияние жесткости технологической системы на погрешности обработки на примере обработки вала.
При обработке в центрах на токарном станке гладкого вала в начальный момент, когда резец находится у правого конца вала, вся нормальная составляющая усилия резания передается через заготовку на задний центр, пиноль и заднюю бабку станка, вызывая упругую деформацию названных элементов (изгиб заднего центра и пиноли, отжатие корпуса задней бабки) в направлении «от рабочего». Это приводит к увеличению расстояния от вершины резца до оси вращения заготовки на величину отжатия корпуса задней бабки и к соответствующему возрастанию радиуса обработанной заготовки.
Одновременно с этим под действием происходит упругое отжатие резца и суппорта в направлении «на рабочего», что, в свою очередь, влечет за собой увеличение расстояния от вершины резца до оси вращения заготовки, а следовательно, и радиуса обработанного изделия. Таким образом, в начальный момент диаметр обработанной поверхности фактически оказывается больше диаметра, установленного при настройке.
При дальнейшем обтачивании и перемещении резца от задней бабки к передней отжатие задней бабки уменьшается, но возникают отжатия передней бабки и обрабатываемой заготовки, которые также увеличивают фактический диаметр обработки.
В связи с тем что упругие отжатия элементов станка (кроме отжатия суппорта и инструмента) изменяются по длине обработки заготовки, ее диаметр, а следовательно, и форма оказываются переменными по длине. Погрешности размера и формы заготовки в данном случае равняются удвоенной сумме упругих отжатий в технологической системе. Упругие отжатия у определяются действующими в направлении этих отжатий усилиями и жесткостью технологической системы.
Существует два основных метода определения жесткости технологической системы: статическим методом, производственным методом.
56. Методы определения жесткости станков: статический и производственный.
Определение жесткости станков статическим методом
Жесткость станка или отдельного узла определяют при их нагружении статическими силами с помощью специальных динамометров, при этом индикаторными приборами измеряют отжатия узлов. Нагружение производится силами, аналогичными по своему направлению силам, действующим на данный узел при эксплуатации станка.
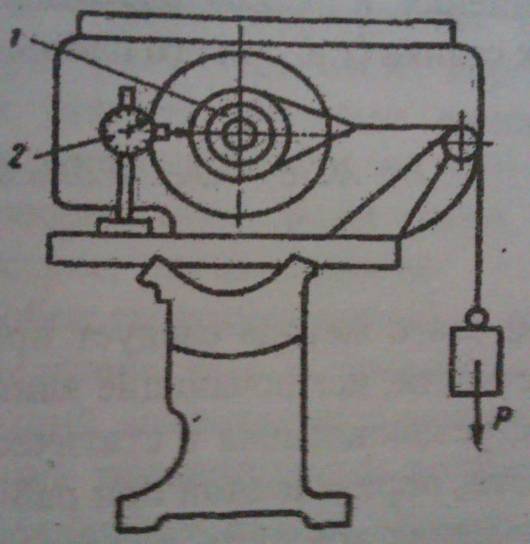
По
мере увеличения веса груза, навешиваемого
на конец канта, возрастает сила
![]() ,
прикладываемая к концу шпинделя 1 коробки
скоростей. По показаниям индикатора 2,
расположенного против точки приложения
силы
по направлению ее действия, судят о
величине перемещений конца шпинделя
относительно станины станка. Показания
записывают как при нагрузке так и при
разгружении.
,
прикладываемая к концу шпинделя 1 коробки
скоростей. По показаниям индикатора 2,
расположенного против точки приложения
силы
по направлению ее действия, судят о
величине перемещений конца шпинделя
относительно станины станка. Показания
записывают как при нагрузке так и при
разгружении.
Затем
строят график
![]() ,
на котором по данным изображается
кривая. Две ветви построенной таким
образом кривой получили название
нагрузочной и разгрузочной. Площадь
петли гистерезиса, образованной кривыми,
представляет собой работу, затраченную
на преодоление силы трения в стыках,
контактных деформаций и, в ряде случаев,
сил собственного веса детали.
,
на котором по данным изображается
кривая. Две ветви построенной таким
образом кривой получили название
нагрузочной и разгрузочной. Площадь
петли гистерезиса, образованной кривыми,
представляет собой работу, затраченную
на преодоление силы трения в стыках,
контактных деформаций и, в ряде случаев,
сил собственного веса детали.
Жесткость, определенная при нагружении системы статическими силами, дает возможность составить нормативы жесткости для станков разных типоразмеров и отдельных узлов. Однако данные по статической жесткости недостаточно точны и дают при технологических расчетах заниженные результаты погрешностей обработки.
Определение жесткости станков производственным методом
Жесткость, определенная при нагружении системы статическими силами, дает возможность составить нормативы жесткости для станков разных типоразмеров и отдельных узлов. Однако данные по статической жесткости недостаточно точны и дают при технологических расчетах заниженные результаты погрешностей обработки.
Более
точные значения жесткости, пригодные
для расчетов точности обработки, дает
производственный метод. На испытуемом
станке производят обработку ступенчатой
заготовки или заготовки, имеющей биение,
принимаемое в расчетах за погрешность
исходной заготовки
![]() .
.
После
обработки заготовки за один ход на
обработанной поверхности тоже возникает
уступ (биение), копирующий в уменьшенном
виде погрешность исходной заготовки и
представляющий собой погрешность
![]()
По
величине уточнения
![]() подсчитывают
жесткость в динамических условиях
станка (т.е. при его работе) по формуле:
подсчитывают
жесткость в динамических условиях
станка (т.е. при его работе) по формуле:
![]() ,
,
где
![]() .
.
При использовании этого метода следует применять заготовки и инструменты повышенной жесткости, исключающие влияние их отжатая. Жесткость станков установленная в статически условиях обычно в 1,2-1,4 раза больше жесткости, определенной при использовании производственного метода.
57. Влияние вибраций динамической системы на точность механической обработки.
58. Значение анализа размерных цепей. Термины и определения (подетальная, сборочная, линейная, плоская, пространственная, угловая размерные цепи; определение составляющего, замыкающего исходного размеров).
Размерной цепью называется совокупность размеров, непосредственно участвующих в решении задачи обеспечения необходимого допуска размера
замыкающего звена и образующих замкнутый контур. Различают конструкторские, технологические и измерительные размерные цепи, которые
используются для обеспечения требуемой точности деталей и узлов соответственно при конструировании, изготовлении и измерении изделий.
Размерная цепь, размеры которой определяют взаимное положение поверхностей или осей одной детали, называется подетальной. Если же размеры, входящие в цепь определяют взаимное положение нескольких деталей узла или механизма, то такая размерная цепь называется сборочной или узловой.
Простейшей элементарной сборочной размерной цепью является посадка. Размеры, образующие размерную цепь называются звеньями размерной
цепи. Причем величина конструктивного зазора или натяга, несовпадение осей или поверхностей в сборочной размерной цепи рассматривается как отдельное
самостоятельное звено, хотя номинальный размер этого звена часто равен нулю. Замыкающим называется звено, являющееся исходным при постановке
задачи или получающееся последним в результате ее решения. Составляющим называется звено размерной цепи, функционально связанное с замыкающим звеном. Все составляющие звенья подразделяются на увеличивающие и уменьшающие. Увеличивающим называется звено, с увеличением которого замыкающее звено увеличивается. Уменьшающим называется звено, с увеличением которого замыкающее звено уменьшается. Компенсирующим или увязочным называется составляющее звено размерной цепи, изменением значения которого достигается требуемая точность замыкающего звена. Увязочное звено предназначено для согласования отклонений замыкающего и составляющих звеньев размерной цепи. В результате расчёта отклонения увязочного звена, как правило, получаются нестандартными, поэтому в качестве увязочного рекомендуется выбирать одно из легкодоступных звеньев простой геометрической формы. Изменение размеров составляющих звеньев по-разному влияет на размер замыкающего звена. Угловая размерная цепь – это цепь, звеньями которой являются угловые размеры ,расположенные в одной плоскости и имеющие общую вершину. Составляющие звенья линейной размерной цепи обозначаются строчными буквами греческого алфавита (кроме α , β , ξ , λ , ω). Плоская размерная цепь – это цепь, звеньями которой являются линейные
и угловые размеры, расположенные в одной или нескольких параллельных плоскостях
59. Методы решения размерных цепей. Метод решения размерных цепей, обеспечивающих полную взаимозаменяемость: прямая задача.
РАСЧЁТ РАЗМЕРНЫХ ЦЕПЕЙ
Метод max-min
Для линейной размерной цепи уравнение (1) может быть записано в следующем виде:
![]() ,
, ![]()
![]() (3)
(3)
![]() где n-
число увеличивающих, p-
число уменьшающих звеньев, причём n+p=m-1.
где n-
число увеличивающих, p-
число уменьшающих звеньев, причём n+p=m-1.
В
общем случае ![]() .
(4)
.
(4)
На
схемах увеличивающие звенья можно
отмечать стрелкой, направленной вправо
(![]() ),
уменьшающие - влево (
),
уменьшающие - влево (![]() )
(рис.1).
)
(рис.1).
Предельные размеры рассчитываются по следующим формулам:
![]() (5)
(5)
![]() (6)
(6)
В большинстве случаев удобнее пользоваться расчётом предельных отклонений:
![]()
![]() (7)
(7)
![]() ,
(8)
,
(8)
затем среднее отклонение замыкающего размера
![]() (10)
(10)
Формула (10) может быть получена в результате сложения и деления на уравнения (7) и (8).
В
общем случае ![]() (11)
(11)
Если вычесть из уравнения (5) уравнение (6), получим основное уравнение связи допусков составляющих размеров с допуском замыкающего размера при полной взаимозаменяемости, т.е. при допущении, что возможно сочетание всех наибольших увеличивающих размеров с наименьшими уменьшающими и наоборот:
![]() (12)
(12)
Допуск замыкающего размера равен сумме допусков составляющих размеров.
Из этого следует, что:
а) исходные размеры (к которым предъявляются функциональные требования, от точности которых зависит качество изделия) не следует делать замыкающими при указании исполнительных размеров на чертеже;
б) если это невозможно, то необходимо выполнить принцип кратчайшей размерной цепи, т.е. исходный размер делать зависимым от минимального числа составляющих размероПри условии обеспечения полной взаимозаменяемости её решают в такой последовательности:
1)определить допуск замыкающего размера по формуле (12);
2)определить ![]() и
и ![]() по
формулам (7) и (8);
по
формулам (7) и (8);
3)проверить расчёт по формуле:
![]() (15)
(15)
В зависимости от исходных данных и точности звеньев размерной цепи, а так же цепи, ради которой определяются размеры цепи, решаются две задачи: прямая и обратная. Прямая задача решается для определения допусков и предельных отклонений составляющих звеньев по заданным номинальным значениям всех размеров цепи и предельным отклонениям исходного (замыкающего) звена. При решении обратной задачи определяются номинальный размер, допуск и предельные отклонения исходного звена (замыкающего) звена по заданным номинальным значениям, допускам и предельным отклонениям составляющих звеньев. Существуют несколько методов решения прямой и обратной задачи в условиях полной и неполной взаимозаменяемости. Наиболее распространенными являются следующие методы: максимума – минимума;
вероятностный;
групповой взаимозаменяемости;
регулирования;
пригонки и совместной обработки.
Причем полную взаимозаменяемость обеспечивает только один метод: максимума – минимума, поэтому он имеет и другое название – метод полной взаимозаменяемости. ^Метод максимума – минимума (полной взаимозаменяемости)
Метод максимума-минимума обеспечивает точность замыкающего звена при любом сочетании размеров составляющих звеньев. При этом предполагается, что даже при самых неблагоприятных сочетаниях размеров звеньев (все увеличивающие звенья имеют наибольшие значения, а все уменьшающие – наименьшие, или наоборот) будет обеспечена полная взаимозаменяемость. Поэтому этот метод иногда так и называется – метод полной взаимозаменяемости. В зависимости от поставленной цели могут решаться как прямая, так и обратная задачи и применяться способ равных или равноточных допусков. Вероятностный метод
При расчете размерных цепей вероятностным методом, допуски размеров составляющих звеньев могут быть значительно расширены. Это объясняется тем, что в большинстве случаев размеры замыкающего звена подчинены закону нормального распределения погрешностей, при котором риск получения брака при сборке узла (0,27%) приводит к значительному расширению допусков составляющих звеньев. Расчет размерных цепей вероятностным методом значительно снижает стоимость изготовления деталей, поэтому его целесообразно применять в условиях крупносерийного и массового производства. Метод групповой взаимозаменяемости (селективная сборка)
Этот метод применяется, в основном, для получения посадок с малыми допусками из числа деталей, сопрягаемые элементы которых выполнены по относительно большим допускам. Для реализации метода назначаются увеличенные допуски на размеры, образующих размерную цепь. Затем по этим допускам изготавливаются детали, которые обязательно измеряются и распределяются на отдельные группы по действительным размерам. Таких групп может быть несколько единиц, и несколько десятков, например, в подшипниковой промышленности их количество достигает 50. Сборка узлов осуществляется деталями с размерами какой-то одной определенной группы. Основное достоинство метода заключается в получении высокой точности соединений применением расширенных допусков, т.е. изготовлением деталей более низкой точности. Это обеспечивает более экономичное производство по сравнению с тем, если бы производилась обработка по более узким допускам. К недостаткам групповой взаимозаменяемости следует отнести: введение 100 %-го измерения деталей; необходимость в дополнительных производственных площадях и таре для размещения групп деталей; ужесточение требований к точности формы деталей в пределах одной размерной группы. Метод регулирования
Этот метод используется на этапе конструирования изменением (регулировкой) одного из звеньев, которое называется компенсационным. В роли компенсаторов обычно выступают звенья, конструктивно выполненные в виде прокладок, упоров, клиньев, резьбовых пар и т.п. При этом остальные звенья в цепи обрабатываются по сравнительно большим допускам. Достоинством метода является возможность относительно просто обеспечить точность замыкающего звена. Компенсационные звенья (чаще всего, прокладки) заранее изготавливаются разных размеров, и они затем легко подбираются в процессе сборки. Недостаток метода заключается в необходимости дополнительных работ по установке, подбору или регулировке компенсаторов. Кроме того, если компенсаторы выполнены в виде клиньев или регулировочных винтов, то они сами требуют дополнительных креплений, поскольку в процессе эксплуатации возможно ослабление и смещение компенсаторов. Метод пригонки и совместной обработки
Метод пригонки применятся в основном при единичном и мелкосерийном производствах. Так, например, станины металлорежущих станков в направляющих перед установкой на них перемещающихся частей, дополнительно обрабатываются (чаще всего шабрением), а затем проверяется степень прилегания сопрягаемых поверхностей «по краске». Плунжерные пары для топливных насосов дизелей должны иметь в соединении зазор в пределах 0,4 - 2 мкм. Обеспечить такую малую величину зазора простым подбором деталей практически невозможно. Поэтому детали плунжерных пар предварительно подбирают так, чтобы они частично соединялись, даже не на полную длину. После этого на специальных станках их притирают друг к другу с помощью притирочных паст до тех пор, пока сопряжение не осуществится на всей длине. Достоинством метода притирки является возможность обеспечить высокую точность сопряжения, чего невозможно добиться независимой механической обработкой. Недостатком метода является большой объем ручных операции по пригонке, причем используется труд высококвалифицированных слесарей – сборщиков, что делает производство более дорогим.
60. Метод решения размерных цепей, обеспечивающих полную взаимо заменяемость – обратная задача(способ равных допусков, способ допусков одного квалитета точности). Преимущества и недостатки метода полной взаимозаменяемости).
Метод полной взаимозаменяемости заключается в том, что требуемая точность замыкающего звена достигается у всех объектов без какого-либо выбора или изменения величин. Преимущество данного метода заключается в простоте и возможности широкой специализации и кооперирования.
Недостатки. Возможны, хотя и маловероятны, дополнительные затраты на замену или подгонку некоторых деталей.
61. Теоретико-вероятностный метод расчета размерных цепей - обратная задача
Теоретико-вероятностный
метод расчета размерных цепей
При
расчете размерных цепей методом максимума
— минимума предполагалось, что в процессе
обработки или сборки возможно одновременное
сочетание наибольших увеличивающих и
наименьших уменьшающих размеров или
обратное их сочетание. Оба случая
наихудшие в смысле получения точности
замыкающего звена, но они маловероятны,
так как отклонения размеров в основном
группируются около середины поля
допуска. На этом положении и основан
теоретико-вероятностный метод расчета
размерных цепей.
Применение
теории вероятностей позволяет расширить
допуски составляющих размеров и тем
самым облегчить изготовление деталей
при практически ничтожном риске
несоблюдения предельных значений
замыкающего размера.
Обратная
задача. В результате совместного влияния
систематических и случайных погрешностей
центр группирования может не совпадать
с серединой поля допуска, а зона рассеяния
— с величиной допуска. Величина такого
несовпадения, выраженная в долях половины
допуска на размер, называется коэффициентом
асимметрии, ![]() ,
где
М(Аi) – математическое ожидание, средний
арифметический размер i – го звена; Aсi
– размер, соответствующий середине
поля допуска.
В
этом случае уравнение размерной цепи
по средним размерам будет иметь вид
,
где
М(Аi) – математическое ожидание, средний
арифметический размер i – го звена; Aсi
– размер, соответствующий середине
поля допуска.
В
этом случае уравнение размерной цепи
по средним размерам будет иметь вид
![]() .
(2.15)
Используя
теорему о дисперсии [D(xi) =i2] суммы
независимых случайных величин, можно
записать:
.
(2.15)
Используя
теорему о дисперсии [D(xi) =i2] суммы
независимых случайных величин, можно
записать: ![]() .
(2.16)
Для
перехода от средних квадратических
отклонений к допускам или полям рассеяния
используют коэффициенты относительного
рассеяния i. Он является относительным
средним квадратическим отклонением и
равен (при поле рассеяния j = Tj)
j
= 2j/Tj . (2.17)
Для
закона нормального распределения (при
Tj = 6j )
.
(2.16)
Для
перехода от средних квадратических
отклонений к допускам или полям рассеяния
используют коэффициенты относительного
рассеяния i. Он является относительным
средним квадратическим отклонением и
равен (при поле рассеяния j = Tj)
j
= 2j/Tj . (2.17)
Для
закона нормального распределения (при
Tj = 6j ) ![]() ;
для
закона равной вероятности (при
;
для
закона равной вероятности (при ![]() )
) ![]() ;
для
закона треугольника (Симпсона)
(при
;
для
закона треугольника (Симпсона)
(при ![]() )
) ![]() .
Подставив
выражение (2.17) в уравнение (2.16),
получим:
.
Подставив
выражение (2.17) в уравнение (2.16),
получим:
![]() или
или ![]() ,
(2.18)
где
t – коэффициент, зависящий от процента
риска и принимаемый по данным
[10].
Определив
ТА по формуле (2.18), вычисляют среднее
отклонение замыкающего звена как Ес(А)
=
,
(2.18)
где
t – коэффициент, зависящий от процента
риска и принимаемый по данным
[10].
Определив
ТА по формуле (2.18), вычисляют среднее
отклонение замыкающего звена как Ес(А)
= ![]() (2.19)
и
его предельные отклонения:
Еs(А)
= Ес(А) + TA/2; Еi(А) = Ес(А) - TA/2. (2.20)
62.
Теоретико-вероятностный метод расчета
размерных цепей – прямая задача.
(2.19)
и
его предельные отклонения:
Еs(А)
= Ес(А) + TA/2; Еi(А) = Ес(А) - TA/2. (2.20)
62.
Теоретико-вероятностный метод расчета
размерных цепей – прямая задача.
Прямая
задача. Допуски составляющих размеров
цепи при заданном допуске исходного
размера можно рассчитывать четырьмя
способами.
При
способе равных допусков принимают, что
величины ТАj, Ec(Aj) и j для всех составляющих
размеров одинаковы. По заданному допуску
TA по формуле (2.18) определяют средние
допуски TcAj:
![]() .
Найденные
значения TcAj и Ec(Aj) корректируют, учитывая
требования конструкции и возможность
применения процессов изготовления
деталей, экономическая точность которых
близка к требуемой точности размеров.
Правильность решения задачи проверяют
по формуле (2.18).
При
способе назначения допусков одного
квалитета расчет в общем аналогичен
решению прямой задачи методом полной
взаимозаменяемости. При этом среднее
количество единиц допуска определится
по формуле
.
Найденные
значения TcAj и Ec(Aj) корректируют, учитывая
требования конструкции и возможность
применения процессов изготовления
деталей, экономическая точность которых
близка к требуемой точности размеров.
Правильность решения задачи проверяют
по формуле (2.18).
При
способе назначения допусков одного
квалитета расчет в общем аналогичен
решению прямой задачи методом полной
взаимозаменяемости. При этом среднее
количество единиц допуска определится
по формуле ![]() .
Способ
пробных расчетов [50] заключается в том,
что допуски на составляющие размеры
назначают экономически целесообразными
для условий предстоящего вида производства
с учетом конструктивных требований,
опыта эксплуатации имеющихся подобных
механизмов и проверенных для данного
производства значений коэффициентов
. Правильность расчета проверяют по
формуле (2.18).
Способ
равного влияния [50]применяют при решении
плоских и пространственных размерных
цепей. Он основан на том, что допускаемое
отклонение каждого составляющего
размера должно вызывать одинаковое
изменение исходного размера.
Пример
2. Рассчитать допуски и предельные
отклонения для размеров А1, А3, А4
и
А6 (см. рис. 2.64) при заданном А = 1…2,12 мм.
ТА = 1,12 мм.
Воспользуемся
способом одного квалитета. Расчет
ведется в той же последовательности,
что и в примере 1.
Определяем
коэффициент квалитета как
.
Способ
пробных расчетов [50] заключается в том,
что допуски на составляющие размеры
назначают экономически целесообразными
для условий предстоящего вида производства
с учетом конструктивных требований,
опыта эксплуатации имеющихся подобных
механизмов и проверенных для данного
производства значений коэффициентов
. Правильность расчета проверяют по
формуле (2.18).
Способ
равного влияния [50]применяют при решении
плоских и пространственных размерных
цепей. Он основан на том, что допускаемое
отклонение каждого составляющего
размера должно вызывать одинаковое
изменение исходного размера.
Пример
2. Рассчитать допуски и предельные
отклонения для размеров А1, А3, А4
и
А6 (см. рис. 2.64) при заданном А = 1…2,12 мм.
ТА = 1,12 мм.
Воспользуемся
способом одного квалитета. Расчет
ведется в той же последовательности,
что и в примере 1.
Определяем
коэффициент квалитета как
 ;
; ![]() ,
где
iAi приняли по табл.3.3 [10]; k – количество
звеньев с заданными допусками.
По
ГОСТу 25347 – 82* определяем, что значение
аС, равное 204, находится между по IT12 = 160
и IT13 = 250. По этому же стандарту определяем
допуски на все размеры по IT12: ТА1 = 0,460;
TA3 = 0,250; TA4 = 0,350; TA6 = 0,250.
Определяем
допуск замыкающего звена по уравнению
(2.18):
,
где
iAi приняли по табл.3.3 [10]; k – количество
звеньев с заданными допусками.
По
ГОСТу 25347 – 82* определяем, что значение
аС, равное 204, находится между по IT12 = 160
и IT13 = 250. По этому же стандарту определяем
допуски на все размеры по IT12: ТА1 = 0,460;
TA3 = 0,250; TA4 = 0,350; TA6 = 0,250.
Определяем
допуск замыкающего звена по уравнению
(2.18):
![]() ,
где
Аi = 1/3 - коэффициент относительного
рассеяния размеров для нормального
закона распределения; t = 3 – коэффициент,
характеризующий процент выхода расчетных
отклонений за пределы допуска, задается
в зависимости от процента риска (Р =
0,27%) [10].
Условие
не выполнено, т. е. 1,12 0,97.
Чтобы
получить равенство допусков, допуск
одного из звеньев следует увеличить.
Для этого выбираем звено А1 (корпус) и
определяем его допуск:
,
где
Аi = 1/3 - коэффициент относительного
рассеяния размеров для нормального
закона распределения; t = 3 – коэффициент,
характеризующий процент выхода расчетных
отклонений за пределы допуска, задается
в зависимости от процента риска (Р =
0,27%) [10].
Условие
не выполнено, т. е. 1,12 0,97.
Чтобы
получить равенство допусков, допуск
одного из звеньев следует увеличить.
Для этого выбираем звено А1 (корпус) и
определяем его допуск:
![]() .
Назначаем
отклонения составляющих звеньев
аналогично предыдущему примеру:
A1
= 240 0,355; A2 = 25-0,5; A3 = 50-0,25; A4 = 107-0,35; A5 = 21-0,5;
A6 = 40 0,125.
Определяем
координаты центров группирования
размеров, приняв коэффициент асимметрии
i равным нулю. Это означает, что рассеяние
всех составляющих звеньев симметрично
относительно середины поля допуска, и
координаты центров группирования
размеров будут соответствовать
координатам середин полей допусков:
ЕСА1 = 0; ECA2 = -0,25; ECA3 = -0,125; ECA4 = -0,175; ECA5 =
-0,25; ECA6 = 0.
Определяем
отклонения и координаты середины поля
допуска замыкающего звена: ESA = Amax - A =
2,12 – 3 = - 0,88; iA = Amin - A = 1,0 – 3 = -2,0;
ECA
=
.
Назначаем
отклонения составляющих звеньев
аналогично предыдущему примеру:
A1
= 240 0,355; A2 = 25-0,5; A3 = 50-0,25; A4 = 107-0,35; A5 = 21-0,5;
A6 = 40 0,125.
Определяем
координаты центров группирования
размеров, приняв коэффициент асимметрии
i равным нулю. Это означает, что рассеяние
всех составляющих звеньев симметрично
относительно середины поля допуска, и
координаты центров группирования
размеров будут соответствовать
координатам середин полей допусков:
ЕСА1 = 0; ECA2 = -0,25; ECA3 = -0,125; ECA4 = -0,175; ECA5 =
-0,25; ECA6 = 0.
Определяем
отклонения и координаты середины поля
допуска замыкающего звена: ESA = Amax - A =
2,12 – 3 = - 0,88; iA = Amin - A = 1,0 – 3 = -2,0;
ECA
= ![]() Проверяем
координаты середин полей допусков по
уравнению (2.19):
-1,44
[(-0,25) + (-0,125) + (-0,175) + (-0,25) + 0] – 0 = -0,8.
Для
обеспечения равенства корректируем
координату середины поля допуска звена
А1: ECA1 = -0,8 – (-1,44) = +0,64.
Определяем
отклонения звена А1:EsA1 = ECA1 + ТА1/2 = +0,64 +
0,71/2 = +0,995;
EiA1
= ECA1 - ТА1/2 = +0,64 - ,71/2 = +0,285. Звено А1 =
240
Проверяем
координаты середин полей допусков по
уравнению (2.19):
-1,44
[(-0,25) + (-0,125) + (-0,175) + (-0,25) + 0] – 0 = -0,8.
Для
обеспечения равенства корректируем
координату середины поля допуска звена
А1: ECA1 = -0,8 – (-1,44) = +0,64.
Определяем
отклонения звена А1:EsA1 = ECA1 + ТА1/2 = +0,64 +
0,71/2 = +0,995;
EiA1
= ECA1 - ТА1/2 = +0,64 - ,71/2 = +0,285. Звено А1 =
240![]() .
Проверка.
Так как равенства в уравнениях (2.18) и
(2.19) выдержаны, проверяем предельные
отклонения замыкающего звена А по
формулам (2.20):
ЕsA
= -1,44 + 1,12/2 = - 0,88; EiA = -1,44 - 1,12/2 = -2,0.
Требования
по замыкающему звену выдержаны.
.
Проверка.
Так как равенства в уравнениях (2.18) и
(2.19) выдержаны, проверяем предельные
отклонения замыкающего звена А по
формулам (2.20):
ЕsA
= -1,44 + 1,12/2 = - 0,88; EiA = -1,44 - 1,12/2 = -2,0.
Требования
по замыкающему звену выдержаны.
63. Способ группового подбора при сборке (селективная сборка).
Метод групповой взаимозаменяемости при селективной сборке [50] Сущность метода групповой взаимозаменяемости заключается в изготовлении деталей со сравнительно широкими технологически выполнимыми допусками, выбираемыми из соответствующих стандартов, сортировке деталей на равное число групп с более узкими групповыми допусками и сборке их (после комплектования) по одноименным группам. Такую сборку называют селективной. Метод групповой взаимозаменяемости применяют, когда средняя точность размеров цепи очень высокая и экономически неприемлемая. При селективной сборке (в посадках с зазором и натягом) наибольшие зазоры и натяги уменьшаются, а наименьшие - увеличиваются, приближаясь с увеличением числа групп сортировки к среднему значению зазора или натяга для данной посадки, что делает соединения более стабильными и долговечными (рис. 2.65). В переходных посадках наибольшие натяги и зазоры уменьшаются, приближаясь с увеличением числа групп сортировки к значению натяга или зазора, которое соответствует серединам полей допусков деталей. Для установления числа групп п сортировки деталей необходимо знать требуемые предельные значения групповых зазоров или натягов, которые находят из условия обеспечения наибольшей долговечности соединения, либо допускаемое значение группового допуска ТDгр или Tdгр, определяемое экономической точностью сборки и сортировки деталей, а также возможной погрешностью их формы. Отклонения формы не должны превышать группового допуска, иначе одна и та же деталь может попасть в разные (ближайшие) группы в зависимости от того, в каком сечении она измерена при сортировке. При селективной сборке изделий с посадкой, в которой ТD = Td, групповой зазор или натяг остаются постоянными при переходе от одной группы к другой (см. рис. 2.65, а). При ТD Td групповой зазор (или натяг) при переходе от одной группы к другой не остается постоянным (см. рис. 2.65, б), следовательно, однородность соединений не обеспечивается, поэтому селективную сборку целесообразно применять только при ТD =Td. Селективную сборку применяют не только в сопряжениях гладких деталей цилиндрической формы, но и в более сложных по форме деталях (например, резьбовых). Селективная сборка позволяет в п раз повысить точность сборки (точность соединения) без уменьшения допусков на изготовление деталей или обеспечить заданную точность сборки при расширении допусков до экономически целесообразных величин. Вместе с тем селективная сборка имеет недостатки: усложняется контроль (требуются больший штат контролеров, более точные измерительные средства, контрольно-сортировочные автоматы); повышается трудоемкость процесса сборки (в результате создания сортировочных групп); возможно увеличение незавершенного производства вследствие разного числа деталей в парных группах. Для сокращения объемов незавершенного производства, образующегося при селективной сборке, применяют статистические методы анализа фактического распределения размеров по группам и вводят необходимую корректировку в разбиение по группам.
64. Способ регулировки, пригонки.
СПОСОБ РЕГУЛИРОВКИ
Требуемая точность исходного (замыкающего ) размера достигается преднамеренным изменением (регулированием) величины одного из заранее выбранных составляющих размеров, называемого компенсирующим. Роль компенсатора обычно выполняет специальное звено в виде прокладки, регулируемого упора, клина и т.д. При этом по всем остальным размерам цепи детали обрабатывают по расширенным допускам, экономически приемлемым для данных производственных условий.
Номинальный размер компенсирующего звена Аk определяют из уравнения:
(5.16)
Значения Аk берут со знаком (+), когда он является увеличивающим размером, и со знаком (-) – в противоположном случае.
Детали, путем изменения, положения которых достигается требуемая точность замыкающего размера, подвижными компенсаторами.
Компенсирующим звеном является А3. роль подвижного компенсатора выполняет втулка 1.
Достижение требуемой точности зазора осуществляется следующим образом. Детали обрабатывают с экономически достижимыми в данных производственных условиях допусками. После сборки всех деталей втулку 1 перемещают в осевом направлении до тех пор, пока не будет достигнута требуемая точность зазора. После этого положение втулки фиксируется при помощи стопорного винта 2.
В качестве неподвижных компенсаторов используются: прокладки, кольца, шайбы, втулки, фланцы и т.д.
Для использования неподвижных компенсаторов необходимо определить число их групп.
Поскольку допуски на размеры всех звеньев увеличивают, то допуск замыкающего звена определяется
и количество групп неподвижных компенсаторов
; (5.17)
Пример: ТА=0,1 мм; ТА1=0,3 мм; ТА2=0,3 м; А3=4 мм.
,
Толщина каждой сменной прокладки S должна быть меньше допуска исходного размера t<TA. В противном случае после установки прокладки может быть получен исходный размер, превышающий по величине наибольший допустимый размер.
Для нашего примера
Следовательно, размеры шайб должны быть
4,6; 4,5; 4,4; 4,3; 4,2; 4,1; мм.
Количество неподвижных компенсаторов в каждой группе размеров делается одинаковым, если о характере возможной кривой рассеяния размеров компенсирующего звена ничего не известно.
В тех случаях, когда известен характер кривой распределения размеров, количество неподвижных компенсаторов в каждой группе размеров берется пропорциональным, соответствующим площадям, ограниченным кривой рассеяния и двумя вертикалями, ограничивающими размеры смежных ступеней.
СПОСОБ ПРИГОНКИ
Сущность метода пригонки заключается в том, что требуемая точность замыкающего звена достигается дополнительной обработкой при сборке деталей по одному из заранее намеченных составляющих размеров цепи. Здесь детали по всем размерам, входящим в цепь, изготовляют с допусками, экономически приемлемыми для данных условий производства.
Для того чтобы пригонка всегда осуществлялась за счет предварительно выбранного размера, называемого технологическим компенсатором, необходимо по этому размеру оставлять припуск на пригонку, достаточный для компенсации величины превышения исходного размера и в месте с тем наименьший для сокращения объема пригоночных работ. Значения Ак ( - величина компенсации) определяют:
(5.18)
где ТА - поле рассеяния исходного размера получающегося при расширенных допусках составляющих размеров (без учета отклонений компенсирующего звена);
ТАi – принятые расширенные технологически выполнимые допуски составляющих звеньев.
Рис. 5.6. Пример размерной сборочной цепи
Пример: Несовпадение осей передней и задней бабок токарного станка 0,05 мм на всей длине станины. Практически изготовить невозможно, поэтому применяют способ пригонки.
Собирают заднюю бабку, измеряют точно А, причем умышленно делают размер увеличенным за счет размера А3, а затем по результатам измерений снимают лишний слой металла со звена А3.
т.е. допуск на размеры А1 и А2 должны быть по 0,0075 мм, что практически получить невозможно. Поэтому назначаем допуск ТА2=0,03 мм; ТА1=0,015 мм.
ТА=0,03 + 0,015 = 0,045 мм;
.
Таким образом шпонку можно изготовить (размер А1) увеличенным на 0,03 мм.
Существенным недостатком метода пригонки является:
величину снимаемого припуска, как правило можно установить только после предварительной сборки деталей цепи;
требуются трудоемкие пригоночные работы, выполняемые высококвалифицированными рабочими;
увеличивается трудоемкость и цикл сборки;
возникают трудности при замене быстроизнашивающихся деталей.
65.Выбор методов расчета размерной цепи и достижения точности замыкающего звена.
ВЫБОР МЕТОДОВ РАСЧЕТА РАЗМЕРНОЙ ЦЕПИ И ДОСТИЖЕНИЕ ТОЧНОСТИ ЗАМЫКАЮЩЕГО ЗВЕНА
Выбор метода достижения точности замыкающего звена зависит от величины допуска ТА, от числа составляющих звеньев размерной цепи. Необходимо учитывать и реальные возможности предприятия по обеспечению проектной точности размеров составляющих звеньев и обеспечения соответствующего уровня организации сборочных работ.
Если число составляющих звеньев размерной цепи m 4, то расчет – методом ПВ; m 5 – НПВ.
Для предварительного выбора рекомендуют соединение способов: определяют Аср
;
затем по установленному ТА и m определяют
- методом ПВ;
- методом НПВ;
по полученным Аср и ТАср определяют ближайший квалитет точности. Если расчет выполнен по методу ПВ и величина ТАср соответствует 9 квалитету и грубее IT10, IT11, то следует использовать метод ПВ. При малом числе звеньев иногда используют ПВ и при 6 – 8 квалитетах (т.к. снижение трудоемкости сборки окупают повышение требований к точности).
При ТАср соответствующей 7 квалитету – рекомендуют использовать метод пригонки или регулировки (для некоторых изделий, выпускаемых в больших количествах, вместо пригонки рационально применять групповую взаимозаменяемость).
Если расчет выполняется по НПВ и величина соответствует IT10 и грубее, то следует использовать НПВ.
66. Классификация и выбор технологических баз (конструктивная, измерительная, технологическая, установочная, опорная, поверочная, основная, вспомогательная базы).
Общая классификация баз
Все многообразие поверхностей деталей сводится к четырем видам:
1) исполнительные поверхности - поверхности, при помощи которых деталь выполняет свое служебное назначение;
2) основные базы - поверхности, при помощи которых определяется положение данной детали в изделии;
3) вспомогательные базы - поверхности, при помощи которых определяется положение присоединяемых деталей относительно данной;
4) свободные поверхности - поверхности, не соприкасаемые с поверхностями других деталей.
Общая классификация баз имеет следующий вид:
А. По назначению – конструкторская, основная, вспомогательная, технологическая, измерительная;
Б. По лишаемым степеням свободы: установочная, направляющая, опорная, двойная направляющая, двойная опорная;
В. По характеру проявления: скрытая, явная,
По назначению
Конструкторская база - база, используемая для определения положения детали или сборочной единицы в изделии.
Основная база - конструкторская база, принадлежащая данной детали или сборочной единице и используемая для определения ее положения в изделии.
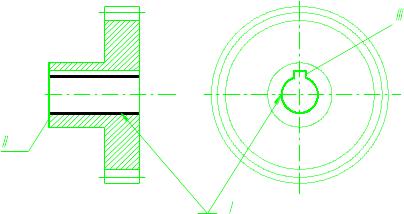
I, II, III - комплект основных баз шестерни.
Вспомогательная база - конструкторская база, принадлежащая данной детали или сборочной единице и используемая для определения положения присоединяемого к ним изделия.
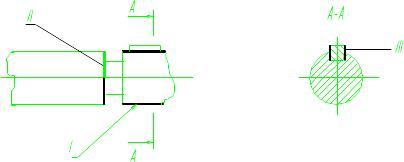
I, II, III - комплект вспомогательных баз вала со шпонкой.
Технологическая база - база, используемая для определения положения заготовки или изделия в процессе изготовления или ремонта.
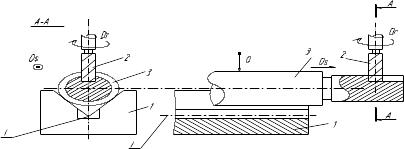
I - технологическая база вала; 1 - призма ( элемент приспособления к фрезерному станку); 2 - шпоночная фреза ; 3 - заготовка вала со шпоночным пазом.
Измерительная база - база, используемая для определения относительного положения заготовки или изделия и средств измерения.
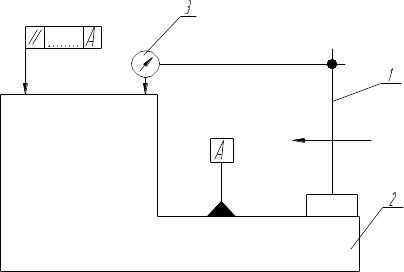
1 - индикаторная стойка
2 - изделие
3 - индикатор ( средство измерения)
А - измерительная база детали.
По лишаемым степеням свободы
Установочная база - база, лишающая заготовку или изделие трех степеней свободы - перемещения вдоль одной координатной оси и поворотов вокруг двух других осей.
Направляющая база - база, лишающая заготовку или изделие двух степеней свободы - перемещения вдоль одной координатной оси и поворота вокруг другой оси.
Опорная база - база, лишающая заготовку или изделие одной степени свободы - перемещения вдоль одной координатной оси или поворота вокруг оси.
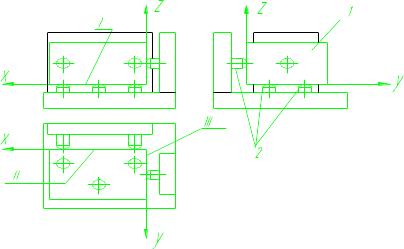
I - установочная база заготовки, лишающая ее перемещения вдоль оси Z и поворотов вокруг осей Х и У;
II - направляющая база заготовки , лишающая ее перемещения вдоль оси У и поворота вокруг оси Z;
III - опорная база заготовки, лишающая ее перемещения вдоль оси X;
1 - заготовка; 2 - опоры приспособления.
Двойная направляющая база - база, лишающая заготовку или изделие четырех степеней свободы - перемещений вдоль двух координатных осей и поворотов вокруг этих осей.
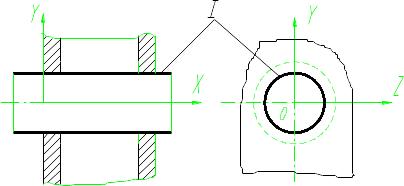
I - двойная направляющая база детали, лишающая ее перемещений вдоль осей Y и Z и поворотов вокруг осей Y и Z.
Двойная опорная база - база, лишающая заготовку или изделие двух степеней свободы - перемещений вдоль двух координатных осей.
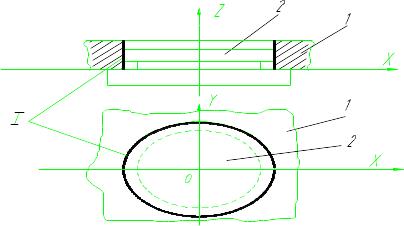
I - двойная опорная база заготовки, лишающая ее перемещений вдоль осей X и Y.
1 - заготовка
2 - элемент приспособления
По характеру проявления
Скрытая база - база заготовки или изделия в виде воображаемой плоскости, оси или точки.
Явная база - база заготовки или изделия в виде реальной поверхности, разметочной риски или точки пересечения рисок.
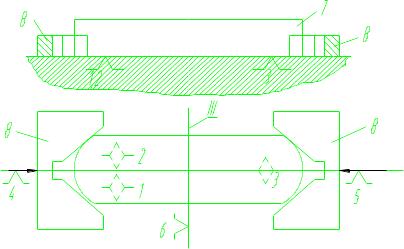
I - установочная явная база заготовки;
II - направляющая скрытая база заготовки;
1 - 6 - опорные точки;
7 - заготовка;
8 - губки самоцентрирующих тисков.