

12. См. Методичку.
13. Принципы выбора размеров заготовок для изготовления корпусов и днищ аппаратов и резервуаров.
В аппаратостроении для заготовок применяют прокат (листовой, сортовой и специальный); заготовки штампованные и штампо-сварные, в свою очередь изготавливаемые также из проката.
Карты раскроя Карта раскроя сборочной единицы (обечайки, корпуса, днища) представляет собой чертеж развертки на плоскости, который определяет количество и габаритные размеры листов-заготовок, а также продольные и поперечные швы, их расположение и протяженность. По карте раскроя составляют спецификацию листового проката. Картой раскроя определяются основные технологические операции (особенно сборочно-сварочные) и их последовательность, возможная точность изготовления изделия, необходимое оборудование, соответствующее влияние на себестоимость, а также отходы металла. Поэтому карту раскроя необходимо разрабатывать в нескольких вариантах параллельно с технологией производства.
При разработке карты раскроя учитывются:-элементы габоритности;-выбор схемы раскроя( карт,обечаек).Если минимальный допуск по диаметру-метод обечаек,есле по высоте-метод карт.
Метод обечаек : Особенности карты раскроя данного типа заключаются в том, что сборочный узел, например корпус аппарата, составлен из отдельных обечаек, выполненных из листов, ширина которых не превышает максимальной ширины листового проката. Каждая обечайка по возможности выполняется из одного листа.
К
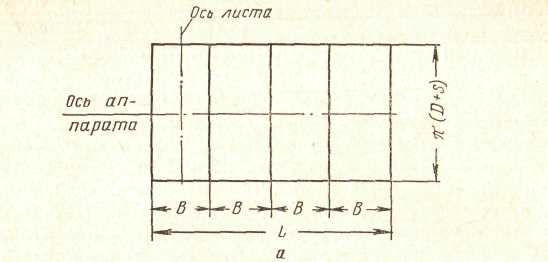
Согласно этой карте раскроя для гибки можно использовать листогибочные машины с небольшой длиной валков.
К недостаткам карты раскроя первого типа следует отнести большую трудоемкость сборочных операций и значительный допуск по длине корпуса.
Метод карт: Особенность карты раскроя второго типа заключается в том, что сборочный узел, например корпус аппарата, составлен из обечаек, ширина которых предельно велика и может достигать длины листа.
П
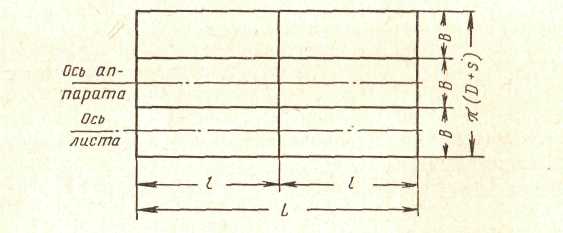
Раскрой по карте этого типа предпочтительно выполнять так, чтобы при гибке на листогибочных машинах швы не подвергались изгибу; сварные швы по возможности должны совпадать с образующими цилиндра, что снижает при прочих равных условиях появление трещин при гибочных операциях.
Применение карты раскроя этого типа имеет недостатки: гибку заготовок необходимо осуществлять на листогибочных машинах с большой длиной валков (6—12 м), усложняются грузоподъемные операции.
Себестоимость при изготовлении аппаратуры с применением им карты раскроя второго типа снижается. Карты раскроя этого типа широко используются на заводах, изготовляющих нефтяную аппаратуру, железнодорожные цистерны, а в последнее время и на заводах металлических конструкций.
Карта раскроя должна составляться не только для обечаек и корпусов аппаратов, но и для других деталей.
Размеры листовой стали. Рациональный выбор листового проката контролируется в частности стоимостью проката. Зависит от размеров листа и условий изготовления — по развертке детали или по рекомендуемым складским размерам. С увеличением размеров листов снижается трудоемкость по всем операциям, особенно сборочным и сварочным. Выбор и определение размеров листового проката производят одновременно с разработкой карт раскроя в двух вариантах. При заказе необходимо стремиться к минимальному расходу листовой стали. Для уменьшения количества отходов при использовании листов рекомендуемых размеров в корпусах аппаратов иногда мредусматрннают обечайки — вставки. Отходы используются на приготовление других мелких деталей. Комплект листов, необходимый для изготовления сборочной единицы, желательно выбирать с минимальным числом типоразмеров, по возможности одного типоразмера. В общих случаях расчет предусматривается в четырех вариантах, т. е. по картам раскроя первого и второго типов, составленным в двух вариантах, каждый применительно к рекомендуемым размерам и размерам листов по разверткам. В конкретных условиях при выборе размера листов некоторые варианты расчета отпадут.
Разработку карты раскроя во всех вариантах для корпуса аппарата и его обечаек производят с учетом размещения штуцеров и люков относительно продольных и кольцевых швов.
Сравнительную технико-экономическую целесообразность выясняют по данным расчета возможных допусков на размеры по диаметру и длине детали, калькуляцией себестоимости по основным операциям и затратам, количеству отходов стали.
На основе данных об оптимальном варианте раскроя с учетом необходимых припусков определяют размеры листов для спецификации.
При заказе полученные размеры округляют до ближайших больших.