

18. Основные виды оборудования для гибки листового и сортового проката. Критерии применения холодной и горячей гибки.
Гибка – вид обработки давлением при напряжении более предела текучести, проходящий при деформации, исключающей образование трещин.
Холодную гибку листовых элементов толщиной до 50—60 мм для получения цилиндрических и конических поверхностей осуществляют на листогибочных вальцах с валками длиной до 10—13 м. При вальцовке в холодном состоянии отношение радиуса изгиба к толщине листа ограничивают допустимой величиной создаваемой пластической деформации. Так, если для малоуглеродистых и низколегированных сталей это отношение оказывается меньшим 25, то обычно вальцовку рекомендуют производить в горячем состоянии.
При гибке в вальцах концевой участок листа остается почти плоским. Ширина этого участка при использовании трехвалковых вальцов определяется расстоянием между осями валков и может составлять 150—200 мм и более. В четырехвалковых вальцах несвальцованным остается только участок шириной 1—2s (где s — толщина листа), зажатый между средними валками. Более правильное очертание концевого участка листа может быть получено путем предварительной подгибки кромок под прессом или на листогибочных вальцах с толстым подкладным листом, согнутым по заданному радиусу. После подгибки кромок лист устанавливается в гибочные вальцы, выверяется параллельность оси вала и кромки листа, и гибка начинается со средней части листа.
При холодной гибке профильного проката и труб используют роликогибочные машины и трубогибочные станки. При этом иногда возникают трудности, связанные с нарушениями формы поперечного сечения. В этом случае целесообразно использование специальных гибочных станков с индукционным нагревом непрерывно перемещаемой и изгибаемой заготовки. Ограничение зоны нагрева со стороны выхода из индуктора достигается охлаждением водой. Узкий деформируемый участок (нагрев до 950—1000° С), заключенный между жесткими холодными частями заготовки, обладает малым сопротивлением пластическим деформациям и повышенной устойчивостью, что предотвращает образование гофр в зоне сжатия.
Горячая гибка толстого листового металла применяется при изготовлении барабанов котлов, сосудов высокого давления, зубчатых колес, барабанов лебедок, подшипников редукторов и т. п.
При больших толщинах гибка осуществляется обычно на прессах. Листовые элементы с поверхностью двоякой кривизны получают на специальных вальцах с валками переменного диаметра, выбивкой или штамповкой.
Максимальный радиус гибки в холодном состоянии – 20-25 толщин.
19. Классификация механических методов резки проката. Основные виды оборудования.
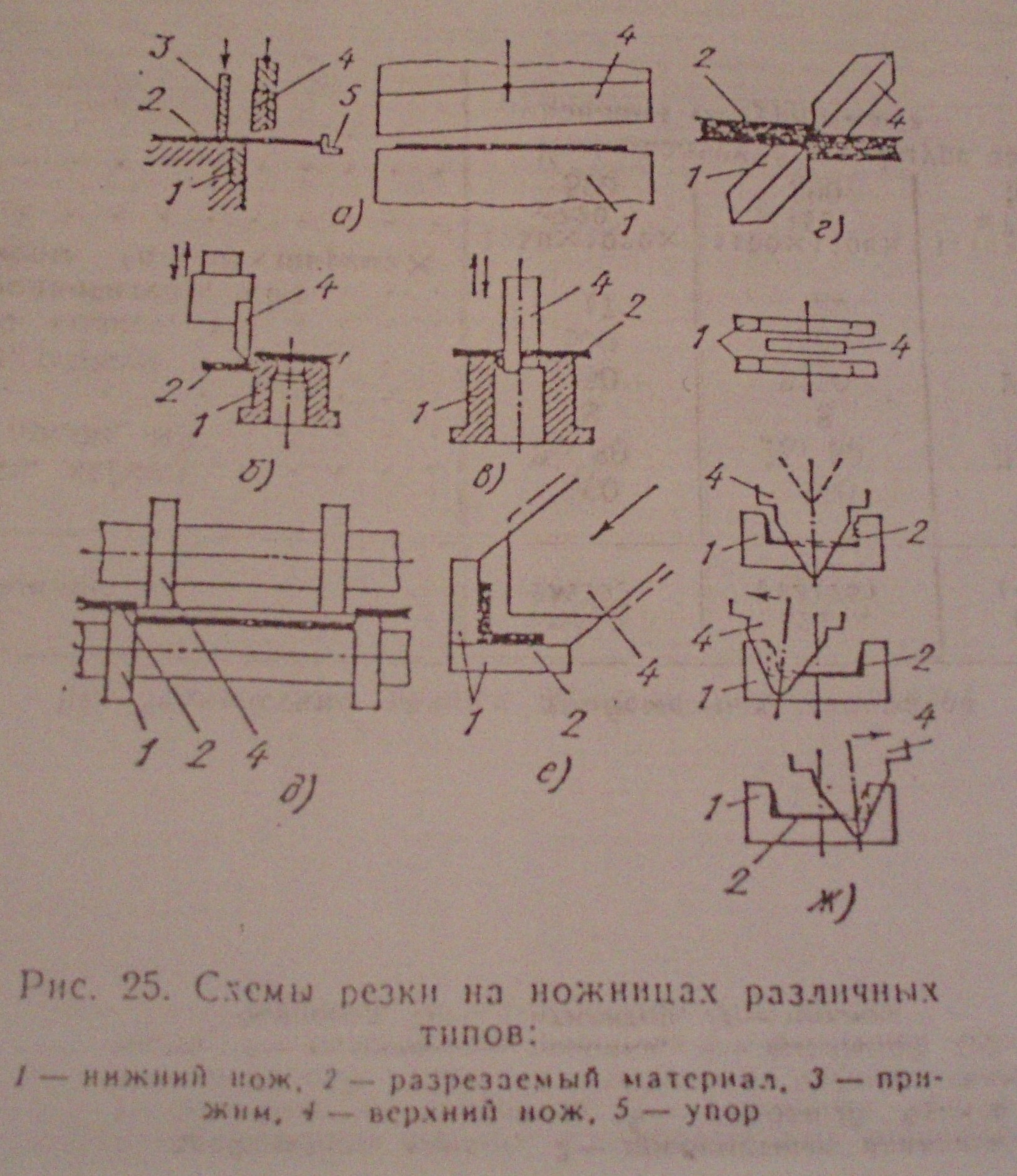
а) резка на гильотинных ножницах с наклонным ножом;
Угол наклона не более 5о . Ножницы с наклонными ножами бывают на гидравлическом механическом приводе, максимальная толщина резки 40 мм. Точность операции напрямую зависит от количества ходов ножниц по длине обрезаемой кромки.
б) и в) высечные ножницы;
г) двухдисковые с наклонными ножами;
д) многодисковые ножницы;
е) для резки уголка;
ж) швеллера, двутавра.
При
расчете предельных отклонений размеров
заготовок для изготовления корпусов
аппаратов рулонированной конструкции
необходимо соблюдать точность выполнения
операций резки. Предельные отклонения
гостированы и колеблются от
![]() до
до
![]() в зависимости от толщины и длины реза.
в зависимости от толщины и длины реза.
Для ответственных изделий после механической резки должны быть предусмотрены операции механической обработки кромок для снятия наклепа, который возникает при резке.Гильотинные ножницы выпускаются большим спектром оборудования, в обязательном порядке снабжаются элементами техники безопасности, препятствующих попаданию в зону реза посторонних предметов.